
国際特許分類[B60J10/04]の内容
処理操作;運輸 (1,245,546) | 車両一般 (234,424) | 車両の窓,風防ガラス,非固定式の屋根,扉または同類の装置;車両に特に適した,取外し可能な外部保護カバー (11,088) | シール装置 (1,205) | 窓または風防ガラス用 (617) | 摺動窓ガラス用,例.サッシュガイド (548)
国際特許分類[B60J10/04]の下位に属する分類
フラッシュガラス窓用
国際特許分類[B60J10/04]に分類される特許
81 - 90 / 548
エンドキャップ及びモール
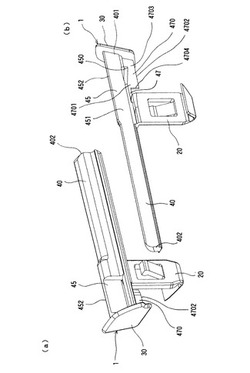
【課題】クリップ直上位置を下方へ押圧してクリップ20を係止させると、被押圧部位付近が下方へ微小変形して外観不良となる。これを防止する。
【解決手段】モール本体5とともに車体70に装着されるエンドキャップ1。クリップ20をモール本体5の反開口部側の天壁部55を介して押圧して車体70に係止する。蓋部30と、挿入部40と、挿入部40の挿入摺接面451から突出するように設けられ、モール本体5の摺接案内面571に設けられた切欠部570に挿入部40(45)の弾力により嵌入されて係止される係止部450と、挿入部40のクリップ20の近傍に設けられモール本体5の天壁部55を介する押圧時に先端部4702が車体70に当接して車体70からの反力を受けるリブ470とを有するエンドキャップ1。
(もっと読む)
自動車用ガラスラン

【課題】軽量化の効果が大きく、ドアガラスの昇降時においても、充分な耐久性を発揮できるガラスランを提供する。
【解決手段】ガラスラン10は、ガラスラン上辺部とガラスランリヤ側縦辺部とガラスランフロント側縦辺部とガラスランコーナー部から形成される。ガラスラン上辺部は、車内側側壁30及び底壁40が比重0.6乃至0.8のスポンジ材で形成され、車外側側壁20、車外側シールリップ21及び車内側シールリップ31はソリッド材又は微発泡材で形成され、ガラスランリヤ側縦辺部及びガラスランフロント側縦辺部は、車内側側壁30がスポンジ材で形成され、車外側側壁20、底壁40、車外側シールリップ21及び車内側シールリップ31はソリッド材又は微発泡材で形成され、ガラスランコーナー部は、ソリッド材で形成されている。
(もっと読む)
自動車用ガラスラン
【課題】軽量化の効果が大きく、ドアガラスの昇降時においても、充分な耐久性を発揮できるガラスランを提供する。
【解決手段】ガラスラン10は、ガラスラン上辺部とガラスランリヤ側縦辺部とガラスランフロント側縦辺部とガラスランコーナー部から形成される。ガラスラン上辺部は、全体がスポンジ材で形成され、ガラスランリヤ側縦辺部及びガラスランフロント側縦辺部は、車外側側壁20、車内側側壁30、底壁40、がスポンジ材で形成され、車外側シールリップ21及び車内側シールリップ31、車外側カバーリップ22及び車内側カバーリップ32はソリッド材又は微発泡材で形成され、ガラスランコーナー部は、ソリッド材で形成されている。
(もっと読む)
シールストリップ及びその製造方法
【課題】シールリップによる窓板の拭き取り性を向上させながら、窓板昇降移動機構の小型化や軽量化の要求を満たすことができるようにする。
【解決手段】窓板13が上昇移動するときには、窓板13の面に対するシールリップ22の動摩擦係数と押圧力が両方とも窓板13の下降移動時よりも小さくなって、シールリップ22の摩擦力(シールリップ22と窓板13との間に生じる摩擦力)が窓板13の下降移動時よりも小さくなるようにすることで、窓板13を上昇移動させるのに必要な駆動力を減少させる。更に、窓板13が下降移動するときには、窓板13の面に対するシールリップ22の動摩擦係数と押圧力が両方とも窓板13の上昇移動時よりも大きくなって、シールリップ22の摩擦力が窓板13の上昇移動時よりも大きくなるようにすることで、窓板昇降移動機構17に掛かる負荷(窓板13の重量等による負荷)を減少させる。
(もっと読む)
スライド窓のウインドフレーム
【課題】防水性や、固定窓に対する組付性に優れるスライド窓のフレーム構造を提供する。
