
国際特許分類[B30B11/02]の内容
処理操作;運輸 (1,245,546) | プレス (3,023) | プレス一般;他に分類されないプレス (3,023) | 粉体状または可塑状態の材料から特定形状物品を作るために特に適合したプレス,例.ブリケットプレス,タブレットプレス (691) | モールド内の材料を押圧するためのラムを使用するもの (374)
国際特許分類[B30B11/02]の下位に属する分類
固定したモールドと協働するもの (17)
回転台によって運ばれるモールドと協働するもの (83)
回転ドラムの円周上にあるモールドと協働するもの
回転台または回転ドラム以外の可動搬送台上のモールドと協働するもの (1)
国際特許分類[B30B11/02]に分類される特許
141 - 150 / 273
締め付け用孔を有する切削インサートの製造方法
本発明は、主圧縮方向を有する圧縮機の使用を含む粉末冶金法を利用して切削インサートを製造する方法であって、前記インサートが、圧縮工具構成における前記主圧縮方向に垂直な非円筒形状の孔、ここでは交差孔と呼ばれる孔、を有しており、前記圧縮工具構成は、金型(A)と、雄コアロッド(B1)と、雌コアロッド(B2)と、下部ポンチ(C)と、上部ポンチ(D)と、供給シュー(E)と、を備える方法に関する。本発明によれば、粉末が2つのコアロッド(B1、B2)で同様に圧縮されれば、寸法精度の向上した交差孔が得られる。  (もっと読む)
(もっと読む)
粉末成形体製造装置

【課題】所定の角度で傾斜する上下面を備えると共に、該上下面が互いに平行である成形体を粉末成形により容易に製造することができる装置を提供する。
【解決手段】ダイ孔6を有するダイス2と、ダイス2の下方からダイ孔6に挿入されて、ダイス2と共に、キャビティ13を形成する下パンチ3と、ダイス2の上方からダイ孔6に挿入されて、下パンチ3と共に、キャビティ13に充填された材料粉末10を加圧成形する上パンチ4と、キャビティ13に材料粉末10を供給する材料粉末供給手段5とを備える。ダイス2は水平方向に対して所定の角度で傾斜している上面7を備え、下パンチ3はダイス2の上面7と平行な第1成形面8を備え、上パンチ4はダイス2の上面7と平行な第2成形面9を備え、材料粉末供給手段5は、ダイス2の上面に沿って摺動して、キャビティ13に材料粉末10を供給する。
(もっと読む)
多軸プレス機

【課題】相対向する上下パンチの組み合わせに応じて圧縮条件を設定することができる多軸プレス機を提供する。
【解決手段】多軸プレス機1は、ダイス2とn(nは2以上の整数)個の上パンチ3a,3b,3cとm(mは2以上の整数)個の下パンチ4a,4b,4cとによって形成されるキャビティC内に充填された粉体Pを、圧縮条件設定手段によって設定された圧縮条件により上パンチ及び下パンチで圧縮して成形体を得るものである。圧縮条件設定手段は、動作原点設定画面を介して、下第1パンチ4a、下第2パンチ4b、下第3パンチ4cのいずれかの下パンチに対向する上パンチとして、上第1パンチ3a、上第2パンチ3b、上第3パンチ3cのうちのいずれか1つを選択可能である。
(もっと読む)
粉末成形方法
【課題】原料粉末を圧縮して圧粉体を得る粉末成形方法において、単純円筒形や、内径および外径が均一のパイプ状の圧粉体であっても、中立層の発生を効果的に防止することができ、結果として全域に亘って均一な密度の圧粉体を得る。
【解決手段】ダイ11の凹部13の内周面全域に亘って、はすば溝14を形成する。また、下パンチ台19の外周全面に、はすば20を形成する。はすば溝14は、はすば20に螺合状態で、常時係合している。キャビティ28内に充填された原料粉末1を、上パンチ29と下パンチ17とにより圧縮成形するとき、上パンチ29の下降と同時にダイ11が下降する。これにより、はすば20とはすば溝14の螺合によりダイ11が、ダイ孔12の軸心12aを回転軸として回転し、原料粉末1の圧縮成形が行われる。
(もっと読む)
粉末成形方法
【課題】原料粉末を圧縮して圧粉体を得る粉末成形方法において、内径および外径が均一のパイプ状の圧粉体であっても、中立層の発生を効果的に防止することができ、結果として全域に亘って均一な密度の圧粉体を得る。
