
国際特許分類[G01N21/89]の内容
物理学 (1,541,580) | 測定;試験 (294,940) | 材料の化学的または物理的性質の決定による材料の調査または分析 (128,275) | 光学的手段,すなわち.赤外線,可視光線または紫外線を使用することによる材料の調査または分析 (28,618) | 特殊な応用に特に適合したシステム (7,977) | きず,欠陥,または汚れの存在の調査 (6,670) | 動いている材料,例.紙・織物,の中の (1,103)
国際特許分類[G01N21/89]の下位に属する分類
国際特許分類[G01N21/89]に分類される特許
71 - 80 / 161
弾性体外観検査方法
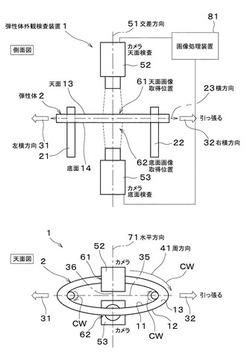
【課題】弾性体に生じた割れを検出することができる弾性体外観検査方法を提供する。
【解決手段】弾性体2に生じたひび割れは、弾性体2を変形する際に開口し、この開口状態で各カメラ52,53で取得された画像を用いて画像処理装置81によって割れの検出を行う。このため、通常時に閉鎖するひび割れであっても、その開口部を開口して天面13及び底面14に顕在化させることができる。これにより、変形状態で撮像した取得画像106では、ひび割れ102を目立たせることができるので、取得画像106を用いて画像解析する際には、ひび割れ102の検出が容易となる。
(もっと読む)
表面検査装置および表面検査方法

【課題】移動物体を簡易な構成で正確に表面検査する表面検査装置を得ること。
【解決手段】移動物体を相対移動させながら移動物体の各部分を順次撮像し、撮像した各部分の画像を組み合わせることによって得られる移動物体の画像に基づいて、移動物体の表面検査を行う表面検査装置において、移動物体の実寸法および移動物体の画像上での画素数に基づいて、移動物体を撮像した際に移動物体の速度変化に起因して変化する画像上での伸縮率を、移動物体の所定領域毎に算出する伸縮率算出部12と、伸縮率に基づいて、移動物体の各領域の画像を移動物体の実寸法に応じた比率の画像に修正する画像修正部13と、修正後の画像を用いて移動物体の表面異常を抽出するとともに、抽出した表面異常部分の画像上での画素数に基づいて、抽出した表面異常部分の実寸法を算出する表面検査部14と、を備える。
(もっと読む)
駆動ベルト製造プロセスにおいて又は駆動ベルト製造プロセスのために製造されたリングコンポーネントを検査するための方法及び装置
本発明は、リング(30)を部分的にカメラ(50a)とカメラ(50a)に向けられた光源(51a)との間に配置するステップを有しており、この場合、カメラ(50a)の観点から光源(51a)が部分的に見えかつ部分的にリング(30)によって妨げられ、これにより、リングの軸方向に面した側面(43)の輪郭の少なくとも部分を見せるようになっており、リング(30)、すなわち前記輪郭の部分の画像を撮影するためにカメラを使用するステップと、このように撮影された画像を分析することによって、特に理論的に所望の形状からの実際の形状のずれを検出することによって、前記輪郭の部分の形状にリング(30)の品質を関連づけるステップとを有する、駆動ベルト(3)製造プロセスにおいて又は駆動ベルト(3)製造プロセスのために製造されたリングコンポーネント(30)の品質を検査するための方法を提供する。 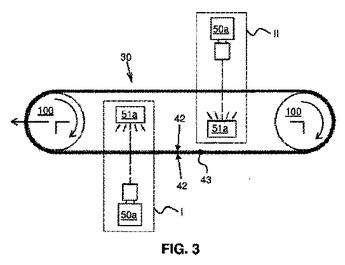 (もっと読む)
(もっと読む)
光学フィルムの検査方法
【課題】面内位相差をRe、厚さ方向の位相差をRthとしたとき、Re≦20nmかつ|Rth|≧20nmを満たす液晶フィルムを含む光学フィルムの欠陥の検査を的確に行うことができる光学フィルムの検査方法を提供する。
【解決手段】下記式を満たす第1液晶フィルムを含む光学フィルムの検査方法であって、前記光学フィルムに対し、光源から第1偏光板を通して光を照射し、前記光学フィルムに対して、前記光源と反対側に1軸延伸フィルムからなる第1位相差フィルムと第2偏光板とを積層した欠陥検査用素子を、前記第1位相差フィルムを前記光学フィルム側に隣接するように配置し、前記光学フィルムを検査することを特徴とする光学フィルムの検査方法。
Re≦20[nm]
|Rth|≧20[nm]
(ここで、Reは前記第1液晶フィルムの面内の位相差値、Rthは前記第1液晶フィルムの厚さ方向の位相差を意味する。)
