
国際特許分類[F16C35/02]の内容
機械工学;照明;加熱;武器;爆破 (654,968) | 機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段 (198,328) | 軸;たわみ軸;たわみ被覆の中で運動を伝達するための機械的な手段;クランク軸機構の要素;ピボット;枢着;伝動装置,継ぎ手,クラッチまたはブレーキ要素以外の回転工学の要素;軸受 (45,306) | 軸受ユニットの固定的支持;ハウジング,例.キャップ,カバー (2,287) | すべり軸受の場合 (368)
国際特許分類[F16C35/02]に分類される特許
41 - 50 / 368
半割すべり軸受の製造方法および半割すべり軸受
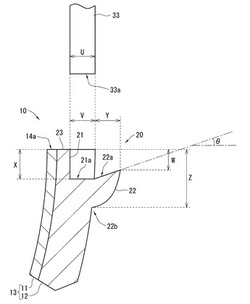
【課題】新規構成の位置決め部材を有する半割すべり軸受及びその製造方法を提案する。
【解決手段】工具の幅を狭めて押圧した軸受本体13の形成材料の一部が工具の外側へ逃げるようにすれば、軸受本体13の円周方向における形成材料の変形量を抑制しつつ、位置決め部材20がその機能を奏するために必要な突出量(軸受本体の外周面からの突出量)を確保できる。このようにして形成された半割すべり軸受の位置決め部材20は平坦部21aと突出部22とを備え、平坦部21aを含む仮想平面に対して突出部22の先端が合わせ面側に位置している。
(もっと読む)
ピストンポンプのための駆動装置

【課題】トルク伝達の信頼度が均一で、並列するピストンハウジングを非常に容易に素早く組み立て(Montage)及び解体(Demontage)することが可能な駆動装置を実現すること。
【解決手段】ピストンロッドは一体になっており、偏心部は、駆動軸上に押し上がることが可能であり、且つ、駆動軸に固定可能であり、偏心部は、駆動軸と共に組み立て状態で製造可能なグリップ接合部のために構成されており、ピストンロッド及び偏心部並びに固定手段を有する各ピストンは、グリップ接合部のために、ピストンの軸方向に設けられた取り付け穴を介してピストンハウジングに設置可能であり、当該グリップ接合部は、取り付け穴を介して、駆動軸の取り付けの後で製造可能である。
(もっと読む)
軸受装置及び軸受装置のブッシュ装着方法
【課題】ブッシュをピン挿通孔に圧入して固定するに当って、ブッシュの外面とピン挿通孔の内面との間における固着強度を高める。
【解決手段】アーム3bの連結部5に設けたピン挿通孔5aにブッシュ12を圧入するに当って、これらピン挿通孔5aの内面と、ブッシュ12の外面との少なくとも一方にショットブラストにより投射材を噴射させて粗面化し、かつ投射材を除去せず、硬質粉体14として残存させ、これらピン挿通孔5aの内面と、ブッシュ12の外面とに主剤樹脂と硬化剤樹脂とからなる樹脂30,31を積層させた状態で、ブッシュ12をピン挿通孔5aに圧入する。
(もっと読む)
テンショナ
【課題】テンショナアームに対して固定部とプーリが同じ側に設けられたテンショナにおいて、ブッシュの耐摩耗性を向上させる。
【解決手段】テンショナアーム30のフランジ付シャフト13が挿入される支持穴32とフランジ付シャフト13の円筒状外周面との間に円筒部材21を設ける。円筒部材21とは異なる材料から成形されるフランジ部材22を、フランジ付シャフト13のフランジ部17とテンショナアーム30の上面との間に装着する。フランジ部材22の限界PV値は円筒部材21の限界PV値よりも大きい。
(もっと読む)
流体動圧軸受装置及びその製造方法
【課題】ハウジングを樹脂で形成した場合であっても、ハウジングのクリープ変形による蓋部材の固定力の低下を防止し、高精度に設定されたスラスト軸受隙間の精度を長期間にわたって維持する。
