
強化ガラス板及びカバーガラスの製造方法並びにカバーガラス

【課題】より高強度でかつ軽量である強化ガラス板について、その製造方法を提供すること。
【解決手段】ガラス板を化学強化する化学強化工程と、前記化学強化工程後に、前記ガラス板の表面を、平均粒径が80nm以下のコロイダルシリカを含むスラリーを用いて研磨する強化後研磨工程と、を含む、強化ガラス板の製造方法。
【解決手段】ガラス板を化学強化する化学強化工程と、前記化学強化工程後に、前記ガラス板の表面を、平均粒径が80nm以下のコロイダルシリカを含むスラリーを用いて研磨する強化後研磨工程と、を含む、強化ガラス板の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は強化ガラス板及びカバーガラスの製造方法並びにカバーガラスに関する。
【背景技術】
【0002】
スマートフォンなどの携帯電話やPDAなどの携帯機器において、ディスプレイを保護するため、カバーガラスが用いられる。近年、携帯機器の薄型化・軽量化への技術が要求され、カバーガラスの軽量化及び薄板化が進行している。一般的に、ガラス板が薄くなると強度が低下するため、従来よりも強度の高いカバーガラスが求められる。
【0003】
ガラス板の強度不足を補う方法として、ガラス板をイオン交換法などにより化学強化する技術が開発されている(例えば、特許文献1)。特許文献1では、化学強化により、ガラス板の表面に圧縮応力層を形成することで、撓みを抑え、また破損しにくいガラス板とその製造方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平7−223845号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、カバーガラスに用いられるガラス板においては、その主表面に外部より大きい応力をうけるため、より高強度、より軽量であることが要求される。
【0006】
そこで、本発明では、より高強度でかつ軽量である強化ガラス板について、その製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の態様によれば、
ガラス板を化学強化する化学強化工程と、
前記化学強化工程後に、前記ガラス板の表面を、平均粒径が80nm以下のコロイダルシリカを含むスラリーを用いて研磨する強化後研磨工程と、
を含む、強化ガラス板の製造方法が提供される。
【0008】
また、本発明の他の態様によれば、
ガラス板を化学強化する化学強化工程と、
前記化学強化工程後に、前記ガラス板の表面を、ウェットエッチングする強化後エッチング工程と、
を含む、強化ガラス板の製造方法が提供される。
【発明の効果】
【0009】
本発明によれば、以下の効果を奏する。
【0010】
より高強度でかつ軽量である強化ガラス板について、その製造方法を提供できる。
【図面の簡単な説明】
【0011】
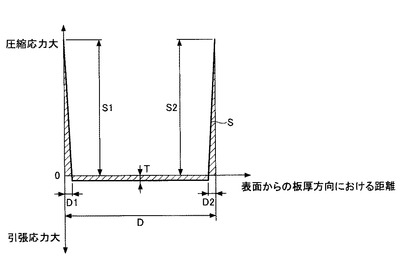
【図1】図1は、化学強化後のガラス板の残留応力の厚さ方向分布を例示する模式図である。
【図2】図2は、強度試験の方法を説明するための概略図である。
【発明を実施するための形態】
【0012】
以下、本発明を、図を参照することにより詳細に説明する。
【0013】
[化学強化工程]
化学強化用のガラス板の組成は、化学強化をすることができれば、特に限定されない。好ましいガラス板の組成としては、例えば、酸化物基準のモル%表示で、SiO2:50〜80%、Al2O3:2〜25%、Li2O:0〜10%、Na2O:0〜18%、K2O:0〜10%、MgO:0〜15%、CaO:0〜5%及びZrO2:0〜5%を含むガラスである。
【0014】
