
国際特許分類[H05K13/00]の内容
電気 (1,674,590) | 他に分類されない電気技術 (122,472) | 印刷回路;電気装置の箱体または構造的細部,電気部品の組立体の製造 (64,965) | 電気部品の組立体の製造または調整に特に適した装置または方法 (5,362)
国際特許分類[H05K13/00]の下位に属する分類
国際特許分類[H05K13/00]に分類される特許
11 - 20 / 220
電子部品装着装置及び電子部品装着方法
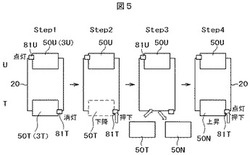
【課題】2ラインを有するデュアルライン装置であって、一方のライン運転中に、他方のラインのフィーダカートを脱着し、フィーダカート交換等の段取り作業を可能とする電子部品装着装置及び電子部品装着方法を提供する。
【解決手段】中央部に2つの(デュアル)生産ラインU,Tを備え、生産ラインU,Tの外側にあるフィーダエリア3U,3Tに装着されたフィーダカート50U,50Tに搭載された電子部品を供給する複数のフィーダから前記電子部品を取り出し、2本の装着ヘッドで前記基板に前記電子部品を装着する電子部品装着装置又はその方法において、一方の前記装着ヘッドで前記一方の生産ラインの前記基板に装着し、他方の前記装着ヘッドで前記他方の生産ラインの前記基板に装着する独立生産モードを有し、前記他方の生産ライン側に設けられた他方側のフィーダカートの脱着が可能かを判断し、脱着可能ならば、前記他方側のフィーダカートが脱着する。
(もっと読む)
部品実装システム及び部品実装方法

【課題】オペレータがシャフト部材に対する緩衝機能が低下している吸着ノズルを的確に把握して適切な処置を迅速に施すことができるようにした部品実装システム及び部品実装方法を提供することを目的とする。
【解決手段】装着ヘッド24が装着した基板2上の各部品4の目標装着位置P0からの位置ずれ量を算出した後(ST15)、その算出した基板2上の各部品4の目標装着位置P0からの位置ずれ量と予め定められた基板2上の各部品4に関する吸着ノズル34の識別子及び装着順序とに基づいて、吸着ノズル34ごとの部品4の目標装着位置P0からの位置ずれ量の時系列的な推移を算出する(ST16)。そして算出した吸着ノズル34ごとの部品4の目標装着位置P0からの位置ずれ量の時系列的な推移に基づいて、部品4の目標装着位置P0の位置ずれ量が漸増している吸着ノズルを特定し(ST17)その特定した吸着ノズル34の識別子を報知する(ST19)。
(もっと読む)
電子部品実装システムおよび電子部品実装方法
【課題】複数の基板搬送機構を備えた電子部品実装システムにおいて、トレイフィーダに収納された電子部品を実装対象に含む基板を何れの基板搬送機構においても制約なく生産することが可能な電子部品実装システムおよび電子部品実装方法を提供することを目的とする。
【解決手段】第1の基板搬送機構12A、第2の基板搬送機構12Bを備えた電子部品搭載装置M1〜M4Aを連結して構成された電子部品実装システム1において、電子部品搭載装置M4Aは第1の作業動作機構としての部品搭載機構の第1の搭載ヘッド15Aによって取り出される電子部品を収納する第1のトレイフィーダ20Aと、第2の作業動作機構としての部品搭載機構の第2の搭載ヘッド15Bによって取り出される電子部品を収納する第2のトレイフィーダ20Bとを備えた。
(もっと読む)
部品実装ライン
【課題】部品実装ラインを構成する複数台の装置に対する作業を効率良く行うことができるようにする。
【解決手段】部品実装ライン11を構成する複数台の装置12〜14と無線LANで接続されるタブレットPC15を備え、複数台の装置12〜14の表示機能及び入力機能を実現するプログラムをタブレットPC15に搭載して該タブレットPC15の画面に各装置12〜14の表示/入力画面を表示させて各装置12〜14のユーザーインターフェースを共通化する。各装置12〜14は、タブレットPC15に対して画面遷移の指示と作業者による入力の指示を伝送する機能を備える。画面サイズが異なる複数のタブレットPC15は、画面サイズに応じて画面構成要素(例えばボタン、リストビュー、コンボボックス等)を切り換える機能を備える。
(もっと読む)
作業機本体移動装置
【課題】ねじ機構により作業機本体をベースに対して移動させる作業機本体移動装置を改善する。
【解決手段】印刷機本体20が保持する雄ねじ部材148の前端部にフランジ部240を設けてロッド252を軸方向に相対移動可能に嵌合し、その移動により、ロッド252のフランジ部240から後方への突出部に取り付けた係合板292を、ベース22に固定の係合部材330と係合する係合位置と、軸方向において係合部材330から外れ、係合しない非係合位置とに移動させる。印刷機本体20のベース22からの引出し時には着脱ハンドル302の操作部308を貫通孔250に挿入し、ロッド252を後退させて係合板292を非係合位置へ移動させ、雄ねじ部材148の回転を許容させる。引出し後、作業者は着脱ハンドル302をフランジ部240から取り外し、別の作業者がフランジ部240を回転させて印刷機本体20を後退させることができないようにする。
