
国際特許分類[G01B5/08]の内容
物理学 (1,541,580) | 測定;試験 (294,940) | 長さ,厚さまたは同種の直線寸法の測定;角度の測定;面積の測定;表面または輪郭の不規則性の測定 (22,327) | 機械的手段の使用によって特徴づけられた測定装置 (1,646) | 直径測定用 (109)
国際特許分類[G01B5/08]の下位に属する分類
国際特許分類[G01B5/08]に分類される特許
21 - 30 / 47
計測装置
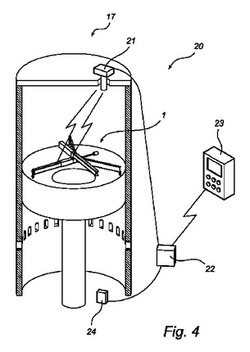
エンジンでシリンダー(17)の直径を計測する計測装置(1)において、少なくとも2つのラック支持部材(5,6,7)を備え、それぞれのラック支持部材(5,6,7)は内側端を有し、内側端で互いに対して接続されている計測ラック(2)と、シリンダー(17)の中心軸に垂直な平面上を回転する状態に適応される回転可能な計測ホルダ(3)であって、少なくとも1つの計測ユニット(9)を備え、計測ユニット(9)は前記平面上でシリンダー(17)の略径方向についての計測を行う状態に適応されている回転可能な計測ホルダ(3)と、回転モータ(4)と、を備え、計測ラック(2)及び回転可能な計測ホルダ(3)は、互いに対して取付けられ、回転可能な計測ホルダ(3)は、回転モータ(4)によって計測ラック(2)に対して回転可能であることを特徴とする計測装置(1)。エンジンのシリンダー(17)の直径の計測方法も、示されている。 (もっと読む)
ネジ測定装置、ネジ測定方法、及びネジ測定装置を備えた工作機械

【課題】小型で工作機械への搭載が容易でネジの有効径またはネジ溝のリード幅をより高精度に測定することが可能なネジ測定装置、及びネジ測定方法、そして、ワークの取り外しを行うことなく、ネジ溝の加工と、ネジの有効径及びネジ溝のリード幅をより高精度に測定することが可能な、ネジ測定装置を備えた工作機械を提供する。
【解決手段】ネジ部の径方向に対向配置され付勢された一対の測定子83A、83Cと、測定子の各々をリード方向に往復移動自在に保持するフローティング手段と、測定子の対向方向の位置を検出可能な径側位置検出手段と、測定子とフローティング手段と径側位置検出手段の各々とを保持する保持手段と、制御手段とを備え、測定子がネジ溝に入るまでワークを回転させ、各々の径側位置検出手段からの検出信号に基づいて、各々の測定子の対向方向の位置を測定し、測定した位置に基づいて、ネジの有効径を測定する。
(もっと読む)
血管形状測定装置および血管のコンプライアンス測定方法
【課題】生体の血管や人工の血管の複数方向から、血管の外径・変位を測定可能とし、生体の血管と人工血管とにおける各種情報の取得を実現する血管形状測定装置を提供する。また、このような血管形状測定装置を用いる血管のコンプライアンス測定方法を提供する。
【解決手段】血管の上下両側で接触する二個の血管接触部の上下方向の変位を検出する上下方向測定装置10と、血管の左右両側で接触する二個の血管接触部の左右方向の変位を検出する左右方向測定装置20と、を備え、血管の上下方向および左右方向の外径および変位を検出する血管形状測定装置100とした。また、血管形状測定装置が測定する血管の上下方向および左右方向の外径および変位を用いてコンプライアンスを算出する血管のコンプライアンス測定方法とした。
(もっと読む)
巻回帯状体残量長測定装置
【課題】製品の製造に使用する資材を巻回した巻回帯状体51を、現場で目視して残量長を推定するやり方は、あまり正確ではなく、その推定値も現場責任者の経験年数,熟練度等により、相当バラツキがあった。そのため、予測より早く資材がなくなってしまったり、次の資材を早く持って来すぎてしまい作業の邪魔になったりすることがあった。