(もっと読む)
検査装置及び検査方法
【課題】筒状成形体に生じた傷、歪みその他の異常を、高い精度で、かつ、効率よく検査することのできる検査装置及び検査方法を提供する。
【解決手段】樹脂の成形により成形した筒状成形体に対して検査光を照射する光源と、筒状成形体の内部に配置した第1偏光手段と、筒状成形体の外部であって、検査光の進行方向上に配置した第2偏光手段と、検査光が第1偏光手段及び第2偏光手段を通ることによって生ずる干渉模様を撮像する撮像手段と、干渉模様に基づいて筒状成形体の、歪み、形状及び外観のうち少なくとも一つを解析する解析手段と、を備える。
(もっと読む)
基板外観検査装置
【課題】高性能の装置を用いることなく、搬送路上を搬送されてくる検査基板の精密な画像を得て精度よく検査すること。
【解決手段】基板外観検査装置1は、基板33を一定方向に沿って移動させる搬送ライン25と、基板33に対して照明光を出射する照明部13と、照明部13から出射され基板33において反射した反射光、または、基板33を透過した透過光を受光する撮像部15と、照明部13および撮像部15を一体的に移動させる駆動部7と、駆動部7の駆動を制御する制御部11とを有し、制御部11は、駆動部7による照明部13および撮像部15の移動を基板33の移動方向と同一方向に沿って移動させる。
(もっと読む)
メタリック塗膜の色ムラ評価方法
【課題】本発明の目的は、汎用性のない特殊な装置を用いることなくメタリック塗膜の色ムラを目視評価と極めて相関の高い定量値として得ることができるメタリック塗膜の色ムラ評価方法を提供することにある。
【解決手段】本発明のメタリック塗膜の色ムラ評価方法は、メタリック塗膜上において、複数の測定点を選択する第1ステップと、その測定点の各々において、光を入射しその受光を測定することにより測色または反射強度測定を実施する第2ステップと、該第2ステップで得られた測色または反射強度測定のデータを処理する第3ステップとを含み、該第2ステップは、各測定点に対して入射光軸と受光光軸とを含む測定面が2以上存在するように、2以上の光軸の光を異なったタイミングで入射することを特徴とするものである。
(もっと読む)
欠点検査装置
【課題】従来のコイン型電池用ガスケットの人による目視での欠点および外観の全数検査を無くし、特に二次電池用ガスケットの微小欠点を自動で精度良く効率的に検査判定するための欠点検査装置を提供することを目的とする。
【解決手段】本発明の欠点検査装置は、射出成形品であるコイン型電池用ガスケットの表裏面を反転させることなく、複数のカメラにより表裏両面の撮影が可能な検査部位構造を有する回転テーブルからなることを特徴とし、その撮影画像からガスケットの良否を判定、選別する機構を具備し、自動で精度良く効率的に検査判定することができる。
(もっと読む)
広スペクトル光源を有する選別デバイスとその方法
本発明は、広帯域光源と選別デバイスとを備えるシステムに関し、より詳細にはレーザ式選別デバイスに関する。本発明の目的は、選別プロセスに対して全ての波長を提供する光源を有する選別デバイスを備えるシステムを提供することにある。このことは、全ファイバ・スーパコンティニューム光源を使用することにより解決される。 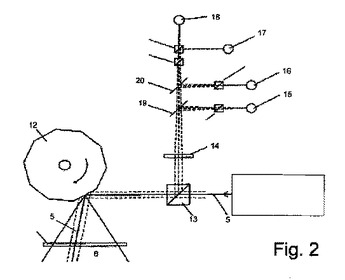 (もっと読む)
(もっと読む)
印刷品質検査装置
【課題】蛍光印刷と通常印刷を同時に検知することにより蛍光印刷の印刷位置ずれを検知することのできる印刷品質検査装置を提供する。
【解決手段】紫外線ランプ11は、読取面24に紫外線を照射することによって蛍光印刷されている紙葉類Pの蛍光剤Paを励起発光させる。蛍光検知部30と紫外線検知部20は、読取面24の同一検知位置を同一タイミングで検知する。蛍光検知部30は、励起発行された蛍光を光学フィルタ22で透過させラインセンサ23aで検知し、紫外線検知部20は、読取面から反射される紫外線を光学フィルタ32で透過させ、紫外線(可視光)に感度を有するラインセンサ33aで検知する。紙葉類が読取面を通過することによって検知データが読み込まれメモリに記憶される。このようにして記憶された蛍光画像データ及び可視光画像データから蛍光印刷の印刷位置ずれを検査する。
(もっと読む)
71 - 80 / 161
[ Back to top ]