
国際特許分類[F16D1/02]の内容
機械工学;照明;加熱;武器;爆破 (654,968) | 機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段 (198,328) | 回転伝達用継ぎ手 (20,284) | 2つの同心軸または他の可動機械要素を固定的に結合する継ぎ手 (1,272) | 2つの接する軸またはそれに類似するものを結合するためのもの (404)
国際特許分類[F16D1/02]の下位に属する分類
分離できないもの,例.接着,溶接または類似のものを含む
回転軸に垂直な二面を締めることによるもの,例.ボルトで締めたフランジを有するもの (57)
クランプハブをもつもの;ハブと長手方向のキーをもつもの (59)
国際特許分類[F16D1/02]に分類される特許
71 - 80 / 288
駆動連結装置、駆動装置及び画像形成装置
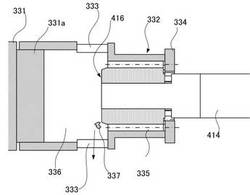
【課題】簡易な構成で駆動連結装置に付着して蓄積する異物を除去する。
【解決手段】駆動連結部を外歯ギヤ部材416と内歯ギヤ部材332と噛合して構成したインボリュートスプラインカップリングを備えた駆動連結装置において、外歯ギヤ部材の外歯の一部、又は、内歯ギヤ部材332の先端部に外歯ギヤ部材と内歯ギヤ部材の着脱動作時に他のギヤ部材の歯車の歯面に接触しながら清掃する清掃部材334を配置する。また、内歯ギヤ部材の孔部の根元側に、外歯ギヤ部材416を内歯ギヤ部材332に挿入したとき、外歯ギヤ部材416の先端部に隣接する空間部336を形成すると共に、空間部336と外部とを連通し内歯ギヤ部材332の空間部に存在する異物337を外部に放出する連通孔333を設ける。
(もっと読む)
FRP製駆動シャフト

【課題】FRP円筒と端部の金属製ジョイントとの結合強度を高めることができ、高い伝達トルクが得られるFRP製駆動シャフトを得ること。
【解決手段】FRP円筒10の両端部に、金属製の端部ジョイント20を結合してなるFRP製駆動シャフト100において、端部ジョイント20を、FRP円筒10内に圧入されるセレーション部31を有する圧入ジョイント30と、FRP円筒10の外周に固定される円筒状アウタカラー40とから構成し、この圧入ジョイント30と円筒状アウタカラー40とに、互いに係合して回転を伝達する非円形係合部(非円形断面軸部32、非円形係合穴43)を形成した。
(もっと読む)
回転軸継手
【課題】簡素な構造でドライブシャフトの疲労強度の低下を防止することができる回転軸継手を提供する。
【解決手段】外周にオススプライン42aが形成された中心突起部42と、内周に弾性部材60が接着される円環状の外環突起部43と、を有した右サイドシャフト40と、内周にメススプライン51aが形成され、外周に弾性部材60が接着される突起部51を有した右リヤドライブシャフト12とを、回転ガタを有するようにスプライン嵌合させるとともに、右サイドシャフト40と右リヤドライブシャフト12との間に弾性部材60を圧入させる。これにより、低トルクを伝達する際に右リヤドライブシャフト12の捩じりを利用せずに弾性部材60によって伝達することができ、右リヤドライブシャフト12自体の剛性を高めることができ、構成を簡素化しつつ疲労強度の低下を防止することができる。
(もっと読む)
スナップリングの嵌合構造およびそれを用いた動力伝達装置
【課題】スナップリングの外れを防止することが可能なスナップリングの嵌合構造を提供する。
【解決手段】スナップリングの嵌合構造1は、ドラム10のスナップリング溝20,30に嵌り合うスナップリング40と、スナップリング40により、スプライン部13の延びる方向に沿ったスライドが規制されるプレート部材50とを備える。隣り合うスナップリング溝20,30の位置は互いにオフセットして設けられている。
(もっと読む)
自在継手部品の製造方法
【課題】比較的簡易な方法で、転動部や摺動部における表面強度(硬さおよび残留圧縮応力)を向上させることができると共に、油膜切れを防止することができて、耐久性の向上を可能にする。
