
国際特許分類[D01H1/00]の内容
繊維;紙 (81,477) | 天然または人造の糸または繊維;紡績 (11,659) | 紡績またはねん糸 (1,344) | 糸が連続的に巻き取られる紡績またはねん糸機械 (302)
国際特許分類[D01H1/00]の下位に属する分類
リング形式 (29)
フライヤ形式 (10)
キャップ形式 (8)
糸の環状集積体が遠心作用によって形成されるカップ,ポット,ディスク形式 (1)
多重のよりを与えるためのもの,例.2重ねん糸機 (22)
仮より紡績 (102)
細部 (110)
国際特許分類[D01H1/00]に分類される特許
11 - 20 / 20
カシミヤ糸の製造方法
完全に又は部分的にカシミヤ繊維からなる糸の製造方法は、繊維の量の選択、選ばれた繊維からのケンプの除去、配列した繊維のスライバー、又はトップを得るためのコーミング、染浴に透過性の保護層又はバッグにより染浴から保護されたトップの染色、及びカシミヤ繊維で作られる単糸を得るためのトップの加工の工程を含む。  (もっと読む)
(もっと読む)
コアヤーン及びその製造方法及びその製造装置
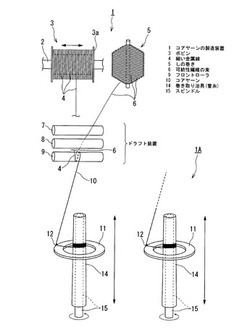
【課題】 コアヤーンにおいて、細い金属線に可紡性繊維の束を巻き付けてなり容易に製造でき均一で高品質かつ丈夫なこと。
【解決手段】 フロントローラ9とスピンドル15の回転数を調節することによって、コアヤーン10の芯となるステンレス線4に切断強度の約40%〜約70%の張力を加えながら紡糸することで、ステンレス線4が一直線に張り綿粗糸6が確実に巻き付いて、均一に紡糸される。さらに、綿粗糸6に適切な撚りを掛ける必要があり、普通経糸または甘撚経糸の撚り係数で算出された撚り数の+20%を超えると「コア外れ」が発生し、−20%を下回ると綿粗糸6が滑って部分的にステンレス線4から離れてしまう「シース抜け」が発生する。綿粗糸6の場合には、普通経糸または甘撚経糸の撚り係数で算出される撚り数は24回であるから、綿粗糸6の撚り数が24回になるように、スピンドル15の回転数を調節した。
(もっと読む)
コアヤーン紡績における芯糸検出方法及び装置

【課題】コアヤーン内の芯糸の有無を確実に検知して、芯糸のないコアヤーンの製造を防止する。
【解決手段】
芯糸Fの周囲に繊維束Sを巻き付けてコアヤーンCを製造する方法において、紡績開始後の所定時間、芯糸Fの含有率を通常紡績時より変化させたコアヤーンCを紡出して、芯糸Fの有無を検出するようにした。延伸した弾性糸の芯糸からなるコアヤーンCを紡出して、このコアヤーンCを弛ませることによるコアヤーンの太さの変化に基づいて芯糸の有無を検出しても良い。
(もっと読む)
コアヤーンの製造方法及び装置
【課題】弾性芯糸を確実に捕捉して、弾性芯糸のないコアヤーンの製造を防止する。
【解決手段】
ドラフト装置3に所定量のスライバSを供給し、このスライバSに芯糸Dを合流させてコアヤーンを製造する方法において、紡績開始後の所定期間、所定量よりも多い量のスライバSをドラフト装置3に供給してこの間に芯糸Dをスライバに合流させ、その後、所定量のスライバSをドラフト装置3に供給する。好ましくは、ドラフト装置3の所定のドラフトローラの回転速度によって、ドラフト装置3に供給するスライバSの量を変更する。
(もっと読む)
クランプカッター
【課題】芯繊維供給装置のクランプカッターにおいて、カッターとクランプの駆動タイミングの精度調整が困難だった。
【解決手段】支持フレーム71と、第一移動体73および第二移動体74と、第二移動体を進退移動させるエアシリンダ78と、第一移動体73を付勢する圧縮スプリング77と、第二移動体74に固定される可動刃74cと、第一移動体73および第二移動体74の前記送出経路の下流側に配置され支持フレーム71に固定される固定刃75と、を備え、第一移動体73の突出部73cおよび第二移動体74に形成されるクランプ面74cにより芯繊維を挟み込むクランプを構成し、可動刃74cおよび固定刃75により前記芯繊維を切断するカッターを構成すると共に、第二移動体74が従動用付勢手段の付勢力に逆らって第一移動体73を押し込む位置にあるとき、可動刃74cと固定刃75とが閉じられる。
