
国際特許分類[B65D1/34]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 物品または材料の保管または輸送用の容器,例.袋,樽,瓶,箱,缶,カートン,クレート,ドラム缶,つぼ,タンク,ホッパー,運送コンテナ;付属品,閉蓋具,またはその取付け;包装要素;包装体 (75,914) | 一体に形成された本体をもつ剛性または準剛性容器,例.金属材料の鋳造,合成樹脂の成形,ガラス状材料のブロー,陶磁器のろくろ製造,パルプ状の繊維材の成形またはシート材における深絞りによるもの (4,889) | トレーまたは類似の浅い容器 (324)
国際特許分類[B65D1/34]の下位に属する分類
成形された仕切または区画をもつもの (112)
国際特許分類[B65D1/34]に分類される特許
121 - 130 / 212
蒸気雰囲気下に供される加熱用又は保温用容器
【課題】調理食品を蒸気雰囲気下で再加熱して食用に供するようにする場合や蒸気雰囲気下による保温等の長時間蒸気雰囲気下に供される際に起る経時的な汚染や光沢低下等に依る劣化を抑えることができる美麗な蒸気雰囲気下対応熱硬化性樹脂製容器を提供する。
【解決手段】調理食品を蒸気雰囲気下で加熱して食用する場合や蒸気雰囲気下による保温等の長時間の蒸気雰囲気に供される容器であって、当該容器が内外表面にメラミン系樹脂成形被覆用組成物をコーティングしたグレーズコーティング層を有する熱硬化性樹脂の成形品である蒸気雰囲気下に供される加熱用又は保温用容器。
(もっと読む)
電子レンジ用紙容器

【課題】
その目的は、環境への負荷を低減し、さらには省資源、循環型社会へ近づくバイオマス樹脂を含む樹脂層でも、紙への成膜加工適性がよく低コストで大量製造でき、油分を含む内容物を電子レンジ調理しても紙容器が着色したり、ユズ肌状に変形したりしない、加熱時の耐油性に優れる電子レンジ用紙容器を提供する。
【解決手段】
紙基材21の少なくとも片面にイオマス樹脂と合成樹脂の混練物からなる樹脂層23を有する積層体を用いて成形してなることを特徴とし、上記樹脂層23のバイオマス樹脂と合成樹脂の配合割合が質量基準で50〜75:50〜25であり、上記バイオマス樹脂がポリ乳酸系樹脂であり、上記樹脂層23が押出ラミネション法で紙基材21へ積層されてなることも特徴とする。
(もっと読む)
食品用トレイ
【課題】 生肉、生魚などの食材から放出された液体がトレイ内側の側壁部に移動することを防止し、展示販売中の商品の見栄えがよい。
【解決手段】 吸水性を有する連続気泡性発泡層1と独立気泡性発泡層2から少なくとも構成されたポリスチレン系樹脂積層発泡シート3からなり、連続気泡性発泡層1が容器内面4となるように成形され、四周5には側壁部6を有する上面開口の食品用トレイにおいて、
前記側壁部6への立ち上がり部8近傍のトレイ底面部7の全周に、厚み方向に圧縮して連続気泡性発泡層1を潰した凹状部9を形成し、その内側底面部7表面に連続気泡性発泡層1に達する開口孔部11が形成されている。
(もっと読む)
樹脂製容器の製造装置および方法
【課題】樹脂製容器の製造効率を高めることができる製造装置および方法を提供する。
【解決手段】成形シートBを成形する成形機2と、成形シートBを切断し個別の容器Cとする切断装置7と、容器Cを移送し他の容器Cに積み重ねる移送装置8とを備えた樹脂製容器の製造装置1。切断装置7および移送装置8をそれぞれ複数備え、成形シートBを複数の経路L1、L2で切断、移送できる。成形機2と切断装置7との間に、成形シートBを2つの複数の経路L1、L2に振り分ける振分け機構6が設けられている。
(もっと読む)
ポリフェニレンエーテル系樹脂製トレー及びその製造方法
【課題】寸法精度に優れ、色ムラが少なく、かつ、加熱環境下に放置した後に、成形品表面の荒れが少ない、即ち、表面外観に優れ、変形及び反りが少ないポリフェニレンエーテル系樹脂製トレー及びその製造方法を提供すること。
【解決手段】1.0以上の比重を有するポリフェニレンエーテル系樹脂製トレーであって、170℃、1時間における長さ90mm間の片持ち自重撓み量が10mm以下であるポリフェニレンエーテル系樹脂製トレー及びその製造方法。
