
国際特許分類[B65H67/06]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 薄板状または線条材料,例.シート,ウェブ,ケーブル,の取扱い (43,151) | 繰出し,巻取りまたは折重ね地点での巻芯,容器または完成パッケージの交換または取外し (309) | 巻芯,容器あるいはパッケージの巻取りまたは堆積地点への供給またはこの地点からの運搬 (73)
国際特許分類[B65H67/06]に分類される特許
31 - 40 / 73
糸巻取装置及び繊維機械
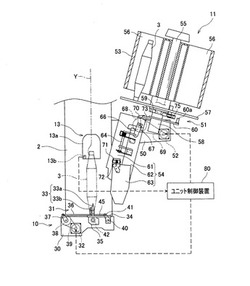
【課題】給糸部とボビン供給部とを独立して駆動することが可能な糸巻取装置を提供すること。
【解決手段】巻取ユニット1は、糸Yが解舒されるボビン3を保持するとともに不要なボビン3を排出するボビン保持排出機構31と、ボビン保持排出機構31を駆動する第1駆動モータ32と、を有する給糸部10と、複数のボビン3を収容するマガジン53を含み、マガジン53に収容された複数のボビン3のうちの1つを給糸部10に供給する供給機構51と、供給機構51を駆動する第2駆動モータ52と、を有するボビン供給部11と、ボビン保持排出機構31に保持されたボビン3から解舒された糸Yを巻取管に巻取る巻取部と、第1駆動モータ32と第2駆動モータ52とを独立して制御するユニット制御装置80と、を備えている。
(もっと読む)
繊維機械

【課題】簡単な構成で、排出ボビンの残糸を切断できる、繊維機械を提供する。
【解決手段】複数で列設され、給糸ボビンBfから解舒された紡績糸を巻き取ってパッケージを形成する、巻取ユニット1・1・・・と、排出ボビンB・B・・・を前記列設方向に沿って搬送する水平ベルトコンベア2と、この水平ベルトコンベア2により搬送されてきた排出ボビンB・B・・・を所定仰角を有する立上り方向としての第二搬送方向Dvに搬送する立上りベルトコンベア3と、から成る排出ボビンコンベア4と、所定の領域内に配され、前記の水平ベルトコンベア2及び立上りベルトコンベア3の間に橋架するように前記の立上りベルトコンベア3から水平ベルトコンベア2へ至るまで延在する前記排出ボビンB・B・・・から解れた残糸Yに接触することで該残糸Yを切断する、残糸切断具5と、を備える。
(もっと読む)
精紡機におけるボビン搬送装置
【課題】移送レールの撓みによるペッグトレイと係止部材の係止位置の位置ずれを防止すること。
【解決手段】ペッグトレイ列の下方においてペッグトレイ通路5cに沿って往復移動可能、かつ上下動不能に配設された移送レール10に、ペッグトレイPの係止凹部に係脱可能に変位する係止爪15,16とペッグトレイ通路5cに沿った移送レール10の往復移動を案内するレールガイド13,14を配設する。そして、レールガイド13,14は、係止爪15,16に対応する箇所に配置する。
(もっと読む)
精紡機におけるボビン搬送装置
【課題】移送部材の往復移動により移送されるペッグトレイを用いて満管糸の搬出、空ボビンの搬入を行う場合、搬出側と搬入側の負荷が変わっても支障無くボビンを搬送する。
【解決手段】制御装置は、ボビン搬送装置の駆動開始時には、第1の移送装置のエアシリンダの作動開始時期と第2の移送装置のエアシリンダの作動開始時期との差と、両エアシリンダの作動停止時期の差とが同じになるように制御する。その後、センサの検出信号により検知された複数回の各エアシリンダの往復動に要する時間に基づいて、両エアシリンダの往復動に要する時間の平均値を算出し、その値に基づいて次の複数回における各回のエアシリンダを往復動させる時間を設定する。また、複数回の各エアシリンダの往復動に要する時間の平均値を比較して、両エアシリンダの作動開始時期の差を設定する。
(もっと読む)
糸巻取装置
【課題】巻取パッケージを確実に排出する。
【解決手段】クレードル7により回転可能に支持されている巻取ボビン5の下方から搬送コンベア12の手前まで延びていると共に、搬送コンベア12に向かって下るように傾斜したガイド13が設けられている。支持解除レバーを回動させることにより、クレードル7に支持されている巻取ボビン5の支持を解除する際に、ユニットコントローラ20により、巻取ボビン5を駆動するボビン駆動モータが、巻取パッケージ6を排出方向に回転させるように制御される。
