
国際特許分類[D01F9/14]の内容
繊維;紙 (81,477) | 天然または人造の糸または繊維;紡績 (11,659) | 人造のフィラメント,より糸,繊維,剛毛,リボンまたは炭素フィラメントの製造において化学的な特徴をもつもの;炭素フィラメントの製造に特に適合した装置 (8,171) | 他の物質の人造フィラメントまたはその類似物;その製造;炭素フィラメントの製造に特に適合した装置 (1,280) | 無機材料のもの (1,233) | 炭素フィラメント;その製造に特に適合した装置 (994) | 有機フィラメントの分解によるもの (682)
国際特許分類[D01F9/14]の下位に属する分類
ピッチまたは蒸留残留物まらのもの (77)
植物性の産物またはその誘導体,例.セルロースアセテート,からのもの。 (32)
蛋白質,例.羊毛,からのもの (7)
付加重合,重縮合または重合生成物からのもの (388)
そのための装置 (85)
国際特許分類[D01F9/14]に分類される特許
41 - 50 / 93
炭素系繊維の製造方法
【課題】より繊維径の細い炭素系繊維を得ることのできる炭素系繊維の製造方法を提供する。
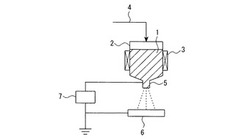
【解決手段】熱可塑性樹脂と熱可塑性炭素前駆物質との混合溶融物から得られる前駆物質繊維を熱可塑性樹脂の軟化点以上の温度で且つ熱可塑性炭素前駆物質の軟化点未満の温度で処理して安定化樹脂組成物を得、得られた安定化樹脂組成物から熱可塑性樹脂を除去して得られる繊維状炭素前駆物質を炭素化もしくは黒鉛化して炭素系繊維を製造するに際して、混合溶融物を貯蔵する貯蔵容器2と、貯蔵容器2に貯蔵された混合溶融物を細糸状に吐出する溶融物吐出ノズル5と、溶融物吐出ノズル5から吐出された混合溶融物を前駆物質繊維として捕集するコレクタ6とを備えてなるエレクトロスピニング装置を用いて前駆物質繊維を得るようにした。
(もっと読む)
水質浄化構造物

【課題】安価で、設置が容易で、水面付近のみへの設置も可能な水質浄化構造物を提供する。
【解決手段】少なくとも一部を水中に浸漬して設置される水質浄化構造物1であって、少なくとも二つの係留手段2に取り付けられて保持された担体懸吊手段3と、担体懸吊手段3に、並列するように吊り下げられた複数の微生物固定化担体4とを具える、水質浄化構造物。
(もっと読む)
炭素繊維シート及びその製造方法
【課題】不織布状やペーパー状であっても品質の良い長尺の炭素繊維シート及びその製造方法を提供する。
【解決手段】炭素繊維シート(a)と炭素繊維シート(b)とが繋ぎ合わされている炭素繊維シートであって、前記炭素繊維シート(a)の終端部と前記炭素繊維シート(b)の始端部とが重なり合っており、その重なり部には複数の貫通孔(x)が形成されており、前記複数の貫通孔(x)には繋ぎ糸(m)が通されていて、前記繋ぎ糸(m)により前記複数の貫通孔(x)間が綴じられている。このような炭素繊維シートは、繋ぎ糸(M)により複数の貫通孔(X)を綴じることで炭素繊維シート前駆体(A)及び(B)を繋ぎ合わせた上で、その繋ぎ合わされた炭素繊維シート前駆体を炭素化することで、好適に製造できる。
(もっと読む)
炭素繊維シート及びその製造方法
【課題】熱処理する際に発生する反りによる影響を低減できる長尺の炭素繊維シート及びその製造方法を提供する。
【解決手段】炭素繊維シート(a)の終端部と炭素繊維シート(b)の始端部とが繋ぎ合わされている炭素繊維シートであって、前記炭素繊維シート(a)の終端部及び前記炭素繊維シート(b)の始端部の少なくとも一方における2つの角部が切り落とされている。このような炭素繊維シートは、炭素繊維シート前駆体(A)の終端部と炭素繊維シート前駆体(B)の始端部とを繋ぎ合わせる工程;前記炭素繊維シート(A)の終端部及び前記炭素繊維シート(B)の始端部の少なくとも一方における2つの角部を切り落とす工程;並びに前記繋ぎ合わされた炭素繊維シート前駆体を炭素化する工程を有する方法により、好適に製造できる。
(もっと読む)
炭素繊維シートの製造方法
【課題】端部に割れや欠けの無い高品質な炭素繊維シートが得られるとともに、高温炉の煩雑なメンテナンスを必要としない炭素繊維シートの製造方法を提供する。
