
国際特許分類[B65B1/32]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 物品または材料を包装するための機械,器具,装置または方法;荷解 (11,467) | 個々の容器または入れ物,例.袋,大袋,箱,カートン,かん,広口瓶,での流動性固体,例.粉末,粒状またはばらの繊維物質,ばらの小物品の集合体,の包装 (900) | 供給または充填された材料の量または質を制御または測定するための装置または方法 (413) | 重量の測定によるもの (88)
国際特許分類[B65B1/32]の下位に属する分類
少量ずつの供給による重量の調節 (23)
国際特許分類[B65B1/32]に分類される特許
21 - 30 / 65
改良型粉体ディスペンサモジュールおよび粉体ディスペンサアセンブリ
粉体ディスペンサモジュールであって、粉体取入口および粉体取出口を連結する導管を規定するハウジング、粉体取入口から粉体取出口へ導管を介して粉体を動かすためのフィードウォンドであって、第1ドライブシャフトに連結される下方フィードエレメントおよび第2ドライブシャフトに連結される上方フィードエレメントを含む、前記フィードウォンド、下方フィードエレメントを回転させるための第1ドライブシャフトに連結される第1アクチュエータ、および上方フィードエレメントを回転させるための第2ドライブシャフトに連結される第2アクチュエータを含む。他の態様において、フィードウォンドは、流動化エレメント、および粉体の分注の間にフィードウォンドの振動運動を生み出すアクチュエータを有するシャフトを含む。ディスペンサモジュール配列は、1またはいくつかの列のディスペンサモジュールを含む。 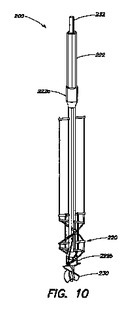 (もっと読む)
(もっと読む)
固形粒状を含む食品の定量充填装置
【課題】
形状を確保したままでの定量充填するために、自動的にカップに密度高く短時間で定量を確保することができ、充填するものによって中身を変更することができ、ローター内部のカップの底部を上下出来るようにしたことで、一台の充填装置で容易に切り替えが出来ることができる装置を提供する。
【解決手段】
ベルトコンベアから供給された食品を受けた振動器付きホッパーと、定量的計量できるカップ状の空間のあるローターと、ローター内の空間を定量的に調整できるスペーサーネジの固定具と、前記のローターの回転駆動部と、定量供給食品を受ける受器とからなる装置である
(もっと読む)
計量包装システム

【課題】組合せ秤の部品の着脱作業効率を高めることによって当該部品の洗浄に要する時間を短縮でき、組合せ秤の稼動率を高めることができる、計量包装システムを提供する。
【解決手段】計量包装システム10は、被計量物を組合せ計量する組合せ秤12と、組合せ秤12の下方に配設され、かつ、組合せ秤12で組合せ計量された被計量物を包装する包装機14と、組合せ秤12を上限位置と下限位置との間で上昇または降下させる昇降装置18とを備えている。計量包装システム10では、昇降装置18を用いて組合せ秤12を上昇または降下させることによって、組合せ秤12を包装機14に対して離間または近接させることができ、離間させた状態では、組合せ秤12と包装機14との間に、組合せ秤12の部品を着脱するための作業スペースSを確保できる。
(もっと読む)
計量包装システム及び組合せ秤
【課題】組合せ秤と複数の包装機とを備えた計量包装システムにおいて、包装機の稼働状態を考慮して、組合せ秤の分散部(分散フィーダ)への被計量物の供給量を調整し、安定した運転を促進する技術を提供することを目的とする。
【解決手段】組合せ秤99に供給された被計量物を各計量ホッパ12,12,,,へ分散させる分散フィーダ3にある被計量物の量を、供給量検出器(重量検出器4)で検出し、この分散フィーダ3にある被計量物の量が、有効な排出シュートの数(又は、稼動している包装機98の数)に応じて決定された上限値及び下限値の間となるように分散フィーダ3に被計量物を供給する。
(もっと読む)
粉末充填装置
【課題】粉末充填装置を高能力化するとともに、精度の良い充填を可能にする。
【解決手段】バルブハウジング12内に配置され、制御装置によって回転を制御されるオーガ22を備えており、供給手段10から供給された粉末をオーガ22の回転によって容器8内に充填する。容器8が供給される位置に電子天秤62が設けられている。バルブハウジング12の貯留室14内に貯留されている粉末の量を検出するセンサ46(46A、46B)を設け、貯留室14内の粉末の量が正常なときには、予め設定された回転角度でオーガ22を回転させる第1運転モードで、また、貯留室14内の粉末の量が不足したときには、電子天秤62の信号に基づいてオーガ22の回転を制御する第2運転モードで運転する。