(もっと読む)
部品計数治具
【課題】小型部品の定量管理に使用可能であると共に、作業性を改善し、作業効率を向上させるようにした部品計数治具を提供する。
【解決手段】部品30が通過する大きさの貫通孔12a,14aが複数個穿設されると共に、貫通孔12a,14aに部品30が挿入されるとき、部品30の通過を阻止する第1位置と部品30の通過を許容する第2位置との間で相対変位自在に構成される第1、第2の板状部材12,14と、第1の板状部材12を第2の板状部材14に対して第1位置に付勢する付勢手段(バネ)16と、作業員の操作自在に設けられ、操作されるとき、付勢手段16の付勢力に抗して第1の板状部材12を第2の板状部材14に対して第2位置に移動自在な移動手段18(把持部)とを備える。
(もっと読む)
電子部品実装システム
【課題】適切なタイミングでメンテナンスを実行可能な電子部品実装システムを提供する。
【解決手段】駆動源の作動により実装作業を実行する複数の作業実行装置と、作業に必要な情報を処理する情報処理装置と、処理される情報に基づいて作業実行装置の作動を制御する制御装置とを備えた実装システムにおいて、作業実行装置の駆動源の作動によって作業を実行するために要する時間と、情報処理装置によって情報を処理するために要する時間との少なくとも一方の作業・処理時間tSを測定し、その測定値を累積的に記憶するとともに、累計的に記憶された作業・処理時間に基づいて、作業・処理時間tSが閾時間tS0を超えるまでの時間である猶予時間TYを推定するように構成する。このような構成により、システムを構成する装置が不良となるまでにどのくらいの猶予があるかを知ることが可能となり、適切なタイミングでメンテナンスを実行することが可能となる。
(もっと読む)
電子部品の実装装置及び実装方法
【課題】この発明は液晶パネルにTCPを精度よく実装することができるようにした実装装置を提供することにある。
【解決手段】液晶パネル4のTCP6が接続された側辺部の下面を支持するバックアップツール17と、バックアップツールの上方に対向して配置され加圧用駆動源16によって下降方向に駆動されることで、液晶パネルの側辺部の上面に仮圧着されたTCPを加圧加熱して異方性導電部材5を溶融硬化させて本圧着するヒータ15bを有する加圧ツール15と、加圧ツールによって本圧着された液晶パネルの第1のリードとTCP6の第2のリードとのずれ量を測定する測定部41と、測定部が測定した第1のリードと第2のリードのずれ量に基いて加圧用駆動源による加圧ツールの下降速度を制御してTCPが液晶パネルに本圧着される前に加圧ツールの熱によって膨張する長さを設定する制御装置を具備する。
(もっと読む)
隠し表示の識別方法
【課題】止め具を黒鉛治具固定用ピンから簡易に脱着する。
【解決手段】黒鉛治具2,3が連結具150により固定される。連結具150は、黒鉛治具固定用ピン100と、非環状のE形リング10とを有する。黒鉛治具固定用ピン100の軸101には、その周面に沿って環状の溝が形成されている。黒鉛治具固定用ピン100の軸101が孔2b,3aに挿入され、凹部2a内で、黒鉛治具固定用ピン100の軸101に形成された溝にE形リング10が係合する。黒鉛治具固定用ピン100の先端に力を加えることにより、E形リング10が黒鉛治具固定用ピン100から外れる。
(もっと読む)
基板生産システム
【課題】第1および第2のリフローを搬送レーンの基板搬送方向の中間位置に並設することにより、ライン長を短縮できる基板生産システムを提供する。
【解決手段】デュアルコンベアの搬送方向の中間位置に配設され、第1および第2の搬送レーンを搬送される基板Bをそれぞれリフロー処理する第1および第2のリフロー25、26と、第1のリフローの直前の前段に配設され、第1の搬送レーンを搬送される基板に対して部品を実装する第1の部品実装装置23と、第2のリフローの直前の前段に配設され、第2の搬送レーンを搬送される基板に対して部品を実装する第2の部品実装装置28と、第1のリフローの直後の後段に配設され、第1の搬送レーンを搬送される基板に対して検査あるいは組み立て等の付帯作業を実施する第1の付帯作業装置27と、第2のリフローの直後の後段に配設され、第2の搬送レーンを搬送される基板に対して検査あるいは組み立て等の付帯作業を実行する第2の付帯作業装置24とを有する。
(もっと読む)
11 - 20 / 220
[ Back to top ]