
国際特許分類[B29K105/08]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 補強材,充填材または挿入物を有するもの (2,753) | 連続長の,例.コード,ロービング,マット,織物,ストランド,ヤーン (1,374)
国際特許分類[B29K105/08]の下位に属する分類
配向されたもの (60)
国際特許分類[B29K105/08]に分類される特許
1,261 - 1,270 / 1,314
FRP筒体およびその製造方法
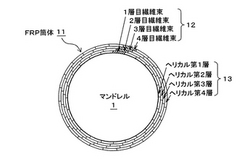
【課題】各ヘリカル巻層の形状を安定化させ、繊維束境界に発生するボイドを消滅させることによって、目標とする強度特性を正確にかつ安定的に発現することができるFRP筒体、およびその製造方法を提供する。
【解決手段】筒軸方向に往復動されながらヘリカル巻された、連続繊維からなる強化繊維で強化された樹脂からなるFRP筒体において、筒体径方向に積層された各ヘリカル巻層の強化繊維束の筒体周方向における位相が、各強化繊維束の幅方向端部位置が同位相もしくは同位相周辺になることを避けるように、互いにずらされていることを特徴とするFRP筒体、およびその製造方法。
(もっと読む)
伝動ベルトの製造方法

【課題】伝動ベルトの製造時において、離型剤が補強布に浸漬することなく、補強布がゴムシートと剥離しない伝動ベルトの製造方法を提供する。
【解決手段】溝状部4と突状部5を交互に有し、内面に補強布30が位置するように型付けた補強布入り伸張ゴムシート53を溝付モールドに装着し、その上から心線50及び補強布30を積層する伝動ベルトの製造方法であって、該伸張ゴムシート53上で補強布30の巻き始め部に該伸張ゴムシート53と補強布30の間にゴム板70を挟む伝動ベルトの製造方法にある。
(もっと読む)
シームレス補強材およびその製造方法
【課 題】ガラス繊維からなる軽量、薄型円筒状シームレス補強材、その製造方法および該補強材を含む繊維強化プラスチック製の耐熱性、耐衝撃性、耐溶剤性および寸法安定性等にすぐれ、肉厚が薄く、軽量の円筒状成形体を提供すること。
【解決手段】1本のガラス繊維糸条を円筒状に綾角度を持たせて複数回巻回してなる筒状であって、目止め剤で少なくとも糸条の交点が固定されていることを特徴とするガラス繊維からなるシームレス補強材。
(もっと読む)
音響減衰積層体を迅速に加熱する炉および音響減衰積層体を製造する装置並びに方法
互いに向き合って配置されるデカップラ繊維層(12)と質量層(14)を有する音響減衰積層体(10)を成形する装置と方法に関する。積層体(10)のデカップラ繊維層(12)と質量層(14)は、それぞれ、熱風源(36)と加熱されたプラテン(34)によって実質的に同一の時間内に選択された温度に加熱される。加熱された積層体(10)は型(40)に移送され、型(40)によって所定の三次元形状に成形される。  (もっと読む)
(もっと読む)
繊維補強樹脂成形品の連続成形方法及び装置
【課題】 表面層に柄材を良好に分散させた形態で含み、基材層が繊維材で強化されている樹脂成形品を生産性良く製造する連続成形技術を提供する。
【解決手段】 走行中の下部キャリアフィルム11の上に液状の熱硬化性樹脂17と補強用繊維材21とを供給し且つ補強用繊維材に熱硬化性樹脂を含浸させて樹脂含浸繊維層16を形成し、これと並行して走行中の上部キャリアフィルム25の上に柄材を混合した液状の熱硬化性樹脂29を供給して柄材含有樹脂層28を形成し、その柄材含有樹脂層28を半硬化させ、その後、下部キャリアフィルムの樹脂含浸繊維層16の上に、半硬化した柄材含有樹脂層28を重ね合わせて積層し、その積層体36を硬化させて一体化し、樹脂成形品1を製造する。
(もっと読む)
円筒状ゴム成形体の製造方法