(もっと読む)
コアヤーン製造装置
【課題】CSY製造装置とCFY製造装置とが、それぞれ専用装置となっており、汎用性が損なわれるものとなっている。
【解決手段】コアヤーンの鞘繊維9をドラフトするドラフト装置100と、コアヤーンの芯繊維を供給する芯繊維供給装置1と、を備える、コアヤーン製造装置であって、芯繊維供給装置1は、ドラフト装置100の上方位置で、芯繊維供給装置1における芯繊維の送出経路が、機台正面側に対して前低後高となるように構成されると共に、芯繊維供給装置1のベースフレーム10の後上部には、CSY用パッケージ3を支持し弾性糸4を巻き出すCSY用巻出し装置2と、芯繊維供給装置1の後方に配置されるCFY用パッケージ13から引き出されるフィラメントヤーン14を案内するCFY用糸ガイド12と、が備えられる。
(もっと読む)
芯糸供給装置及びそれを備えたコアヤーン製造装置
【課題】芯糸パッケージからの芯糸の解舒をスムーズに行うと共に、ドラフト装置の繊維配列が乱れないようにする。
【解決手段】
芯糸Dを芯糸パッケージから解舒しドラフト装置の所定位置へ供給するための芯糸供給装置7において、圧縮空気によって芯糸Dを解舒し下流へ送る圧縮空気噴射部71と、この送られた芯糸Dを所定部へ導く芯糸導出部73とを備えており、圧縮空気噴射部71と芯糸導出部73との間に、ドラフト装置の繊維配列を乱さないように圧縮空気噴射部71からの圧縮空気の一部を外方へ排出する排出空間部72を設けた。
(もっと読む)
編み地および編み地を製造する方法と装置
編み地および編み地を製造するための方法と装置が開示されている。編み地は、本発明によれば、連続繊維ウェブ(5)を含むヤーン材料(4)から形成され、連続繊維ウェブには、ステープル繊維が撚りが解かれたままで、相互にほぼ平行して置かれている。方法と装置は、本発明によれば、ヤーン材料を供給し、処理するための措置に関するものである。  (もっと読む)
(もっと読む)
リング紡績機において飾り糸を製造するための方法及び装置
本発明は質量変化および/または撚数変化を伴うリング紡績機において、飾り糸を製造する際に、製造量の算出を軽減するという課題を有している。本発明は、ドラフトの変化と、給糸と糸撚りの間の割合の変化のための制御信号を、アルゴリズムが入力されているコンピュータ(1)を使用して伝達するすることを提案する。アルゴリズムを用いて、コンピュータは後続して設けられた制御装置(5,15)に制御信号を送り。この制御信号を介して、厚い部分間のウェブの領域内の繊度が、生じる厚い部分に対応して低下することにより、質量変化に関して設定された繊度は維持される。制御装置(5,15)は、ドラフト装置ローラ(9,13)の駆動機構(8,12)と、スピンドル(19)の駆動機構(17)とを回転変化させるように設計されている。さらにコンピュータ(1)のアルゴリズムは、質量が様々な糸部分内の繊度に依存した糸の撚数を、糸のアルファ値が一定に維持されるようにして変化させるように設計されている。 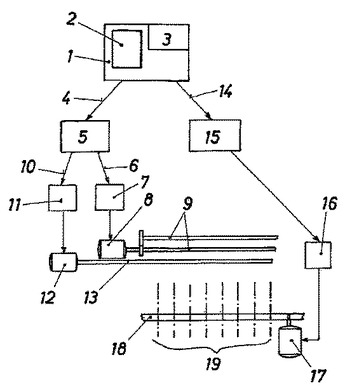 (もっと読む)
(もっと読む)
糸を製造する装置
スライバに撚りをかけるためにローラの回転軸に沿って往復運動(B)するように構成された1つ以上のローラ(6a,6b)を含み、1本以上の撚られたストランドを製造するために1本以上のスライバを同時に撚るようになっている往復加撚ステージ(4)と、スライバまたはストランドにかける撚りを変えるために、(a)ローラの回転速度、(b)ローラの横方向の移動範囲、または(c)ローラの横方向の移動速度のうちの1つ以上の制御および変更を可能にする制御手段とを有する、糸を製造する装置。 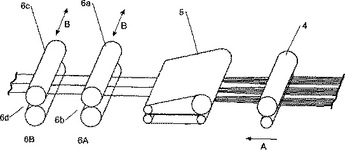 (もっと読む)
(もっと読む)
11 - 20 / 20
[ Back to top ]