(もっと読む)
受け入れ容器を充填するための方法および装置
【課題】供給される予定の物質に可能な限り少ない量の応力しか与えず、かつ最良の精度を提供するように、貯蔵器からの自由流れ物質の所定の目標量で受け入れ容器を充填する方法および装置の提供。
【解決手段】自由流れ物質の測定される用量を受け入れ容器100内に充填するように働く投与量分配装置300を使用して、受け入れ容器100を貯蔵器200からの物質の所定の目標質量で充填する方法であって、投与量分配装置300が、貯蔵器200から受け入れ容器100内への質量流量の可変設定を可能にする弁310を備え、充填サイクル中の少なくとも1つの時間tで、充填サイクルの終了時に受け入れ容器100内に存在することが期待される質量の推定を実施し、目標質量より小さい場合、質量流量を伴う開口が差時間区間だけより長く維持されるであろうように、かつ/または時間tでの質量流量が増加するように弁310を制御する方法。
(もっと読む)
粉体切出し装置の制御方法
【課題】粉体切出し量の変動幅が減少し、反応器に粉体状原料を安定して定量的に切出すことができる粉体切出し装置の制御方法を提供する。
【解決手段】切出しスクリュ−コンベア1及び計量スクリューコンベア2と、その内部に粉体切出し量演算式6、PID制御機器7及び手動操作機器8を含む分散型制御システムとで構成される粉体切出し装置の制御方法であって、スクリューコンベアを下記の(1)及び(2)の要件に基づいて運転することにより、PID制御機器7からの出力に対し、予め定められた演算式に重量測定装置3から得られる充填重量を入力して求められる量に粉体の切出し量を制御する。(1)計量スクリューコンベアは全速運転とする。(2)切出しスクリュ−コンベアは、計量スクリューコンベアの充填重量変化量見合いによる分散型制御システムを用いたPID制御により変速運転とする。
(もっと読む)
縦型製袋包装システム及びそのタイミング制御方法
【課題】計量機からの製品落下のタイミングと縦型製袋包装装置の横シールのような包装動作のタイミングとの調整を、客観的に且つ最適に制御することができる縦型製袋包装システム及びそのタイミング制御方法を提供する。
【解決手段】縦型製袋包装装置おいては、包装すべき製品Aの落下を計量機11からの製品の排出直後で検出するのではなく、横シール部8の上部直近で検出し、当該検出に基づいて横シール部8の作動タイミングに対する製品Aの落下タイミングを調整している。製品Aが充填筒3内を落下するのに要する時間にバラツキが生じる場合であっても、当該時間のバラツキが横シール部8の作動タイミングに影響することを回避することができる。また、製品Aの落下のタイミングを知ることで、製品Aを排出する計量機11での排出タイミングを補正することができ、製品Aの排出と横シール部8の作動タイミングを最適な状態で定めることができる。
(もっと読む)
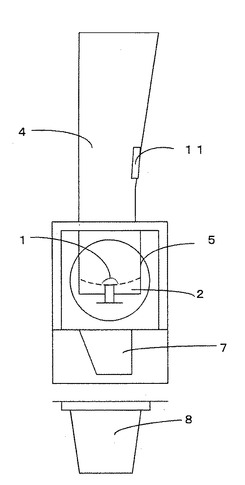
カーボンナノチューブを安全に充填する方法と、充填システムと、それを用いた工業プラント
【課題】カーボンナノチューブ(CNT)を二重弁装置(30)を有する連結装置(300)を介して1つの容器(106)から他方の容器(200)へ移して充填する充填方法。CNTを容器中に包装するのに用いられる。
【解決方法】各容器に各弁が連結され、各弁(31、32)は独立して閉じられ、密封され、両方の弁が連結したときにのみ開かれる。
(もっと読む)
重量式充填装置
【課題】 物品を、高速かつ高精度に充填する。
【解決手段】 複数の計量ホッパ8内の物品重量を種々に組合せ、これら組合せの中から合計値が、目標重量Wtよりも小さく予め定めた一次充填重量Wuよりも小さくこれに近い組合せを選択し、選択された組合せを構成する物品を、これらが収容されている計量ホッパ8から排出させる(ステップS12)。選択された組合せを構成する物品以外の物品が収容されている計量ホッパ8のうち少なくとも1つのものを選択し(ステップS14)、それの物品の重量が、目標重量Wtと選択された組合せの合計重量との差である二次充填重量wtにほぼ等しい重量だけ減少するまで、物品を排出させる(ステップS20、22、24)。
(もっと読む)
21 - 30 / 65
[ Back to top ]