【課題】外径によらず同じ製造装置を使用して低コストで補強コード層が形成でき、しかも異径部を有する成形体において大径部ではコード間隔が広く、小径部においてはコード間隔が狭い補強コード層が形成された円筒状ゴム成形体の製造方法を提供する。
【解決手段】内側ゴム層を形成する第1未加硫ゴム組成物を積層する第1未加硫ゴム層形成工程、トッピングコードのベルトを端部において折り返し部を形成しつつらせん状に少なくとも2層を、バイアス構造の補強コード層を構成するように供給する補強コード層形成工程、外側ゴム層形成用の第2未加硫ゴム層形成工程、及び加硫工程を有し、補強コード層形成工程は、コード間隔調整装置を使用し、大径部においてはコード間隔が広い状態でベルトを供給し、小径部においてはコード間隔が狭い状態で供給する工程である円筒状ゴム成形体の製造方法とする。
(もっと読む)
湾曲したFRP桁材用の強化繊維プリフォームの製作方法
【課題】従来の湾曲した強化繊維プリフォームの製作方法では、長手方向において強化繊維層の不連続部位が発生したり、繊維配列に乱れが発生してしまう。
【解決手段】製作目的の強化繊維プリフォームの中心軸の描く曲線に一致する中心軸M1を有するマンドレル1を製作するマンドレル製作工程(ステップ101)と、ブレイダー2による組糸Yの組位置Pを通過するように、湾曲したマンドレル1を移動させて、このマンドレル1上に筒状組物3を製作する組物製作工程(102)と、筒状組物3を中心軸方向に沿って切断して分割し、断面形状が中心軸方向で同一となる一対のC型基材11・12を製作するC型基材製作工程(ステップ104)と、C型基材製作工程で製作された一対のC型基材11・12を、背面11a・12a同士で重ね合わせて仮固定して、H型基材20を製作する重合基材製作工程(ステップ105)と、を備えるものとする。
(もっと読む)
強化繊維基材、繊維強化プラスチック部材および繊維強化プラスチック部材の製造方法
【課題】
軽量であり、強度や弾性率などの機械特性が優れ、なおかつ、平滑な表面を有する繊維強化プラスチック部材を提供する。また、軽量であり、強度や弾性率などの機械特性が優れ、なおかつ、平滑な表面を有する繊維強化プラスチック部材を容易に製造可能な強化繊維基材、および繊維強化プラスチックの製造方法を提供する。
【解決手段】
次の構成要素[A]、[B]、[C]を含み、構成要素[A]の少なくとも片面に構成要素[B]を介して、構成要素[C]が配設されていることを特徴とする繊維強化プラスチック部材。
[A]繊維強化プラスチック
[B]引張弾性率が0.1〜500MPaである低弾性率表面層
[C]引張弾性率が1000〜30000MPaである高弾性率表面層
(もっと読む)
型
【課題】熱可塑性プラスチック表面材料と構造材料との積層体を含む大型構成部品の製造を可能にし、装飾的表面品質の改良及び積層体の改良を含む方法及び成型品を提供する。
【解決手段】型は、表面材料を成形するための閉鎖的で空気非透過性の第一型面22と、型に対して位置する空気透過性ライナ24とを含む。ライナは、型内真空圧がライナに加えられた後、表面材料26が第二型面に接触し、型の形状に合致するよう構成されている。
(もっと読む)
硬化性樹脂組成物、成形物およびその製造方法
【課題】 速硬化性と、強化繊維への良好な接着性とを併せ持つ樹脂組成物、強化繊維と樹脂との界面の接着性が良好な成形物およびその製造方法を提供する。
【解決手段】 (A)ラジカル重合性不飽和基およびエポキシ基を有する樹脂材料と、(C)ラジカル重合開始剤と、(D)1分子中に1個以上の活性水素を有するアミン化合物および/またはメルカプタン化合物と、(E)前記(D)成分が、前記(A)成分のラジカル重合性不飽和基に付加反応した化合物とを含有する硬化性樹脂組成物を加熱して、または常温で放置して、または光重合開始剤の存在下で光照射して硬化させて成形物を得る。
(もっと読む)
1,261 - 1,270 / 1,314
[ Back to top ]