
国際特許分類[F16B4/00]の内容
機械工学;照明;加熱;武器;爆破 (654,968) | 機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段 (198,328) | 構造部材または機械部品同志の締め付けまたは固定のための装置,例.くぎ,ボルト,サークリップ,クランプ,クリップまたはくさび;継ぎ手または接続 (13,682) | 収縮による結合,例.異なる温度での部品の組み立て;圧力ばめ (126)
国際特許分類[F16B4/00]に分類される特許
11 - 20 / 126
塑性変形可能な部材の接合具及び接合構造
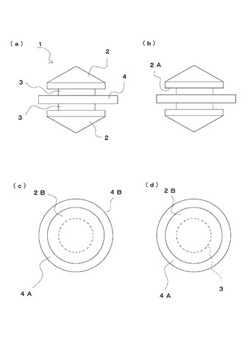
【課題】塑性変形可能な部材同士を、塑性変形を利用し、非貫通係止穴の場合には接合後の穴内の空気溜まりをより減らすことができる接合具及び接合構造を提供すること。
【解決手段】塑性変形可能な両部材の各々に面する両端面4Aとこれら両端面4Aと接続された側面4Bとを持って、少なくとも一部が両部材に没入される円柱フランジ(第一係止部)4と、両端面4Aの各々に面して円柱フランジ4と略同心の円形底面(底面)2A及び先端に向かって縮径して形成された円錐面(側面)2Bを持って非貫通係止穴(穴)に挿入される円錐状係止部(第二係止部)2と、両端面4Aと円形底面2Aとの間に配された連結部3と、を備え、連結部3は、塑性変形した両部材の塑性変形部位が円形フランジ4及び円錐状係止部2との間に侵入可能に形成されている。
(もっと読む)
圧入部材の取付構造

【課題】密封性能が低下し難い圧入部材の取付構造を提供する。
【解決手段】流体を収容する容器3の壁部材7に形成された孔部14と、当該孔部に圧入される圧入部材6と、孔部の内周面16と圧入部材の外周面15との隙間を密封する弾性を有するシール部材23と、シール部材を孔部の貫通方向に沿って押圧し、壁部材と圧入部材とに対してシール部材を密着させる押圧部材25とを備え、孔部の内周面および圧入部材の外周面のいずれか一方に、壁部材と圧入部材との間に空隙17を形成する段差部18を設け、空隙にシール部材を装着し、押圧部材は、段差部の径方向において壁部材と圧入部材のいずれか一方に対して圧入され、他方とは離間した状態で圧入されている。
(もっと読む)
かしめ加工装置
【課題】 細径の管体を内側から外側に向けて膨出変形させてかしめることが可能なかしめ加工装置を提供すること。
【解決手段】 かしめ加工装置10は割型バルジ12を備えている。バルジ12は、同一形状の4つの割型12aを集合させることによって略円筒状とされている。各割型12aには、かしめ爪12a3側にバルジ12の環状溝を形成する溝12a4が形成され、シャフト14が進入する側に溝12a5が形成される。そして、溝12a4および溝12a5には、各割型12aを集合させてバルジ12を形成した状態で、環状の弾性部材としてのOリング12a6およびOリング12a7がそれぞれ装着される。これにより、かしめ加工時におけるバルジ12(すなわち割型12a)に対して部分的に発生する過大な負荷を低減することができ、管体Pを膨出変形(拡管)させてフランジFに結合することができる。
(もっと読む)
圧入構造
【課題】圧入時に発生するバリを抑制することができ、また、発生したバリの外部への流出を防止できる圧入構造を提供する。
【解決手段】圧入部品Aである環状体23が被圧入部Bに圧入によって外嵌される圧入構造である。被圧入部Bが円筒面を有する軸部28である。環状体23はこの軸部28に圧入される円筒部21を有し、環状体23の円筒部21の内径面21aにバリ収納用ポケット100を設けた。
(もっと読む)
圧入部品の抜け止め構造
【課題】中空軸の外周に圧入された圧入部品を備える製品の小型・軽量化を図ることができる圧入部品の抜け止め構造を提供すること。
【解決手段】ドライブピニオン20の外周に圧入されたカウンタギヤ40の抜け止め構造において、ドライブピニオン20の外周に圧入され、カウンタギヤ40に当接してカウンタギヤ40のドライブピニオン20からの抜けを防止する軸受32と、ドライブピニオン20の内周に圧入され、ドライブピニオン20における軸受32の圧入部分を歪ませる円柱状部品50とを設ける。