【解決手段】測定値に対応した信号を外部へ取り出せるようにしダイヤルノギス4と、演算表示装置3とを接続して巻回帯状体残量長測定装置1を構成する。巻回帯状体51の残量長Lは、ダイヤルノギス4で巻回帯状体直径D,芯筒直径d,および帯状体厚さtを測定し、演算表示装置3でπ(D2 −d2 )÷4tの演算をさせれば正確に求められる。
(もっと読む)
研削機の圧延ロール径計測装置及び圧延ロールの径計測方法
【課題】圧延ロールの軸芯がズレている場合でも正確に圧延ロールの径を計測することができる研削機における圧延ロール径計測装置を提供する。
【解決手段】回転自在に支持された圧延ロール2を砥石30で研削する研削機Aの圧延ロール径計測装置1であって、圧延ロールの上方側から自重により当該圧延ロールに設置され且つ当該圧延ロールの外周面に2点で接触可能なブロック体4と、ブロック体4の接触点の間に取り付けられ且つ圧延ロールの径の変位を計測可能な変位計5と、ブロック体4を圧延ロールの上方側で支持する支持機構6と、変位計5の計測値に基づいて圧延ロールの径を算出可能な算出部7を備え、ブロック体4は、圧延ロールの外周面に沿って移動可能となるように、支持機構6により支持されている。
(もっと読む)
測定ヘッド及び測定ヘッドの調整確認方法
【課題】
測定ヘッドのアームの位置確認と調整が容易にできる測定ヘッド及び測定ヘッドの調整確認方法を提供すること。
【解決手段】
測定ヘッド1の本体部1Aの外部に調整確認治具2を取り付け、調整確認治具2によりアーム11、11の位置の調整、確認を行う。
(もっと読む)
測定ヘッド及び測定ヘッドの調整確認方法
【課題】
測定ヘッドと被測定物との位置関係の確認、調整を容易行うことが可能な測定ヘッド及び測定ヘッドの調整確認方法を提供すること。
【解決手段】
測定ヘッド1の本体部1Aの外部に確認治具3を取り付け、確認治具3により測定ヘッド1の中心位置とワークWの中心位置の確認、調整を行う。
(もっと読む)
ウエハの幾何学的変数の測定方法
【課題】ウエハ端部形状にかかわらず、測定対象ウエハの中心点を確実に測定する方法を提供すること。
【解決手段】ウエハ16を挿入するウエハホルダ30は3つ以上の物理的接触要素22を備える。ウエハは接触要素22に物理的に接触する。接触要素は、ウエハ16の中心点40がその内側に入るような幾何学的形状を規定するように、ウエハホルダ30に分散配置される。各接触要素22の位置が測定され、所望のウエハ16の幾何学的変数が接触要素22の位置から計算される。
(もっと読む)
ボールねじ測定装置およびその測定方法
【課題】 ボールねじのナットおよび軸のねじ径を、容易にかつ精度良く測定することができるボールねじ測定装置およびその測定方法を提供する。
【解決手段】 測定子本体26の先端を、被検査物Wnのねじ溝Wnaに測定圧を付与して当接させ、移動体19等に対し、カウンターウェイト5を用いて移動体19等の移動方向の重量バランスをとり、支持台11を回転させて測定子本体26の変位量を測定器6により測定する。
(もっと読む)
加工品の外径測定方法及び装置
【課題】 はさみゲージを用いた加工品の外径測定作業の生産性を向上すること。
【解決手段】 加工品の外径測定方法において、はさみゲージ11を取付けたスライダ14、16を、テーブル12上に設置したスライドガイド13、15に沿ってパルスモータ21により移動させることにより、はさみゲージ11を加工品の外径に対して進ませ、パルスモータ21の負荷電流が一定値をこえたことを条件にはさみゲージ11が加工品の外径に衝合したこと、そのときのパルスモータ21のパルス量により加工品の外径に対するはさみゲージ11の衝合位置を判定し、加工品の外径が許容範囲内にあるか否かを測定するもの。
(もっと読む)
21 - 30 / 47
[ Back to top ]