【解決手段】蓋部材10をハウジング7に対して軸方向移動させることにより、第1スラスト軸受部及び第2スラスト軸受部のスラスト軸受隙間を所定寸法に設定し、この状態で蓋部材10とハウジング7とを仮固定する。仮固定した状態で、樹脂製のハウジング7の内周面7aと蓋部材10の外周面10bとの間の隙間に介在させた接着剤を硬化させ、両者を隙間接着により固定する。
(もっと読む)
流体動圧軸受装置
【課題】流体動圧軸受装置の軸方向寸法を縮小する。あるいは、ラジアル軸受スパンを拡大して軸受剛性を高める。
【解決手段】軸受スリーブ8のうち、少なくとも潤滑油と接触する表面(内周面8a及び下側端面8b)の開孔部に封孔剤を含浸させることにより、流体動圧軸受装置1の内部に満たされる油量を低減する。また、軸部材2の第1の肩面2dとシール部材9の下側端面9bとを軸方向で係合可能とすることで、軸受スリーブ8の内周からの軸部材2の抜け止めを行ない、軸部材2のフランジ部を省略する。
(もっと読む)
すべり軸受構造及び過給機
【課題】支持部材の第2孔部に回転規制部材を嵌入させるときの、支持部材の孔部の内周面に生じる変形や損傷を防止できるすべり軸受構造及び過給機を提供する。
【解決手段】本発明に係るすべり軸受構造は、円筒状に成形される浮動ブッシュと、該浮動ブッシュが挿入される孔部S1を有し該孔部S1の内周面61aに形成される流体膜を介して浮動ブッシュの外周面を支持する支持部材61とを備えるすべり軸受構造であって、支持部材61に形成される第2孔部61dの全周に亘って孔部S1に開口する隙間S2をあけて第2孔部61dに挿入され、孔部S1内に突出し、浮動ブッシュの中心軸線周りの回転を規制する回転規制部材64を備える、という構成を採用する。
(もっと読む)
軸受組立体
【課題】硬質材料を用いる軸受組立体を提供すること。
【解決手段】軸受組立体が、シャフトと、シャフト上に固定された一対のスペーサと、スペーサを囲み、これと摺動可能に接触する軸受部とを含み、リザーバが、シャフトとスペーサと軸受部との間に形成される。軸受部及びスペーサは、セラミック材料のような硬質材料で作製される。
(もっと読む)
流体動圧軸受装置
【課題】流体動圧軸受装置の構成や組立手順を簡略化することを目的とする。
【解決手段】流体動圧軸受装置1を、軸受スリーブ8と、軸受スリーブの内周に挿入された軸部材2と、プレス加工で形成され、内周に軸受スリーブ8が圧入され、軸受スリーブ8の圧入方向前方に、軸受スリーブの端面と係合する段差部7dが形成されたハウジング7と、軸部材2の一端を接触支持するスラスト受け9と、ハウジング内部からの油漏れを防止するシール部10とで構成する。軸受スリーブ8の内周面に、軸部材2の外周面と軸受スリーブ8の内周面との間のラジアル軸受隙間に流体動圧を発生させる動圧溝8a1を形成する。
(もっと読む)
潤滑油を含む粉末冶金ベアリングを一体にバッグモールディングしたファン枠体構造及びその製造方法
【課題】製造コストを引き下げ、ベアリングとファン枠体との同心度を改善することができる潤滑油を含む粉末冶金ベアリングを一体にバッグモールディングしたファン枠体構造及びその製造方法を提供する。
【解決手段】ファン枠体2の構造及びその製造方法において、ファン枠体2の構造は、潤滑油を含む粉末冶金ベアリング1、ファン枠体2からなり、潤滑油を含む粉末冶金ベアリング1は第一端面11、第二端面12、貫通孔13を備え、該貫通孔13は第一、二端面11、12に通じ、前記ファン枠体2は底台21を備え、底台21は上方へと軸筒22を延伸し、前記軸筒22は中空貫通孔23内に第一ブロッキング部24及び第二ブロッキング部25を備え、前記潤滑油を含む粉末冶金ベアリング1は中空貫通孔23内に設置され、射出成型により潤滑油を含む粉末冶金ベアリング1とファン枠体2とを一体にバッグモールディングされる。
(もっと読む)
41 - 50 / 368
[ Back to top ]