他にも、酸化物基準のモル%表示で、SiO2:50〜74%、Al2O3:1〜10%、Na2O:6〜14%、K2O:3〜11%、MgO:2〜15%、CaO:0〜6%及びZrO2:0〜5%を含み、SiO2及びAl2O3の含有量の合計が75%以下、Na2O及びK2Oの含有量の合計が12〜25%、MgO及びCaOの含有量の合計が7〜15%であるガラス、SiO2:68〜80%、Al2O3:4〜10%、Na2O:5〜15%、K2O:0〜1%、MgO:4〜15%及びZrO2:0〜1%を含むガラス、SiO2:67〜75%、Al2O3:0〜4%、Na2O:7〜15%、K2O:1〜9%、MgO:6〜14%及びZrO2:0〜1.5%を含み、SiO2及びAl2O3の含有量の合計が71〜75%、Na2O及びK2Oの含有量の合計が12〜20%であり、CaOを含有する場合、その含有量が1%未満であるガラスを使用することが好ましい。
【0015】
ガラス板は、フロート法、フュージョンダウンドロー法、スリットダウンドロー法、リドロー法などの方法により作製される。
【0016】
また、ガラス板の厚みは、用途によって異なるが、携帯電話などのカバーガラス用途の場合、通常、0.2mm〜2.5mm程度である。
【0017】
化学強化する工程では、ガラスの表面をイオン交換し、圧縮応力が残留する表面層を形成させる。具体的には、ガラスの表面をイオン交換することにより、ガラスに含まれる小さなイオン半径のイオン(例えば、Liイオン、Naイオン)が、大きなイオン半径のイオン(例えば、Kイオン)に置換される。これにより、ガラスの表面に圧縮応力が残留し、ガラスの強度が向上する。
【0018】
図1に、化学強化後のガラス板の残留応力Sの厚さ方向分布を示す模式図を示す。図1において、S1はガラス板の一方の面層(表面層と呼ぶ)の最大残留圧縮応力、S2は他方の面層(裏面層と呼ぶ)の最大残留圧縮応力(通常、S1=S2である)、D1は表面層の厚さ、D2は裏面層の厚さ、Dはガラス板の厚さ、Tは表面層と裏面層との間に存在する中間層の平均残留引張応力をそれぞれ示す。また、図1における水平軸は、表面層を基準点(=0)とした場合の、板厚方向の距離を示している。
【0019】
図1に示すように、表面層や裏面層に残留する圧縮応力は、表面および裏面から内部に向けて徐々に小さくなる傾向にある。一方で、圧縮応力が残留する表面層および裏面層などを形成する反作用として、表面層と裏面層との間には、引張応力が残留する中間層が形成される。この時、中間層に残留する引張応力は、ほぼ一定となる。
【0020】
図1におけるS1、S2(通常S2=S1)、D1、D2(通常D2=D1)、Tは、強化処理条件で調節可能であり、化学強化用の処理液の濃度や温度、化学強化用のガラスを処理液に浸漬する時間などにて当業者が調節可能である。本発明における化学強化の条件及び方法は、特に限定されず、公知の方法を使用できる。具体的には、ガラス板を、例えば、400℃〜450℃のKNO3溶融塩に1時間〜10時間浸漬することにより化学強化処理が施される。また、化学強化後に、ガラス板に付着する溶融塩などの付着物などを除去する目的で、水で洗浄することが好ましい。
【0021】
イオン交換による化学強化を施したガラス板は、その表面に欠陥が発生する。また、最大で1μm程度の微細な凹凸が残留することがある。ガラスに力が作用する場合、前述の欠陥や微細な凹凸が存在する箇所に応力が集中し、理論強度よりも小さな力でも割れることがある。そのため、本発明では、化学強化後のガラスの少なくとも一方の表面に存在する、欠陥及び微細な凹凸を有する層(異質層と呼ぶ)を除去する。なお、欠陥が存在する異質層の厚さは、化学強化の条件にもよるが、通常、0.01〜0.5μmである。
【0022】
[強化後研磨工程]
欠陥及び微細な凹凸を含む異質層を除去する方法としては、平均粒径が80nm以下のコロイダルシリカを含む砥粒を用いて研磨を行う方法が挙げられる。
【0023】