【解決手段】少なくとも炭素繊維と有機物とからなる炭素繊維シート前駆体を、1500〜3000℃の高温炉内に設けられた炉床上を引きずりながら搬送して加熱する炭素繊維シートの製造方法であって、前記炭素繊維シート前駆体と、前記高温炉を構成するマッフル上壁との間に前記炭素繊維シート前駆体よりも広幅の耐熱シートを配設し、前記炭素繊維シート前駆体を加熱する炭素繊維シートの製造方法。
(もっと読む)
炭素繊維シート及びその製造方法
【課題】熱処理する際に発生する反りによる影響を低減でき、不織布状やペーパー状であっても品質の良い長尺の炭素繊維シート及びその製造方法を提供する。
【解決手段】炭素繊維シート(a)と炭素繊維シート(b)とが繋ぎ合わされている炭素繊維シートであって、前記炭素繊維シート(a)の終端部と前記炭素繊維シート(b)の始端部とが重なり合っており、その重なり部の側端部に貫通孔(y)が形成されており、前記貫通孔(y)には繋ぎ糸(n)が通されていて、前記繋ぎ糸(n)により前記貫通孔(y)と前記重なり部の側端との間が綴じられている。このような炭素繊維シートは、繋ぎ糸(N)により貫通孔(Y)と重なり部の側端との間を綴じることで炭素繊維シート前駆体(A)及び(B)を繋ぎ合わせた上で、その繋ぎ合わされた炭素繊維シート前駆体を炭素化することで、好適に製造できる。
(もっと読む)
高導電性炭素繊維とその製造方法並びに用途
【課題】低抵抗であり、かつ電力輸送用途にも使用可能な長尺の高導電性炭素繊維を提供する。
【解決手段】高温の液体Ga中にグラファイトを含有する炭素繊維を浸漬すると、炭素繊維の表面で分断していたグラファイト結晶に対するグラファイト化反応が進行し、グラフェン同士の接合が実現する。この場合、炭素繊維の表面ですべてのグラフェンが多層カーボンナノチューブのように規則正しく配列することはないが、C面同士の接合が増えることで繊維自体の電気伝導性は格段に改善する。
(もっと読む)
シート状炭素繊維導電体及びその製造方法
【課題】加圧した後、繊維材料に粗密が発生することなく、均一となり、かつ繊維材料が破壊されにくく、さらには好ましい導電性透過率を有し、更に厚さの薄いシート状炭素繊維導電体、及びその製造方法を提供する。
【解決方法】繊維材料20に梳毛処理を行い、複数のスパンレースノズル31でスパンレースを行って均一に加圧して薄いシート状にし、かつ該繊維21、21を水平の並びから垂直の並びに変化させて交絡させ、高分子樹脂に浸漬し、熱圧処理を行い、プレッシング処理を行い、950℃から1050℃の温度条件で所定の時間加熱して不純物を排除し、更に700℃から1900℃の温度条件で、所定の時間加熱して炭化処理を行い、シート状炭素繊維導電体20Aを得る。
(もっと読む)
炭素化炉、及び炭素繊維ストランドの製造方法
【課題】炭素繊維ストランドの収率が高い炭素化炉を提供する。
【解決手段】耐炎化繊維ストランドを送り込む入口スリット部と、前記耐炎化繊維ストランドを炭素化する炭素化炉本体と、前記耐炎化繊維ストランドが炭素化されて生成した炭素繊維ストランドを取り出す出口スリット部とを有する炭素化炉において、前記出口スリット部の炭素繊維ストランド進行方向の長さLが下記式
{(出口スリット部の入口部Bにおける炭素繊維ストランド温度℃−200℃)/(出口スリット部における降温速度15℃/sec)}×炭素繊維ストランド取り出し速度a(m/hr)/60×60
≦L
≦{(出口スリット部の入口部Bにおける炭素繊維ストランド温度℃−200℃)/出口スリット部における降温速度15℃/sec)+3}×出口スリット部における炭素繊維ストランド取り出し速度a(m/hr)/60×60
である炭素化炉。
(もっと読む)
熱処理炉とそれを用いた炭素繊維の製造方法
【課題】横型耐炎化処理炉で耐炎化処理炉内上下およびローラ軸方向の温度を均一化した熱処理炉とそれを用いた炭素繊維の製造方法を提供する。
【解決手段】複数本のフィラメント束を配列してなるシート状物を折り返しながら横方向に走行させて熱処理するための熱処理室と、熱処理室への熱風吹出口と相対する側に熱風吸引口を位置し、熱処理室内の熱風を吸い込む熱風吸込口と、熱風吸込口から吸い込んだ気体を熱風吹出口へと循環させる循環部とを有する熱処理炉であって、前記熱処理室内には折り返されて走行するシート状物同士の間にシート状物の走行方向と交わる横方向に、熱風を下方に噴出する噴出口を具備した筒状物が、シート状物の幅方向に渡って配されてなることを特徴とする熱処理炉。
(もっと読む)
41 - 50 / 93
[ Back to top ]