
国際特許分類[B31B1/20]の内容
処理操作;運輸 (1,245,546) | 紙製品の製造;紙の加工 (2,636) | 箱,カートン,封筒,または袋の製造 (1,944) | 特定の作動をする点を特徴とする箱,カートン,封筒または袋を製造する機械類 (1,126) | 切断するもの,例.ミシン目を入れるもの,穴をあけるもの,切り裂くもの,切り整えるもの (213) | シートまたはブランクを切断するもの (67)
国際特許分類[B31B1/20]の下位に属する分類
切込みをつけるもの;フラップの端縁を切り整えるもの (27)
窓明き部を作るもの (3)
国際特許分類[B31B1/20]に分類される特許
1 - 10 / 37
カス取り装置
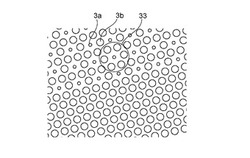
【課題】カス部用ピンをカス部の細部にまで行き渡らせることが可能で、カス部をきわめて良好に取り除くことができるカス取り装置を提供する。
【解決手段】カス取り装置は、複数の製品部が配設された被打ち抜き用シートから製品部とカス部とを分離する装置であり;上型に上下動および固定可能に取り付けられ、テンプレートにより退避位置と該カス部に対応した作業位置とに区別される多数の打ち抜き用上型ピン3a,3bと;下型に上下動および固定可能に取り付けられ、テンプレートにより退避位置と該製品部に対応した作業位置とに区別される多数の打ち抜き用下型ピンと;を備える。打ち抜き用上型ピンのうち、少なくともカス部の作業位置に配置されるピンは、相対的に小径の第1ピン3aと相対的に大径の第2ピン3bとを有し、少なくとも1つの第2ピンが第1ピンに隣接するよう配置されている部分33を有する。
(もっと読む)
シート打ち抜き型用の面版及びシートの打ち抜き方法

【課題】 ダンボールシートのように厚みがありシート内に空洞が多く形成された内部構成のシートにおいても、糸状の屑や紙粉の発生を少なくした構造の面版を提供する。
【解決手段】 面版1は、押罫部材に相対する位置に押罫用溝103が形成された基板2からなり、基板2の上面2a側で打抜刃26に相対する位置には、ダンボールシート100を打ち抜くに際して打抜刃26を受けるための打抜用溝6が形成されており、基板2の上面2a側で押罫用溝103で囲まれた第1のエリアが、当該エリアにてシートを押し潰さないために所定深さで窪んでその底面が平坦な窪み7が形成されており、かつ、打抜用溝6と押罫用溝103とで囲まれた第2のエリア4が、当該エリアにてシートを押し潰さないために貫通している。
(もっと読む)
製函機の不良品除去装置及び製函機
【課題】製函機の不良品除去装置及び製函機において、不良品のシート材を適正に除去可能であると共に、作業効率の向上を可能とする。
【解決手段】段ボール箱Bの製造ラインを搬送される段ボールシートSに対して所定の検査を行って良否判定を行う良否判定装置101と、表面に罫線加工が施されると共に溝切り加工が施された段ボールシートSを製造ラインから除去する不良品除去部51と、良否判定装置101により不良品と判定された段ボールシートSに対して不良品除去部51を作動する選別装置102とを設ける。
(もっと読む)
角丸加工装置
【解決手段】角丸加工装置は、投入部24に、湾曲した内面を有する台板30を設け、チャック付袋26のチャック側端部がその湾曲した内面に沿うように、チャック付袋26を台板30上に立ててストックする。ストックされた多数のチャック付袋の一番内側のものを、取出し部74において、真空パッド76で取り出し、搬送部86に送る。搬送部86によってチャック付袋26が加工位置まで搬送されると、それの搬送方向先端が、加工部98に設けているストッパ100に当接して、チャック付袋26が加工位置に停止する。そして、4つの切断刃102を下降すると、チャック付袋26の4つの角が角丸加工される。
【効果】投入部において複数のチャック付袋を効率よくストックできるので、全体として小型の角丸加工装置を得ることができる。
(もっと読む)
段ボールシートの打抜き加工方法
【課題】段ボールシートに打抜き加工を行っても、打抜き範囲の外側に割れの発生を防止する。
【解決手段】打抜きによって、段ボールシート9にスリット91、手持ち用孔92等の切込み90を施す打抜き工程の前に、水分付与装置7に対して段ボールシート9を通過させることにより段ボールシート9に湿り気を与える水分付与工程を有し、打抜き工程の際に段ボールシート9の打抜き刃当接部の外側に割れの発生を抑える。打抜き工程の前に、段ボールシート9に湿り気を与えため、打抜き工程の際に刃が段ボールシート9に段ボールシート9が食い込んで、食い込み輪郭部の周囲に内向きの引っ張り力が生じても段ボールシート9表面のライナーが延びて、割れを生じることを防ぐことができる