(もっと読む)
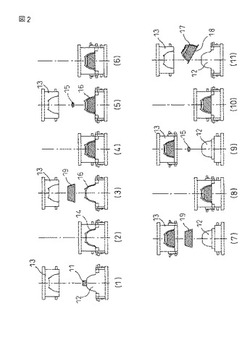
木製容器の製造方法及び装置
【課題】肉薄木片から成る木製シートにより木製容器を製造するための方法及び装置を提供する。
【解決手段】雄型(14)と雌型(15)の間で木製シート(6)の周縁領域(6p)を除く中央領域(6c)を加熱加圧することにより、底壁(2a)と周壁(3a)を備えるが該周壁(3a)の開口縁から上方に延びる未成形の周縁部(4a)を備えた容器中間製品(1a)を成形する第1成形工程と、次いで、両型の間で前記中間製品(1a)の全体を加熱加圧し、前記周壁(3)の外側で周縁部(4a)を下向き円弧状に変形することにより廻り縁(4)を成形し、底壁(2)と周壁(3)と廻り縁(4)を備えた木製容器(1)を成形する第2成形工程とから成る構成である。
(もっと読む)
金属箔成型容器
【課題】金属箔成型容器において、加熱調理の際の空焚きに伴う孔あきを抑制する。
【解決手段】容器10の周壁12を内側に向かい凹ませて内傾斜部12aと外傾斜部12bとからなる凹み部12cを形成する。容器10に凹み部12cを覆うまで食品を充填し、冷凍して食品包装体を形成すると、凹み部12cにより冷凍食品が容器10の開口方向、底方向のいずれにも移動できないように、その側面からグリップされた状態となるため、衝撃がかかっても、食品が浮き上がって空隙が生じることが防止される。そのため、この容器10を加熱しても、空焚き状態とならず、孔あきの発生が防止される。凹み部12cの深さを10mmから15mm、底壁11からの高さを10mmから20mmとすると、特にグリップ性等が良好である。凹み部12cは、周壁12に押圧治具を外側から押し当てて、内側に向かい凹ませることにより形成するのが、簡易にして安価である。
(もっと読む)
トレーおよびその製造方法
【課題】薄板状素子をモジュールとする加工段階から薄板状素子の破損を防止することのできるトレーおよびその製造方法を提供するを提供する。
【解決手段】トレー1は、熱可塑性樹脂発泡体により形成されたシート2の一面に、脆性を有する薄板状素子4を嵌合することのできる収納凹部3を設ける。トレーの製造方法は、熱可塑性樹脂発泡体により形成されたシート2の一面に、脆性を有する薄板状素子4が嵌合される収納凹部3の形成予定領域を囲うようにハーフカットを施す工程と、ハーフカットにより囲まれた部位を圧縮することにより、薄板状素子4が嵌合される収納凹部3を形成する工程とを設ける。
(もっと読む)
食品包装用容器
【課題】 包装作業性を確保するのは勿論のこと、購入者が蓋体を開けるときに収容食品類の不用意な飛び出しや飛散を確実に防止でき、軽量、コンパクト且つワンタッチで開閉操作可能な包装用容器を提供する。
【解決手段】 底面部21の外周縁から周壁面部23を立ち上げた可撓性プラスチック製の容器本体2に施蓋用ヒンジ機構3を一体形成し、該施蓋用ヒンジ機構3に連続した閉鎖縁41と、天面部44とからなる蓋体4を一体する一方、当該施蓋用ヒンジ機構3とは反対がわの蓋体4閉鎖縁41からは、バックル用ヒンジ機構5を介し、容器本体2開口縁24および周壁面部23の外がわを回り込み、底面部21下面22に届くように延伸し、その遊端61がわに容器本体2底面部21の仮着機構の一方71に掛け外し自在な仮着機構の他方72を設けた延伸型バックル部6を延伸してなる食品包装用容器1である。
(もっと読む)
スチレン系樹脂発泡シートの製造方法
【課題】従来に比べ大幅に軽量化することが可能であり、二次成形性が良好でかつ強度及び外観にも優れるスチレン系樹脂発泡シートを製造することができるスチレン系樹脂発泡シートの製造方法を提供する。
【解決手段】メタクリル酸単位含有量が0.2〜4.0質量%であるスチレン−メタクリル酸共重合体を含有する樹脂組成物に対して、0.005〜0.8質量%のエポキシ化大豆油およびエポキシ化アマニ油から選ばれる少なくとも一方と、0〜0.5質量%の高級脂肪酸金属塩を添加し、次いで加熱溶融し、次いで押し出す。
(もっと読む)
121 - 130 / 212
[ Back to top ]