
国際特許分類[B30B11/02]の内容
処理操作;運輸 (1,245,546) | プレス (3,023) | プレス一般;他に分類されないプレス (3,023) | 粉体状または可塑状態の材料から特定形状物品を作るために特に適合したプレス,例.ブリケットプレス,タブレットプレス (691) | モールド内の材料を押圧するためのラムを使用するもの (374)
国際特許分類[B30B11/02]の下位に属する分類
固定したモールドと協働するもの (17)
回転台によって運ばれるモールドと協働するもの (83)
回転ドラムの円周上にあるモールドと協働するもの
回転台または回転ドラム以外の可動搬送台上のモールドと協働するもの (1)
国際特許分類[B30B11/02]に分類される特許
111 - 120 / 273
成形金型装置およびそれを用いた雌ねじ部付き軸孔を有する成形体の成形方法
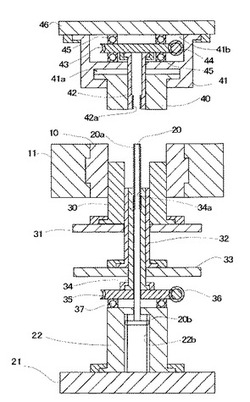
【課題】雌ねじ部付き軸孔を有した成形体用の成形金型装置および成形方法を実現する。
【解決手段】ダイキャビティに原料粉末を充填し、上パンチ側と下パンチ側により原料粉末を圧縮成形する雌ねじ部付き軸孔を有した成形体用の成形金型装置であって、コアロッド20の外周に形成されたねじ部20aと、上パンチ側のうちコアロッドと摺接する上パンチを分割形成した上内パンチ42及びそれを囲む上外パンチ40と、上内パンチの内周面に形成されてねじ部20aに対し摺動自在に嵌合する雌ねじ部42aと、上内パンチを支持した状態で回動する回転駆動手段(44,45等)と、下パンチ側のうちコアロッドと摺接する下パンチを分割形成した下内パンチ34及びそれを囲む下外パンチ32と、下内パンチの内周面に形成されてねじ部20aに対し摺動自在に嵌合する雌ねじ部34aと、下内パンチを支持した状態で回動する回転駆動手段(35,36等)とを備えている。
(もっと読む)
粉末成形用金型

【課題】成形圧によるミドルパンチ7bの撓みを抑制する。
【解決手段】筒状体1とフランジ2とからなる焼結製品Pを成形する粉末成形金型であって、ダイス5と、一対のパンチ6、7からなる。そのロアパンチ7は、インナーパンチ7aと、凹み3を形成するミドルパンチ7b及びアウターパンチ7cからなる。各パンチ支持用フランジ8a、8b、8cは筒状体の外面全周に亘る円環状とする。長尺状のミドルパンチに成形圧が加わると、その剛性及びフランジのホルダー9bによる支持力により成形圧に抗するが、そのフランジが円環状で、インナーパンチの外周面全周に引っかかる(圧接する)ため、十分な抗力を果たしてミドルパンチは振れ(撓み)難く、各パンチ間のムシレや焼付けも生じ難く、各パンチの寿命が向上し、成形体の亀裂、メクレ等の不具合も減少する。このパンチの寿命向上によって焼結製品の低廉化が図れ、不具合の減少によって焼結製品の品質向上を図り得る。
(もっと読む)
打錠方法および打錠装置
【課題】高速かつ低費用な錠剤の製造を容易にする形態の、改良された打錠装置または打錠方法を提供する。
【解決手段】
i)ホッパ(10)と、ii)打錠されて錠剤になる材料を有するダイ(30)が設けられる打錠テーブル(20)と、iii)ダイ(30)内の材料を打錠して錠剤を成形するパンチ(40)とを具備する打錠装置が記載される。材料または錠剤と接触する、装置の構成要素(10、24、30、40、42、50)は、使い捨て可能であり、低費用で容易に交換される。例えば、テーブル(20)は、打錠装置を錠剤のバッチを製造するのに用いた後に上部プレート(24)を廃棄して新しい上部プレートと交換することができるように、取り外し可能上部プレート(24)を具備することができる。次いで、装置は、テーブル(20)の上部を洗浄する必要なしに、異なる組成を有する錠剤のバッチを打錠するのに用いることができる。
(もっと読む)
切削工具の切刃部材の製造方法および該製造方法に用いられる圧粉体のプレス成形金型
【課題】例えばすくい面から突出するチップブレーカを有する縦刃式スローアウェイチップに製造される圧粉体を、チップ本体の厚さ方向に対応する方向にパンチを離接させて成形する。
【解決手段】互いに対向して相対的に離接させられるパンチ21,22と、これらパンチ21,22の周囲を取り囲んでキャビティー23を画成するダイ24とを備えたプレス成形金型を用いて、キャビティー23に投入した原料粉末をパンチ21,22によって圧縮して圧粉体をプレス成形するに際し、ダイ24にキャビティー23の外側に向けて後退する凹部26を形成して、この凹部26にパンチ21,22によって圧縮される原料粉末を充密させることにより、圧粉体のダイ24により成形される部分に、パンチ21,22が離間する方向側に隣接する部分に対して相対的に凸となる突出部を成形する。
(もっと読む)
圧縮成形用金型及び成形方法
【課題】粉末材料から中空部に段差を有する筒状の成形体を成形する際に成形体にクラックやこすり傷を発生させることなく、寸法精度を良好にする。