コロイダルシリカとは、シリカ又はその水和物のコロイドを指し、通常、粒子径が10〜300nmである。本発明のガラス板の強化方法で使用するコロイダルシリカの粒径としては、平均粒径が80nm以下であることが好ましく、20nm以下であることがより好ましい。平均粒径が80nm以下の微細な砥粒を含むスラリーを用いることにより、研磨後のガラス基板表面の異質層を除去できるだけでなく、表面粗さRaを0.3nm未満とすることができる。これにより、ガラス板の強度試験においても、十分な強度を達成することができる。なお、研磨時における、回転速度や研磨圧力などは、ガラス板の組成などに応じて、当業者が適宜選択できるものである。
【0024】
コロイダルシリカを含むスラリーを用いて研磨する前に、酸化セリウムなどの希土類酸化物、酸化ジルコニウム、酸化アルミニウム、酸化マグネシウム、酸化ケイ素、炭化ケイ素、酸化マンガン、酸化鉄、ダイヤモンド、窒化ホウ素及びジルコンなどの、公知の砥粒を含むスラリーを用いて研磨しても良い。しかしながら、これらの従来の研磨方法で研磨を行う場合、研磨後に、平均粒径が80nm以下のコロイダルシリカを含む砥粒を用いて仕上げ研磨を行う。一般的に、例えば、酸化セリウム(CeO2)の砥粒を含むスラリーを用いて、研磨工程を行う場合、酸化セリウムの砥粒は、平均的に1.1μm(=1100nm)の粒径を有する。そのため、研磨工程前に発生した撓みや凹みが残存し、通常Raが0.3nm以上となる。Raが0.3nm以上の場合、十分なガラスの強度が得られない場合があり、好ましくない。
【0025】
[強化後エッチング工程]
欠陥及び微細な凹凸を含む異質層を除去する方法としては、ウェットエッチングにより異質層を除去する方法も好ましい。この場合、欠陥及び微細な凹凸を含む異質層を除去することができれば、エッチングの条件としては特に限定されない。例えば、エッチング液として、フッ酸、フッ酸を主成分とする酸性溶液、フッ酸に硫酸、塩酸、リン酸、硝酸、ケイフッ酸のうちの少なくとも1つの酸を含む混酸の他、苛性ソーダや苛性カリ等のアルカリ類を使用することができる。また、エッチング温度は通常10℃〜60℃であり、好ましくは20℃〜40℃である。さらに、エッチング時間は、通常30秒〜30分であり、好ましくは1分〜10分である。これらのエッチングの条件は、使用するガラス基板の材質などに応じて、反応物が析出することのないように、当業者が適宜選択できるものである。
【0026】
研磨やエッチング後のガラス板の表面には、付着物が付着していることがあるため、処理後のガラス板は洗浄することが好ましい。洗浄方法としては特に限定されず、公知の方法を使用できるが、例えば、超音波を印加した状態で、硫酸、塩酸又は硝酸などの水溶液で洗浄することができる。
【0027】
[その他の工程]
本発明の強化ガラス板の製造方法は、化学強化する工程の前に、ガラス板の表面に存在する傷(クラック)やガラス板の撓みや凹みを除去する、その他の工程を含んでも良い。具体的な例を挙げると、ガラスの表面には、一般に、グリフィスフローと呼ばれるクラックが存在する。ガラスの表面に引っ張り応力がかかった場合、このクラックに応力集中が発生し、クラックが進展してガラスの破壊に至る。なお、ガラス表面のクラックの長さは、通常、0.1μm〜3μm程度である。
【0028】
化学強化処理の前に、ガラス板の表面のクラックを除去する方法としては、前述の表面異質層を除去する工程と同様に、ガラス板の表面を研磨する方法又はエッチングする方法が挙げられる。
【0029】
ガラス板の表面を研磨してクラックを除去する場合、ガラス表面に存在するクラックを除去することができれば、研磨方法は限定されない。例えば、酸化セリウムなどの希土類酸化物、酸化ジルコニウム、酸化アルミニウム、酸化マグネシウム、酸化ケイ素(コロイダルシリカを含む)、炭化ケイ素、酸化マンガン、酸化鉄、ダイヤモンド、窒化ホウ素及びジルコンなどの砥粒を含むスラリーを使用して研磨することなどが挙げられる。これらの砥粒は、1種類を単独で使用しても良く、2種類以上を併用して使用しても良い。
【0030】