【解決手段】開口を有する固定窓の車内側に固定され、該開口を開閉する可動窓を摺動可能に支持するスライド窓のウインドフレームにおいて、可動窓の縁部を弾性保持するガラスランを挟むウインドフレームの車外側壁と車内側壁のうち車外側壁に、固定窓に対して固定される固定面部と、該固定面部よりもフレーム底壁から遠い領域に形成され、かつ固定面部よりも車内側に位置してガラスランの車外方向への移動を規制する車内側オフセット部とを備えた。
(もっと読む)
自動車用ガラスラン
【課題】軽量化の効果が大きく、ドアガラスの昇降時においても、充分な強度を有する球体セル入りのオレフィン系熱可塑性エラストマー製のガラスランを提供する。
【解決手段】ガラスラン10Aの本体は、オレフィン系熱可塑性エラストマー100重量部と、オレフィン系熱可塑性樹脂10〜14重量部と、マイクロカプセル1〜3重量部とを含有するマイクロカプセル発泡組成物で形成され、少なくともガラスラン10Aの本体は、比重が0.6〜0.8、引張強度が4.5〜8Mpa、破断伸びが400〜550%の物性を有し、平均セル径が40〜120μmの球体セルを有していることを特徴とする自動車用ガラスランである。
(もっと読む)
ベルトモール
【課題】金属製の芯材を利用した押出成形によって芯材の周囲に断面積が大きい樹脂部を形成した場合であっても成形性を良好にできるベルトモールを提供する。
【解決手段】車両ドアのアウタパネル上縁12に沿って固定され、該上縁の車外側に位置する車外側部22と車内側に位置する車内側部24とを有する金属製の芯材21と、スライドガラスWに接触することにより弾性変形するガラス接触突部材35と、を有し、ガラス接触突部材が、車内側部に接続する貫通孔47を有する樹脂材料からなる基部38と、該基部の先端から延び、基部38を構成する樹脂材料より柔らかい樹脂材料からなるガラス側端部39と、を備える。
(もっと読む)
ガラスラン
【課題】外観品質の向上や取付部からの脱落防止等を図りつつ、取付部への取付作業性の向上を図ることのできるガラスランを提供する。
【解決手段】ガラスラン5は、基底部14と、基底部14から延びる側壁部15、16とを具備して断面略コ字状をなし、互いに対向するフランジ部55、56を具備するサッシュ部DSに取着される本体部11と、側壁部15、16の各先端から本体部11の内側に延びるシールリップ12、13と、基底部14において伸縮可能に形成される連結部21とを備え、長手方向全域が型成形によって一体的に形成されている。側壁部15、16には、本体部11の外側に突出し、フランジ部55、56に形成された段差部57、58と窓部Wの外周方向において対向して近接するように形成された保持リブ27、28が設けられている。また、ガラスラン5の長手方向において車外側保持リブ27と車内側保持リブ28とが交互に設けられている。
(もっと読む)
共押出圧延成形された一体端部形成を有する明るい押し出し成形による生産品
ウェザーストリップ及びウェザーストリップを形成する関連した方法は、第1材料で形成されると共に押し出し成形材料に少なくとも部分的に包まれたコアを有する本体を含む。明るいストリップ又は金属製の表示表面は、審美的な感じのよい明るいストリップを提供するために押し出し成形材料内に一体にされる。明るいストリップの端部は、一部品構造を提供するためにウェザーストリップの端部に形成される。 (もっと読む)
ウエザストリップの製造方法
【課題】ウエザストリップの型成形部の表面処理層の形成をエネルギー効率よく、安価に形成できるウエザストリップの製造方法を提供する。
【解決手段】押出成形の直線部2とコーナー部3を有するウエザストリップ1の製造方法において、型成形部は、型成形部成形機と塗装乾燥装置により形成され、型成形部成形機の近傍に塗装乾燥装置が設置される。塗装乾燥装置は、セットエリアと乾燥エリアと塗装エリアとを有する。ウエザストリップ1は、コーナー部3が形成されるとすぐにセットエリアでパレットにセットされ、塗装エリア内で表面処理剤塗布装置は横方向にスライドするとともに、パレットが回動し、表面処理剤がコーナー部3に塗布される。パレットは、乾燥エリア内に移動し、型成形部の表面処理剤を乾燥させ、表面処理層を形成するウエザストリップの製造方法である。
(もっと読む)
81 - 90 / 548
[ Back to top ]