(もっと読む)
ボビン搬送システム
【課題】自動ワインダー、精紡機及び搬送装置からなるボビン搬送システムにおいて、送り手段に掛かる負担を増大させることなく、状況に応じてボビン搬送速度(単位時間あたりのボビン搬送数量)を増減し、効率的にボビンを装着したトレイを搬送することができるボビン搬送システムを提供する。
【解決手段】自動ワインダー2、精紡機1、前記自動ワインダー2と前記精紡機1との間を連結するボビン搬送路7を有するボビン搬送装置10からなるボビン搬送システムにおいて、該ボビン搬送装置10を、ボビン搬送路7に沿ってボビンBを装着したトレイTを案内する搬送案内部材3と、往復運動して前記トレイTを移動させる移動部材24を有する送り手段4と、から構成し、該送り手段4のボビン搬送数量を変更することで前記ボビン搬送路7上でのボビン搬送速度が前記自動ワインダー2の処理能力に応じて変更可能に構成する。
(もっと読む)
ボビン処理部
【課題】ボビン処理部のボビン処理装置に物体の有無を検出するセンサを設け、トレイやボビンの検出に応じてボビン処理装置を作動させる構成においては、このセンサがトレイやボビン以外の物体を検出してボビン処理装置を誤動作させてしまう虞がある。
【解決手段】コントローラ8は、ボビン抜取り装置23について、当該ボビン抜取り装置23に対応して設けられる主センサ6・7と、主センサ6・7の前記搬送経路における上流側に配置される副センサ6とが、主センサ6・7に対応する検出位置P4から副センサ6に対応する検出位置P3までの主ボビン搬送ライン12の長さに応じた時間差で、トレイ5もしくはボビン3・4の存在を検出したときに、当該ボビン抜取り装置23を作動させる作動制御を行う。
(もっと読む)
パッケージ搬送システム
【課題】停止位置検知センサの上流側に新たなセンサを設け、当該センサから信号を受けたコンベア駆動制御部が当該信号により搬送コンベアの搬送速度を変速することで、パッケージ回収の作業効率を良くする。
【解決手段】糸巻取りユニットから排出されるパッケージを所定停止位置まで搬送するパッケージ搬送システムであって、パッケージを搬送する搬送コンベアと、搬送コンベアの搬送経路上の減速開始位置から停止位置までの範囲でパッケージの存在を検知する範囲検知センサと、搬送コンベアの駆動を制御するコンベア駆動制御部とを具備し、範囲検知センサがパッケージを検知しない場合はコンベア駆動制御部が搬送コンベアの搬送速度を通常搬送時の速度より加速するように制御し、加速制御を行った後範囲検知センサがパッケージを検知した場合はコンベア駆動制御部が加速した搬送速度を通常搬送時の速度まで減速するように制御する。
(もっと読む)
管糸供給装置
【課題】少ないカッターで糸端を確実に処理できるコンパクトに構成された糸端切断装置を備える管糸供給装置を提供する。
【解決手段】パーツフィーダコンベア2と、このパーツフィーダコンベア2から投下された複数の管糸Pを整列させて供給するパーツフィーダ3と、パーツフィーダ3に投下された管糸Pからパーツフィーダコンベア2とパーツフィーダ3の間に跨るように延びる糸端Qを切断する糸端切断装置4と、を備える。糸端切断装置4は、糸端Qを切断するためのカッター20を有する糸端切断部21と、この糸端切断部21を、パーツフィーダコンベア2の幅方向に沿う単一の軌道Rに沿って案内するリニアガイド22と、このリニアガイド22により案内される糸端切断部21を単一の軌道Rに沿って往復走行するように駆動するロッドレスシリンダ23と、を含む。
(もっと読む)
自動ワインダーのボビン処理部
【課題】ボビンからたれた糸や、糸くずが絡まり難く、糸の絡みに起因する稼動効率の低下を防止することができる自動ワインダーのボビン処理部を提供することを目的とする。
【解決手段】ボビン180のトレー182の搬送経路に沿って配置され、トレー182を搬送する第一のコンベアベルトである丸ベルト115と、前記搬送経路の一部で前記丸ベルト115に並設され、丸ベルト115とともにトレー182を搬送する第二のコンベアベルトと、を備える自動ワインダー101のボビン処理部103において、前記第二のコンベアベルトが平ベルト121(角ベルト141)とされているものである。
(もっと読む)
31 - 40 / 73
[ Back to top ]