上述の砥粒の群において、前述の表面異質層を除去する工程と同様に、平均粒径80nm以下のコロイダルシリカを砥粒として含有するスラリーを用いて研磨を行うことが、ガラス板の表面を均一に研磨でき、十分な強度を達成できるため、好ましい。また、酸化セリウムなどの希土類酸化物、酸化ジルコニウム、酸化アルミニウム、酸化マグネシウム、酸化ケイ素、炭化ケイ素、酸化マンガン、酸化鉄、ダイヤモンド、窒化ホウ素及びジルコンなどの、公知の砥粒を含むスラリーを用いて研磨した後に、平均粒径80nm以下のコロイダルシリカを砥粒として含有するスラリーを用いて研磨を行うことが、より好ましい。
【0031】
ウェットエッチングによりクラックを除去する場合においても、ガラス表面に存在するクラックを除去することができれば、エッチングの条件としては特に限定されない。例えば、エッチング液として、フッ酸、フッ酸を主成分とする酸性溶液、フッ酸に硫酸、塩酸、リン酸、硝酸、ケイフッ酸のうちの少なくとも1つの酸を含む混酸の他、苛性ソーダや苛性カリ等のアルカリ類を使用することができる。また、エッチング温度は通常10℃〜60℃であり、好ましくは20℃〜40℃である。さらに、エッチング時間は、通常30秒〜30分であり、好ましくは1分〜10分である。これらのエッチングの条件は、使用するガラス基板の材質及びクラックの大きさなどに応じて、反応物が析出することのないように、当業者が適宜選択できるものである。
【0032】
[カバーガラスの製造方法]
本発明のガラス板の強化方法は、携帯電話、デジタルカメラ、タッチパネルディスプレイ等のディスプレイ用カバーガラスの製造方法に応用することができる。強化ガラスの製造方法は、用途によっても異なり、本発明のガラス板の強化方法を使用すれば、その他の工程としては特に限定されない。一例を下記に示すが、本発明はこの例に限定されない。
【0033】
まず、準備したガラス素板を、切断、穴あけ、切り欠き、研磨、糸面取りなどの工程を経て、最終的に仕上げる所望の大きさ、形状に成形する。この時、後の工程のハンドリングの向上及びプロセスコストを削減するために、最終的に仕上げる所望の大きさよりも大きい大きさに切断しておき、全ての加工工程が終了した後に、所望の大きさ、形状に成形しても良い。
【0034】
成形されたガラス板は、本発明のガラス強化方法により、強化される。強化されたガラス板には、印刷、反射防止コーティング、機能性フイルムの貼り合せなどが行なわれ、カバーガラスが製造される。
【実施例】
【0035】
以下に、実施例などにより本発明を具体的に説明するが、本発明はこれらの例によって限定されるものではない。
【0036】
全ての実施例及び比較例において、フロート法により成形した後に切断して得た縦50mm×横50mm×厚さ1.1mmの平板ガラスを用いた。使用した平板ガラスの組成は、酸化物基準のモル%表示で、SiO2:64%、Al2O3:8%、MgO:11%、Na2O:12.5%、ZrO2:0.5%であった。
【0037】
なお、実施例及び比較例におけるボトム面及びトップ面とは、フロート法による成形の際に、溶融錫に接した面(ボトム面)と、その反対側の面(トップ面)のことを指す。
【0038】
以下の実施例および比較例では、次の各工程を適宜組み合わせて行った。
【0039】
(化学強化)
平板ガラスを、KNO3溶融塩に浸漬し、イオン交換処理した後、室温付近まで冷却することにより化学強化する。このとき、KNO3溶融塩の温度は435℃とし、浸漬時間は4時間とする。得られた化学強化ガラスは水洗いし、次の工程に供する。
【0040】
(酸化セリウム研磨)
研磨スラリーとして、平均粒子直径(d50)が1μmの酸化セリウムを水に分散させてスラリーを作製し、得られたスラリーを用いて、平板ガラスを約3.0μm研磨する。
【0041】
(コロイダルシリカ研磨)
研磨スラリーとして、平均粒子直径(d50)が80nmのコロイダルシリカ(コンポール80;フジミインコーポレーテッド社製)を水に分散させてスラリーを作製し、得られたスラリーを用いて平板ガラスを約0.2μm研磨する。
【0042】
(ウェットエッチング)
エッチング液として、フッ酸及び塩酸の混酸(フッ酸0.55質量%、塩酸5.8質量%)を用いて、平板ガラスを20℃、5分エッチングする。
