
国際特許分類[B29L29/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | ベルトまたはバンド (269)
国際特許分類[B29L29/00]に分類される特許
41 - 50 / 269
シームレスベルトの製造方法及びシームレスベルト、それを用いた電子写真装置
【課題】金型からの脱型が容易で生産効率が高く、欠陥のない高品質な樹脂製シームレスベルトの製造方法と、該ベルトを中間転写ベルトに装備した電子写真装置を提供する。
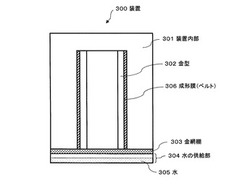
【解決手段】円筒状の型の内面又は外面に、樹脂成分(例えば、ポリイミド又はポリアミドイミドの各前駆体)と電気抵抗調整材(例えば、カーボンブラック)を含む塗工液を塗布して塗膜を形成し、前記塗膜を乾燥及び/又は硬化させてシームレスベルト状の成形膜とした後に、前記成形膜が形成された円筒状の型を高圧水蒸気雰囲気に曝し(例えば、図1の装置300中にて水蒸気に曝露)、その後に、前記成形膜を前記円筒状の型から脱型してシームレスベルトを製造し、これを電子写真装置の中間転写ベルトとして装備する。
(もっと読む)
無端ベルト製造装置

【課題】厚さが一定な無端ベルトを製造できる装置を提供する。
【解決手段】無端ベルト製造装置1は、円筒形の円筒型2と、円筒形2の外周に一定の隙間を空けて配置される環状のブレード25と、円筒型2およびブレード25を一体に回転させる回転駆動手段6と、ブレード25に液状のベルト材料を供給する給液手段32と、ブレード25を円筒型2に沿って移動させる直線駆動手段27とを有する。
(もっと読む)
シームレスベルトの製造方法
【課題】体積抵抗が均一で、且つ、表面の平滑な電子写真用の円筒状エンドレスベルトの製造方法を提供すること。
【解決手段】ポリエーテルエーテルケトンと導電性無機フィラーとを含有する熱可塑性樹脂組成物から押出成形により中空円筒状チューブを取得し、該チューブの表面温度が該熱可塑性樹脂組成物の融点(Tm)−55℃以上の状態で引落率2.5以上50以下となるように該チューブを引き取って薄膜化し、該薄膜化チューブの表面温度がTm−55℃以上の状態で所定時間内にガラス転移温度(Tg)以下に冷却して薄膜化チューブを固化し、該固化させた薄膜化チューブを内型と外型とで挟圧した状態で所定の昇温速度でTgを超えTm未満の結晶化開始温度以下の温度に加熱することを特徴とする。
(もっと読む)
弾性シート材、中間転写ベルト、弾性シート材の製造方法および中間転写ベルトの製造方法
【課題】弾性が損なわれることなく優れた離型性が付与されており、画像形成装置の中間転写ベルト用として好適に使用できる弾性シート材、および該シート材を用いた中間転写ベルト、並びにこれらの製造方法を提供する。
【解決手段】イミド変性ポリウレタンエラストマーをシート状に成形した弾性シート材であって、該シート内に含有されたフッ素樹脂微粒子がシートの表面側に偏在していることを特徴とする弾性シート材、およびこの弾性シート材からなる弾性層を基材上に積層した画像形成装置用の転写ベルトである。上記弾性シート材および転写ベルトは遠心成形法により製造される。
(もっと読む)
多層無端ベルトおよびその製造方法
【課題】弾性層との密着性に優れ、且つ離型性にも優れる離型層を有する多層無端ベルト、およびその製造方法を提供する。
【解決手段】ポリイミド樹脂からなる基材層2上に、イミド変性エラストマーからなる弾性層3およびポリイミド樹脂層4からなる離型層を、この順で積層してなる多層無端ベルト1である。この多層無端ベルトの製造方法は、遠心成形により、円筒形金型の内表面に、ポリイミド樹脂からなる基材層を形成する工程と、前記基材層上に、遠心成形により、イミド変性エラストマーからなる弾性層を形成する工程と、更に前記弾性層上に、遠心成形により、ポリイミド樹脂からなる離型層を形成する工程とを含む。