【解決手段】外形を形成するダイス12、下パンチ13及び上パンチ14と、下パンチ13及び上パンチ14のいずれか一方から突出し、中空部を形成するピン15とからなり、粉末材料により中空部11Aを有する筒状の成形体11を成形する圧縮成形用金型において、ピン15は下パンチ13及び上パンチ14のいずれか一方から突出し、かつ段差部15Cを備えてなり、中空部11Aに段差11Bを有する成形体11を形成するものとしており、ダイス12の内面12aは粉末材料の充填部となるストレート部18と、成形体11の抜き方向に拡径するテーパ部17を備えている。
(もっと読む)
定体積圧密化によるタブレット成形装置
本発明は、少なくとも1種の成分混合物からタブレットを製造するためのプレス装置に関し、この装置は、第1パンチの第1制御手段(7)と第2パンチの第2制御手段(8)とを含み、第1制御手段(7)は、第1パンチ(3)を圧密化位置に変位させるための圧密化カム(9)を備え、この圧密化カム(9)はその上を第1パンチ(3)が移動することができるカム路を備え、このカム路は第1パンチ(3)の軸に実質的に垂直な平面部分(90)を備え、この平面部分(90)は、所定の圧密化保持時間の間、第1パンチ(3)を圧密化ダイ(2)内で固定された軸方向圧密化位置に保持するために5°〜170°の範囲内の角度領域にわたる長さをもち、前記第2制御手段(8)も、少なくとも前記圧密化保持時間の間、第2パンチを前記ダイ内で固定された軸方向圧密化位置に保持するための手段を備え、それにより、前記圧密化保持時間の間、タブレットを形成するための圧密化体積に対応する閉じ込め体積(V)を保持するようになっている。  (もっと読む)
(もっと読む)
成形体の成形方法
【課題】クランクプレスでトランスファー成形を行い外又は内フランジ部を有する成形体の成形方法を提供する。
【解決手段】薄肉部成形上パンチ11と厚肉部成形上パンチ12を有した上パンチ群と、薄肉部成形下パンチ21と厚肉部成形下パンチ22を有した下パンチ群と、ダイスとからなる成形プレス装置を用い、ダイキャビティに充填した原料粉末の圧縮成形工程に先立ち、上下薄肉部成形パンチを移動させ該パンチ間に充填された原料粉末を移動させてから原料粉末を11と21のパンチと12と22のパンチにより圧縮する。要部はクランクプレス装置を用い、11のパンチと12のパンチが上パンチ駆動手段12bを介し上パンチプレートに接続され、該プレートが上パンチプレート駆動手段11b等を介しクランクプレス装置の上ラムに接続される。上パンチ群を上ラムで降下するとき、上ラムの降下よりも先に11のパンチ及び12のパンチを手段12b及び11bで下降してから原料粉末の移動を行う。
(もっと読む)
切削工具の切刃部材の製造方法および該製造方法に用いられる圧粉体のプレス成形金型
【課題】例えばすくい面から突出するチップブレーカを有する縦刃式スローアウェイチップに製造される圧粉体を、チップ本体の厚さ方向に対応する方向にパンチを離接させて成形する。
【解決手段】互いに対向して相対的に離接させられるパンチ21,22と、これらパンチ21,22の周囲を取り囲んでキャビティー23を画成するダイ24とを備えたプレス成形金型を用いて、キャビティー23に投入した原料粉末をパンチ21,22によって圧縮して圧粉体をプレス成形するに際し、ダイ24にキャビティー23の外側に向けて後退する凹部26を形成して、この凹部26にパンチ21,22によって圧縮される原料粉末を充密させることにより、圧粉体のダイ24により成形される部分に、パンチ21,22が離間する方向側に隣接する部分に対して相対的に凸となる突出部を成形する。
(もっと読む)
偏肉形状部品の圧粉体成形方法および圧粉体成形金型装置
【課題】比較的急角度な傾斜面などがあって圧縮方向厚さが漸次大きくなる偏肉形状部品を、均一な圧粉密度に圧縮成形することを実現可能とする。
【解決手段】ダイス20のダイス孔21内に、部品1の傾斜面5を形成する下パンチ傾斜面33を有する下パンチ32をセットする。下パンチ32の上方に、圧縮方向厚さが部品1と同一で下パンチ傾斜面33と平行なスライダ傾斜面51を有するスライダ50を配設する。スライダ50をダイス孔51から退避させた状態でダイス孔51内に粉末Pを充填してからスライダ50をダイス孔51内に進出させ、スライダ傾斜面51と下パンチ傾斜面33とを上下方向に重畳させた状態で、ダイス孔51内に粉末Pを充填する。この状態から、上パンチ41をダイス孔21内に挿入するとともに、上パンチ41の挿入動作に同期させてスライダ50をダイス孔21からしだいに退避させながら、粉末Pを圧縮する。
(もっと読む)
圧粉体成形金型装置
【課題】外周面の軸方向中間部にくびれ部を有する円筒状の圧粉体をダイスから軸方向に抜き出し可能に圧縮成形する。
【解決手段】圧粉体1のキャビティCの外周面形状を形成するダイス孔25を有する内側ダイス20を、軸方向に直交する水平方向に分割する複数の分割ダイス21で構成し、各分割ダイス21を、パンチホルダ13上にスライダ27を介して離接自在に設置する。スライダ27を引っ張りバネ28で互いに近付け、通常は分割ダイス21が合体状態となるようにする。粉末を上下のパンチ35,15で圧縮した後は、内側ダイス20の周囲の外側ダイス10を相対的に下降させてカム棒31をスライダ27に装着したローラ29間に押し込み、分割ダイス21を分割させて圧粉体1を分割ダイス21内から軸方向に抜き出し可能とする。
(もっと読む)
111 - 120 / 273
[ Back to top ]