【0043】
[実施例1]
前記化学強化工程により平板ガラスを強化した後、酸化セリウム研磨を行い、次いでコロイダルシリカ研磨を行った。前記酸化セリウム研磨およびコロイダルシリカ研磨は、トップ面およびボトム面の両面に対して行った。
【0044】
[実施例2]
前記化学強化工程により平板ガラスを強化した後、ウェットエッチングを行った。前記ウェットエッチングは、トップ面に対して行った。
【0045】
[実施例3]
平板ガラスに酸化セリウム研磨を行った後、前記化学強化工程により平板ガラスを強化し、再び酸化セリウム研磨を行い、さらにコロイダルシリカ研磨を行った。前記酸化セリウム研磨およびコロイダルシリカ研磨はトップ面に対して行った。
【0046】
[実施例4]
平板ガラスに酸化セリウム研磨を行った後、コロイダルシリカ研磨を行い、化学強化工程により平板ガラスを強化した後、再び酸化セリウム研磨を行い、さらにコロイダルシリカ研磨を行った。前記酸化セリウム研磨およびコロイダルシリカ研磨はトップ面に対して行った。
【0047】
[実施例5]
平板ガラスに酸化セリウム研磨を行い、化学強化工程により平板ガラスを強化した後、ウェットエッチングを行った。前記酸化セリウム研磨およびウェットエッチングはトップ面に対して行った。
【0048】
[実施例6]
平板ガラスに酸化セリウム研磨を行った後、コロイダルシリカ研磨を行い、化学強化工程により平板ガラスを強化した後、ウェットエッチングを行った。前記酸化セリウム研磨、コロイダルシリカ研磨およびウェットエッチングはトップ面に対して行った。
【0049】
[実施例7]
平板ガラスのトップ面およびボトム面をウェットエッチングした後、化学強化工程により平板ガラスを強化し、再び両面に対してウェットエッチングを施した。
【0050】
[比較例1]
平板ガラスに酸化セリウム研磨を行った。平板ガラスの化学強化及び化学強化後の処理は行わなかった。前記酸化セリウム研磨はトップ面に対して行った。
【0051】
[比較例2]
平板ガラスに酸化セリウム研磨を行い、その後化学強化工程により平板ガラスを強化した。化学強化後の処理は行わなかった。前記酸化セリウム研磨はトップ面に対して行った。
【0052】
[比較例3]
前記化学強化工程により平板ガラスを強化したが、化学強化の前及び後の処理はいずれも行わなかった。
【0053】
実施例及び比較例における各強化処理の条件を、表1に示す。
【0054】
【表1】

[評価方法]
以下、評価方法を説明する。各実施例と比較例に関し、化学強化前後の処理を行った面についてそれぞれ下記の評価を行った。比較例3(化学強化前後処理なし)についてはトップ面を評価した。
【0055】
《Ball on Ring試験》
Ball on Ring(BOR)試験では、ガラス板1を水平に載置した状態で、SUS304製の加圧治具2を用いてガラス板1を加圧し、ガラス板1の強度を測定した。図2に、本発明で用いた強度試験を説明するための概略図を示す。図2において、SUS304製の受け治具3の上に、サンプルとなるガラス板1が水平に設置されている。ガラス板1の上方には、ガラス板1を加圧するための、加圧治具2が設置されている。
【0056】
本実施の形態においては、実施例及び比較例後に得られたガラス板1の上方から、ガラス板1の中央領域を加圧した。なお、試験条件は下記の通りである。
サンプルの厚み:1.1(mm);
加圧治具2の下降速度:1.0(mm/min):
この時、ガラスが破壊された際の、破壊荷重(単位N)をBOR強度とし、20回の測定の平均値をBOR平均強度とした。
【0057】
《落球試験》
落球試験では、ガラス板に鉄球を落下させ、ガラス板の強度を評価した。具体的な試験方法としては、先ず、実施例及び比較例で得られたガラス板を、SUS304製の治具(中央に40×40mmのくり抜き部を有する縦100×横100×厚さ10mmの金属板)に乗せた。ガラス板の中央部に、質量230kgの鉄球(SUS304)を落下させ、ガラスが破壊されたときの高さ(破壊高さ)から落球強度(J)を求めた。なお、測定は20回行い、落球強度の平均値を平均落球強度とした。