【解決手段】高炭素クロム軸受鋼などからなる軸受13とコロ軸14となる部品素材に対して、まず、旋削などの粗加工により外形加工を行う(外形処理工程:ステップS1)。次に、浸炭焼入れ戻しおよび/または高周波焼入れを行う(熱処理工程:ステップS2)。その後、研磨などの仕上げ加工を行い(仕上げ工程:ステップS3)、仕上げ加工後の部品素材に対して、微粒子ピーニングを行う(表面処理工程:ステップS4)。前記処理工程を行うことにより、部品素材の表面に、表面硬さが800HV以上、残留圧縮応力が表面から30μmで−800MPa以下、表面粗さがRa0.4μm程度の凹凸を形成する。
(もっと読む)
スプライン伸縮軸及びその製造方法並びに車両用操舵装置
【課題】内軸と外軸の間に長期にわたって精度の良い嵌合を維持することができるスプライン伸縮軸を提供する。
【解決手段】中間軸5は、軸方向に摺動可能に嵌合された内軸35と筒状の外軸36とを備える。内軸35の外スプライン37と、外軸36の内スプライン38とが嵌合している。外スプライン37の少なくとも歯面37aに樹脂被膜39を設けた。樹脂被膜39は、外軸36の内スプライン38の歯面に対して零または負の嵌合隙間での加熱なじみ処理が施されてなる。使用初期の内外スプライン37,38の歯面間の嵌合隙間を略零(例えば10μm以下)とし、歯面間の実接触面積を増加させる。
(もっと読む)
スプライン伸縮軸及びその製造方法並びに車両用操舵装置
【課題】使用初期に樹脂被膜が急激に摩耗することを抑制でき、かつ樹脂被膜の摩耗を長期に亘って抑制することのできるスプライン伸縮軸およびその製造方法ならびに車両用操舵装置を提供すること。
【解決手段】中間軸5の製造工程は、摺動工程を含む(図4(g))。摺動工程では、樹脂被膜59が形成された内軸製造用中間体55と、第2の歯部48が形成された外軸製造用中間体57と、を軸方向X1に強制的に摺動させる。これにより、樹脂被膜59の一部が外軸製造用中間体57の第2の歯部48に移され、外軸製造用中間体57に第2の樹脂被膜46が形成される。また、内軸製造用中間体55の樹脂被膜59が第1の樹脂被膜40となる。
(もっと読む)
カップリング装置
【課題】 軸方向に並ぶ2つの部材を互いの円周方向位置および軸方向位置を高精度に位置決めして連結することができ、特に軸方向の剛性、軸方向の位置決め精度の向上を図ることができるカップリング装置を提供する。
【解決手段】 軸方向に並んで対向し相対的に軸方向に移動させて互いに連結および分離させる第1部材21および第2部材22を備える。これら両部材21,22の対向面に、互いに噛み合って両部材21,22の円周方向の位置決めをする歯31,32の列を同心の円周上にそれぞれ設ける。また、両部材21,22の対向面に、両部材21,22が歯31,32の列の噛み合いにより連結された状態において互いに軸方向に向き合う当接面33a,34aで当接して両部材21,22の軸方向の位置決めをする当接部33,34をそれぞれ設ける。
(もっと読む)
トルク伝達装置
【課題】第1所定値を超える過大なトルクであっても出力側に伝達できかつ操作フィーリングのよいトルク伝達装置を提供する。
【解決手段】トルク伝達装置10は、トルクが与えられる入力軸14と、トルク集合部20と、入力軸14とトルク集合部20との間に設けられる主トルク伝達部16および過剰トルク伝達部18と、主トルク伝達部16に直列的に接続されかつ第2所定値以上のトルクで変形する板ばね22と、入力軸14に与えられるトルクが第1所定値を超えたとき過剰トルク伝達部18とトルク集合部20とをトルク伝達可能に連結する連結部24と、トルクを出力するためにトルク集合部20に接続される出力軸26と、主トルクを検出するためのトルク検出部Sとを備える。第1所定値以下の主トルクは主トルク伝達部16を介してトルク集合部20に伝達され、第1所定値を超えた分の過剰トルクは過剰トルク伝達部18を介してトルク集合部20に伝達される。
(もっと読む)
動力伝達軸
【課題】スプライン嵌合部の重量増加をできるだけ抑えつつ、当該スプライン嵌合部における最大曲げ応力を低減する。
【解決手段】端部に雄スプライン溝6aが形成された第1軸6と、雄スプライン溝6aに挿入嵌合された雌スプライン溝5aaが端部に形成された第2軸5と、を備える。第1軸6と第2軸5とがスプライン嵌合により重なり合う重合部15aの両端位置15a1,15a2において、第2軸5の外周部に径方向外側に突出した第1凸部23および第2凸部24が形成されている。
(もっと読む)
71 - 80 / 288
[ Back to top ]