(もっと読む)
製袋機
【課題】角底袋において、注ぎ口を適所に形成する。
【解決手段】一方の層の胴材1が一方の層のサイドガセット材3に仮止めされ、他方の層の胴材2が他方の層のサイドガセット材3に仮止めされ、胴材1,2の一側縁13,14付近に選定された長さ方向拘束線上において、両層の胴材1,2が互いに拘束される。その後、長さ方向折り曲げ線11に沿って一方の層の胴材1が折り曲げられ、長さ方向反転線線8に沿って一方の層の胴材が反転する。これと同時に、長さ方向第2折り曲げ線9に沿って他方の層の胴材2が折り曲げられる。
(もっと読む)
段ボールのスリット加工を行うスリッタおよびそのスリッタを備えたスリッタスコアラ
【課題】段ボールの厚さに応じて、搬送経路上の段ボールに対するスリッタナイフおよびナイフ受け部材の上下方向の位置を調整することにより、オーダ変更により段ボールの厚さが変更された場合でも、段ボールのばたつきを防止し、スリット加工を精度よく行う。
【解決手段】スリッタ33Aは、スリッタナイフ331Aとナイフ受け部材330Aとを有する。下方支持ブロック454および上方支持ブロック443は、スリッタナイフ331Aおよびナイフ受け部材330Aを上下方向に変位可能に支持する。スリッタスコアラ制御装置142は、ナイフ受け部材330Aが段ボールの上面と接触可能なナイフ受け作動位置に位置するように段ボールの厚さに応じてインダクションモータ437を制御し、スリッタナイフ331Aがナイフ受け部材330Aと所定の噛合い量となるナイフ作動位置に位置するようにインダクションモータ447およびエアシリンダ459を制御する。
(もっと読む)
製袋インラインカッティング方法及びその装置
【課題】ウエブ状フィルムの製袋加工時のインラインコーナーカット加工において、そのカット加工の調整に掛かる時間と労力を省力化し抑制すると共に袋角尖り、ツノ等バリ状突起の発生を防止し袋体の形態や品種に自由度を持たせて製袋できるようにする。
【解決手段】袋体コーナーA1を形成するコーナーカッティング手段19は側部シール部3 の長手方向両端部を略V字にカッティングしてコーナーA1を形成する両端一対の略V字の切欠刃Cz2 を有する切欠カッティング手段と、側部シール部3 の長手方向中央部を略菱形状にラインy 上にあるように打ち抜き袋体コーナーA1を形成する略菱形状の打抜刃Cz1 を有する打抜カッティング手段とを備え、カッティング手段21は側部シール部3 の両端の前記切欠部の閉鎖先端角部と前記中央打抜部のカッティングラインy 上に対向する一対の角部とに架かるように該側部シール部3 をその長手方向に細長矩形状に打ち抜く。
(もっと読む)
製箱用シートの製造方法
【課題】本発明は、ブランクシートを打ち抜き機で打ち抜く際の材料ロスを低減し、コスト削減に寄与する製箱用シートの製造方法を提供する。
【解決手段】本発明は、段ボール原反を切断して得られたブランクシートを打ち抜き機で打ち抜くことにより、それぞれ短辺側にフラップを備えた天面部、第1の側面部、底面部及び第2の側面部と、糊代部とが折り曲げ可能に一連に連接されてなる製箱用シートの製造方法であって、段ボール原反を切断してブランクシートとする工程と、製箱用シートの打ち抜かれる部分を、天面部の開放される辺、フラップの開放される一方の辺、フラップの開放される他方の辺及び糊代部の開放される辺のうち少なくとも1辺をブランクシートの1辺と共有するように配し、ブランクシートに印刷により形成する工程と、製箱用シートの打ち抜かれる部分の周縁の余白を銜え代として銜えて打ち抜き機に搬送し、当該部分を打ち抜く工程と、を含む。
(もっと読む)
包装製造機械におけるツール調節が容易な不要部分排出ユニット
包装製造機械のためのツール調節が容易な不要部分除去ユニットを提供する。
【解決手段】 本発明は、フレーム(16)と、2つの互いに係合する回転ツール(17、18)とを含み、第1のツール(17)には、外面から半径方向外向きに突出する不要部分除去ニードルが設けられた、裁断ユニット(3)の下流に配置された包装を製造するための機械(1)における不要部分排出ユニットに関する。2つのツールは、2つのツール(17、18)を支持する軸受が設けられたフレーム(23)を含み、フレーム(16)内に挿入し、固定し、該フレーム(16)から引き抜くことができ取り外し可能カセット(22)内に取り付けられる。  (もっと読む)
(もっと読む)
1 - 10 / 37
[ Back to top ]