【0058】
落球強度(J)=鉄球の質量(kg)×重力加速度(9.81m/s2)×破壊高さ(m)
《算術平均表面粗さRa》
ガラス基板の表面粗さは、触針式の表面粗さ計(Veeco社製Multimode V SPM−Nanoscope V controller)を用いて測定した。なお、測定値は、ガラス板から任意2箇所の表面粗さを測定し、その平均値で示した。
【0059】
本発明のガラスの強化方法により得られたガラスにおける、上述の評価方法で評価した結果も表1に示している。
【0060】
本発明のガラスの強化方法により得られたガラスは、比較例のガラスに比べ、相対的に強度が高くなり、表面の粗さも均一になることがわかる。
【符号の説明】
【0061】
1 ガラス板
2 加圧治具
3 受け治具
【技術分野】
【0001】
本発明は強化ガラス板及びカバーガラスの製造方法並びにカバーガラスに関する。
【背景技術】
【0002】
スマートフォンなどの携帯電話やPDAなどの携帯機器において、ディスプレイを保護するため、カバーガラスが用いられる。近年、携帯機器の薄型化・軽量化への技術が要求され、カバーガラスの軽量化及び薄板化が進行している。一般的に、ガラス板が薄くなると強度が低下するため、従来よりも強度の高いカバーガラスが求められる。
【0003】
ガラス板の強度不足を補う方法として、ガラス板をイオン交換法などにより化学強化する技術が開発されている(例えば、特許文献1)。特許文献1では、化学強化により、ガラス板の表面に圧縮応力層を形成することで、撓みを抑え、また破損しにくいガラス板とその製造方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平7−223845号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、カバーガラスに用いられるガラス板においては、その主表面に外部より大きい応力をうけるため、より高強度、より軽量であることが要求される。
【0006】
そこで、本発明では、より高強度でかつ軽量である強化ガラス板について、その製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の態様によれば、
ガラス板を化学強化する化学強化工程と、
前記化学強化工程後に、前記ガラス板の表面を、平均粒径が80nm以下のコロイダルシリカを含むスラリーを用いて研磨する強化後研磨工程と、
を含む、強化ガラス板の製造方法が提供される。
【0008】
また、本発明の他の態様によれば、
ガラス板を化学強化する化学強化工程と、
前記化学強化工程後に、前記ガラス板の表面を、ウェットエッチングする強化後エッチング工程と、
を含む、強化ガラス板の製造方法が提供される。
【発明の効果】
【0009】
本発明によれば、以下の効果を奏する。
【0010】
より高強度でかつ軽量である強化ガラス板について、その製造方法を提供できる。
【図面の簡単な説明】
【0011】
【図1】図1は、化学強化後のガラス板の残留応力の厚さ方向分布を例示する模式図である。
【図2】図2は、強度試験の方法を説明するための概略図である。
【発明を実施するための形態】
【0012】
以下、本発明を、図を参照することにより詳細に説明する。
【0013】
[化学強化工程]
化学強化用のガラス板の組成は、化学強化をすることができれば、特に限定されない。好ましいガラス板の組成としては、例えば、酸化物基準のモル%表示で、SiO2:50〜80%、Al2O3:2〜25%、Li2O:0〜10%、Na2O:0〜18%、K2O:0〜10%、MgO:0〜15%、CaO:0〜5%及びZrO2:0〜5%を含むガラスである。
【0014】