(もっと読む)
固定装置
【課題】固定装置の提供。
【解決手段】本発明の固定装置は、第一固定部と第二固定部2とを備える。前記第一固定部には底台と、前記底台に設ける最低一つの固定台と、底台上に設ける最低一つの貫通孔を設ける。前記貫通孔は上が広く下の狭い鳩尾形とする。前記第二固定部には本体を備え、前記本体の表面には前記貫通孔を通る突出部を形成し、前記突出部は前記貫通孔の下端から上端へと貫通した後、作用力が加えられて変形し、変形後の突出部が前記鳩尾形の貫通孔内に引っ掛かり、第一固定部と第二固定部は相互に結合固定する。
(もっと読む)
軸部品
【課題】第1の軸形成部材が第2の軸形成部材内に挿入される部位の長さを短くしつつも、抜け強度を低下させることなく、圧入部と被圧入部との間での潤滑切れを抑制すること。
【解決手段】第1ロッド42の前端側には、小径部43a、中径部43b、及び大径部43cにより形成される圧入部が設けられるとともに、第2ロッド46における第1ロッド42が挿入される開口側には、大径部47a、中径部47b、及び小径部47cにより形成される被圧入部が設けられている。第1ロッド42の小径部43a及び中径部43bは、第1ロッド42の圧入部を第2ロッド46内に挿入する際の案内代として機能するとともに、第1ロッド42の小径部43a、中径部43b及び大径部43cは、被圧入部に対して圧入される際の圧入代として機能する。
(もっと読む)
スタッドボルトの取り付け方法、圧縮機及びモータの取り付け方法、圧縮機及びモータの支持構造
【課題】取付板の軽量化を図ることができるとともにスタッドボルトの取り付け強度を確保できるスタッドボルトの取り付け方法を提供する。
【解決手段】金属製の取付板上に立設されるスタッドボルトの取り付け方法において、取付板11に形成したスタッドボルト20の挿通孔11bがバーリング加工によって周縁が取付板11の一面から突出する立上がり部11cを有するとともに、スタッドボルト20が取付板11の他面に当接する座部22と挿通孔11bから立上がり部11cと同じ方向に突出する塑性変形部23とを有し、塑性変形部23及び立上がり部11cをかしめて塑性変形させ、挿通孔11bの外側に折曲されて取付板11の一面に重なる立上がり部11cを塑性変形部23と座部22とにより挟持した。
(もっと読む)
シリンダ装置の製造方法および製造装置
【課題】インナチューブに作用させるばらつきを抑制して安定した性能の製品を得ることが可能なシリンダ装置の製造装置および製造方法を提供する。
【解決手段】揺動カール加工中、開口端部2aの変位が第1既定量X1に到達した時点の加工荷重FX1を測定し、該測定結果に基づきその後の加工荷重が決定される。加工性が高いベースシェル2については開口端部2aが相対的に小さい加工荷重で揺動カール加工され、加工性が低いベースシェル2については開口端部2aが相対的に大きい加工荷重で揺動カール加工される。これにより、ベースシェル2の開口端部2aの加工性すなわち板厚およびかしめ代に影響されることなく、インナチューブ3に作用させる残留軸力を安定させることができ、その結果、安定した性能の製品を得ることができる。
(もっと読む)
ボールジョイントのハウジングを取付孔に固着したロアアーム
【課題】ボールジョイントの自由度を確保しながら、強固に固着でき、とりわけボールジョイントの動きに連れ回らないようにできるボールジョイントのハウジングを固着したロアアームを提供する。
【解決手段】ボールジョイント2のハウジング21はロアアーム1に設けた取付孔11に形成される周面12に内嵌した際に前記周面12と接面する範囲の外面に周溝22を形成してなり、このハウジング21を前記取付孔11の周面12に内嵌し、周方向に断続して周面端部を半径方向内向きにある前記周溝12に向けて押圧し、断面角部を丸めて前記周面端部を食い込ませた複数のかしめ部位13を形成することにより、ボールジョイント2のハウジング21を取付孔11に固着したロアアームである。
(もっと読む)
11 - 20 / 126
[ Back to top ]