【解決手段】ダイ11を回転させるダイはすば溝14とダイはすば20を形成する。ダイはすば溝14は、ダイはすば20に螺合状態で、常時係合している。また、コアロッド25を回転させるコアロッドはすば溝22とコアロッドはすば26を形成する。コアロッドはすば溝22は、コアロッドはすば26に螺合状態で、常時係合している。キャビティ33内に充填された原料粉末1を、上パンチ34と下パンチ17とにより圧縮成形するとき、ダイ11がダイ孔12の軸心12aを回転軸として回転するとともに、コアロッド25がコアロッド25の軸心25cを回転軸としてダイ11の回転と逆方向と回転する。
(もっと読む)
粉末成形方法
【課題】原料粉末を圧縮して圧粉体を得る粉末成形方法において、内径および外径が均一のパイプ状の圧粉体や、平歯車形状などの外周面が軸方向と平行な形状の圧粉体であっても、中立層の発生を効果的に防止することができ、結果として全域に亘って均一な密度の圧粉体を得る。
【解決手段】コアロッド24の中間部の外周面全域に亘って、はすば溝21を形成する。また、下パンチ14の内周全面に、はすば17を形成する。はすば溝21は、はすば17に螺合状態で、常時係合している。キャビティ28内に充填された原料粉末1を、上パンチ29と下パンチ14とにより圧縮成形するとき、上パンチ29の下降と同時にコアロッド24が下降する。これにより、はすば17とはすば溝21の螺合によりコアロッド24が、コアロッド24の軸心24cを回転軸として回転し、原料粉末1の圧縮成形が行われる。
(もっと読む)
段付き穴を有する筒状成形体の圧縮成形用金型および圧縮成形方法
【課題】駆動源の個数を少なくして、複雑な圧縮成形機を使用しなくても、段付き穴を有する筒状成形体を簡単かつ迅速に圧縮成形できるようにした圧縮成形用金型および圧縮成形方法を提供する。
【解決手段】ダイス3の成形用穴3aに充填した粉末成形材料7を上下一対の外側パンチ4A,4Bと内側パンチ5A,5Bとで上下方向からそれぞれ加圧圧縮することにより、段付き穴を有する筒状成形体を圧縮成形する圧縮成形用金型1Aであって、各外側パンチ4A,4Bは、駆動源の駆動力で駆動することにより、粉末成形材料7を加圧圧縮するとともに、前記内側パンチ5A,5Bの少なくとも一方は、各外側パンチ4A,4Bの駆動に伴って発生する粉末成形材料7との摩擦力で駆動されて、粉末成形材料7を加圧圧縮するようになる。
(もっと読む)
塗装された高強度の鋼板製品の製造方法
高強度の鋼板製品がプレス硬化プロセスにおいて製造される。ブランクは、オーステナイト構造に達するよう加熱され、そして一対の冷却された治具中でホットスタンプされる。製品は、固定治具としてのツールを用いて硬化するよう急速に冷却されるようにツール中に保持される。ブランクはそれが成形される前、黒色酸化物の表面を有し、そして成形された製品は黒い表面上で塗装される。 (もっと読む)
分割ケース金型を使用して部品を圧縮成形する方法および装置と、それによって製造される部品
分割ケース金型(60)は、粉末を圧縮成形するのに使用され、金型部品(61、62)は、加圧軸(77)の方向に対して平行でない方向に移動可能である。そのような分割ケース金型(60)によって製造される部品は、加圧軸(77)に対して垂直でない方向を向いた分割ライン跡(30)を有する外側面を有する。 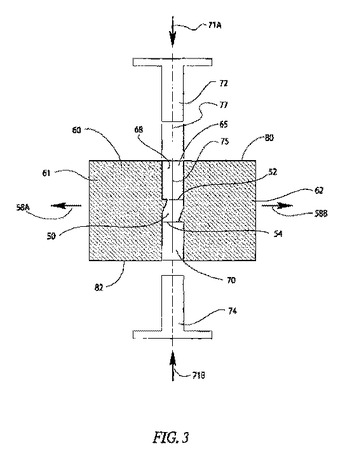 (もっと読む)
(もっと読む)
筒状部材の成形用コア金型、成形装置、成形方法、および再成形用コア金型
【課題】窪み付きコア金型を使用した、筒形状を有し内周側に軸方向の突出部或いは半径方向の窪み部を有する筒状部材の圧粉成形において、窪み付き部とそれに続く側面部とのコーナ部の曲率半径を小さくしてもコーナ部割れが生じにくいようにする。
【解決手段】成形用コア金型は、略筒形状を有するとともに内周側に軸方向に突出した突出部または半径方向の段差部または窪み部を有する筒状部材を圧粉成形するために使用する成形用コア金型10であって、外周面10Gの少なくとも一部に中心方向に窪んだ窪み部7を有し、窪み部7の上面7uと同一面で上下に2分割され、分割された面同士が締結部材により機械的に締結され又は接着材により接着されている。
(もっと読む)
141 - 150 / 273
[ Back to top ]