他にも、酸化物基準のモル%表示で、SiO2:50〜74%、Al2O3:1〜10%、Na2O:6〜14%、K2O:3〜11%、MgO:2〜15%、CaO:0〜6%及びZrO2:0〜5%を含み、SiO2及びAl2O3の含有量の合計が75%以下、Na2O及びK2Oの含有量の合計が12〜25%、MgO及びCaOの含有量の合計が7〜15%であるガラス、SiO2:68〜80%、Al2O3:4〜10%、Na2O:5〜15%、K2O:0〜1%、MgO:4〜15%及びZrO2:0〜1%を含むガラス、SiO2:67〜75%、Al2O3:0〜4%、Na2O:7〜15%、K2O:1〜9%、MgO:6〜14%及びZrO2:0〜1.5%を含み、SiO2及びAl2O3の含有量の合計が71〜75%、Na2O及びK2Oの含有量の合計が12〜20%であり、CaOを含有する場合、その含有量が1%未満であるガラスを使用することが好ましい。
【0015】
ガラス板は、フロート法、フュージョンダウンドロー法、スリットダウンドロー法、リドロー法などの方法により作製される。
【0016】
また、ガラス板の厚みは、用途によって異なるが、携帯電話などのカバーガラス用途の場合、通常、0.2mm〜2.5mm程度である。
【0017】
化学強化する工程では、ガラスの表面をイオン交換し、圧縮応力が残留する表面層を形成させる。具体的には、ガラスの表面をイオン交換することにより、ガラスに含まれる小さなイオン半径のイオン(例えば、Liイオン、Naイオン)が、大きなイオン半径のイオン(例えば、Kイオン)に置換される。これにより、ガラスの表面に圧縮応力が残留し、ガラスの強度が向上する。
【0018】
図1に、化学強化後のガラス板の残留応力Sの厚さ方向分布を示す模式図を示す。図1において、S1はガラス板の一方の面層(表面層と呼ぶ)の最大残留圧縮応力、S2は他方の面層(裏面層と呼ぶ)の最大残留圧縮応力(通常、S1=S2である)、D1は表面層の厚さ、D2は裏面層の厚さ、Dはガラス板の厚さ、Tは表面層と裏面層との間に存在する中間層の平均残留引張応力をそれぞれ示す。また、図1における水平軸は、表面層を基準点(=0)とした場合の、板厚方向の距離を示している。
【0019】
図1に示すように、表面層や裏面層に残留する圧縮応力は、表面および裏面から内部に向けて徐々に小さくなる傾向にある。一方で、圧縮応力が残留する表面層および裏面層などを形成する反作用として、表面層と裏面層との間には、引張応力が残留する中間層が形成される。この時、中間層に残留する引張応力は、ほぼ一定となる。
【0020】
図1におけるS1、S2(通常S2=S1)、D1、D2(通常D2=D1)、Tは、強化処理条件で調節可能であり、化学強化用の処理液の濃度や温度、化学強化用のガラスを処理液に浸漬する時間などにて当業者が調節可能である。本発明における化学強化の条件及び方法は、特に限定されず、公知の方法を使用できる。具体的には、ガラス板を、例えば、400℃〜450℃のKNO3溶融塩に1時間〜10時間浸漬することにより化学強化処理が施される。また、化学強化後に、ガラス板に付着する溶融塩などの付着物などを除去する目的で、水で洗浄することが好ましい。
【0021】
イオン交換による化学強化を施したガラス板は、その表面に欠陥が発生する。また、最大で1μm程度の微細な凹凸が残留することがある。ガラスに力が作用する場合、前述の欠陥や微細な凹凸が存在する箇所に応力が集中し、理論強度よりも小さな力でも割れることがある。そのため、本発明では、化学強化後のガラスの少なくとも一方の表面に存在する、欠陥及び微細な凹凸を有する層(異質層と呼ぶ)を除去する。なお、欠陥が存在する異質層の厚さは、化学強化の条件にもよるが、通常、0.01〜0.5μmである。
【0022】
[強化後研磨工程]
欠陥及び微細な凹凸を含む異質層を除去する方法としては、平均粒径が80nm以下のコロイダルシリカを含む砥粒を用いて研磨を行う方法が挙げられる。
【0023】