(もっと読む)
ベルト部材の製造方法、及びベルト部材
【課題】金型面の熱転写により周方向の筋目を形成しつつ、筋目の不十分な領域を無くして、クリーニングブレードによるクリーニング性能を安定して高く発揮できるベルト部材を提供する。
【解決手段】熱可塑性樹脂材料を厚さ100μm、周長800mmの円筒状に連続押し出し成形してチューブ材を形成する。その後、研磨工程でチューブ材を一方向に一定速度にて回転させつつ、#2000のラッピングテープに摺擦させて外周面に周方向の筋目を形成する。その後、熱転写工程を行って、周方向の筋目に仕上げた金型面に、加熱状態でチューブ材の外周面を押し付けて周方向の筋目を熱転写する。
(もっと読む)
電子写真用ベルトの製造方法
【課題】電子写真用ベルトに求められる均一な表面性と導電性、及び機械的強度を満足させる電子写真用ベルトの製造方法を提供する。
【解決手段】結晶性熱可塑性樹脂を主成分とする樹脂組成物からなる管状フィルムを、円筒状外型と膨張可能な機構をもつ円筒状内型に挟持し、加熱冷却処理する電子写真用ベルトの製造方法であって、該管状フィルムが非晶状態であり、該加熱冷却処理を、下記の(1)〜(3)の条件で行う:(1)一段目の加熱冷却処理の加熱温度が、該結晶性熱可塑性樹脂のガラス転移温度(Tg)以上で結晶化速度が最速である温度(Tx)以下であり、かつ、10℃/min以上の速度で加熱温度に到達する;(2)二段目以降の加熱冷却処理の加熱温度が、Tx超該結晶性熱可塑性樹脂の融点(Tm)未満である;(3)加熱冷却処理の冷却到達温度が、Tg以下である。
(もっと読む)
センターベルトの製造方法
【課題】 凹凸のピッチが小さい場合や、帆布の剛性が高いような場合でも帆布には確実に凹凸形状をつけることができ、帆布の凹凸への沿いにくさの原因は解消され、センターベルトの凹凸形状が確実に形成されるセンターベルトの製造方法を提供する。
【解決手段】 ブロックを嵌合固定してなる高負荷伝動ベルトに用いるセンターベルトであって表面に保護材を積層したセンターベルトの製造方法において、凹凸形状を有する金型100上に保護材25を配置して、押圧部材104により保護材25を金型100の凹凸形状に沿わせ、押圧部材104を取り除いた後にゴムシート107を積層して加熱加圧することによって加硫する工程を有する。
(もっと読む)
ポリイミド樹脂製ベルト及びその製造方法
【課題】反り量が小さく、かつ外側に反らず、しかも長期間にわたって反り量が小さい形状を維持できるポリイミド樹脂製ベルトを提供すること。
【解決手段】本発明のポリイミド樹脂を主成分とするベルトは、前記ポリイミド樹脂が、沸点250℃〜300℃のイミド化触媒、及び沸点300℃〜450℃のイミド化触媒を含有するアミド酸溶液から得られることを特徴とする。このように、特定の異なった沸点を有する、2種以上のイミド化触媒をポリイミド樹脂の前駆体であるポリアミド酸溶液に含有させ、ポリアミド酸溶液を化学イミド化させることで、ポリアミド酸溶液を加熱イミド化させた場合に比べて、ベルトの外反り量を小さくすることができる。
(もっと読む)
シームレスベルトの製造方法
【課題】金型の誘導加熱により、所期の特性を有するシームレスベルトを再現性良く製造することができシームレスベルトの製造方法を提供する。
【解決手段】円筒状金型1の内面に樹脂溶液を展開し、金型の回転ローラ3及びコイル2を使う誘導加熱により加熱回転成型を行なうシームレスベルトの製造方法であって、誘導加熱に用いる電源の周波数が1kHz〜10kHzであることを特徴とするシームレスベルトの製造方法。
(もっと読む)
41 - 50 / 269
[ Back to top ]