コロイダルシリカとは、シリカ又はその水和物のコロイドを指し、通常、粒子径が10〜300nmである。本発明のガラス板の強化方法で使用するコロイダルシリカの粒径としては、平均粒径が80nm以下であることが好ましく、20nm以下であることがより好ましい。平均粒径が80nm以下の微細な砥粒を含むスラリーを用いることにより、研磨後のガラス基板表面の異質層を除去できるだけでなく、表面粗さRaを0.3nm未満とすることができる。これにより、ガラス板の強度試験においても、十分な強度を達成することができる。なお、研磨時における、回転速度や研磨圧力などは、ガラス板の組成などに応じて、当業者が適宜選択できるものである。
【0024】
コロイダルシリカを含むスラリーを用いて研磨する前に、酸化セリウムなどの希土類酸化物、酸化ジルコニウム、酸化アルミニウム、酸化マグネシウム、酸化ケイ素、炭化ケイ素、酸化マンガン、酸化鉄、ダイヤモンド、窒化ホウ素及びジルコンなどの、公知の砥粒を含むスラリーを用いて研磨しても良い。しかしながら、これらの従来の研磨方法で研磨を行う場合、研磨後に、平均粒径が80nm以下のコロイダルシリカを含む砥粒を用いて仕上げ研磨を行う。一般的に、例えば、酸化セリウム(CeO2)の砥粒を含むスラリーを用いて、研磨工程を行う場合、酸化セリウムの砥粒は、平均的に1.1μm(=1100nm)の粒径を有する。そのため、研磨工程前に発生した撓みや凹みが残存し、通常Raが0.3nm以上となる。Raが0.3nm以上の場合、十分なガラスの強度が得られない場合があり、好ましくない。
【0025】
[強化後エッチング工程]
欠陥及び微細な凹凸を含む異質層を除去する方法としては、ウェットエッチングにより異質層を除去する方法も好ましい。この場合、欠陥及び微細な凹凸を含む異質層を除去することができれば、エッチングの条件としては特に限定されない。例えば、エッチング液として、フッ酸、フッ酸を主成分とする酸性溶液、フッ酸に硫酸、塩酸、リン酸、硝酸、ケイフッ酸のうちの少なくとも1つの酸を含む混酸の他、苛性ソーダや苛性カリ等のアルカリ類を使用することができる。また、エッチング温度は通常10℃〜60℃であり、好ましくは20℃〜40℃である。さらに、エッチング時間は、通常30秒〜30分であり、好ましくは1分〜10分である。これらのエッチングの条件は、使用するガラス基板の材質などに応じて、反応物が析出することのないように、当業者が適宜選択できるものである。
【0026】
研磨やエッチング後のガラス板の表面には、付着物が付着していることがあるため、処理後のガラス板は洗浄することが好ましい。洗浄方法としては特に限定されず、公知の方法を使用できるが、例えば、超音波を印加した状態で、硫酸、塩酸又は硝酸などの水溶液で洗浄することができる。
【0027】
[その他の工程]
本発明の強化ガラス板の製造方法は、化学強化する工程の前に、ガラス板の表面に存在する傷(クラック)やガラス板の撓みや凹みを除去する、その他の工程を含んでも良い。具体的な例を挙げると、ガラスの表面には、一般に、グリフィスフローと呼ばれるクラックが存在する。ガラスの表面に引っ張り応力がかかった場合、このクラックに応力集中が発生し、クラックが進展してガラスの破壊に至る。なお、ガラス表面のクラックの長さは、通常、0.1μm〜3μm程度である。
【0028】
化学強化処理の前に、ガラス板の表面のクラックを除去する方法としては、前述の表面異質層を除去する工程と同様に、ガラス板の表面を研磨する方法又はエッチングする方法が挙げられる。
【0029】
ガラス板の表面を研磨してクラックを除去する場合、ガラス表面に存在するクラックを除去することができれば、研磨方法は限定されない。例えば、酸化セリウムなどの希土類酸化物、酸化ジルコニウム、酸化アルミニウム、酸化マグネシウム、酸化ケイ素(コロイダルシリカを含む)、炭化ケイ素、酸化マンガン、酸化鉄、ダイヤモンド、窒化ホウ素及びジルコンなどの砥粒を含むスラリーを使用して研磨することなどが挙げられる。これらの砥粒は、1種類を単独で使用しても良く、2種類以上を併用して使用しても良い。
【0030】
上述の砥粒の群において、前述の表面異質層を除去する工程と同様に、平均粒径80nm以下のコロイダルシリカを砥粒として含有するスラリーを用いて研磨を行うことが、ガラス板の表面を均一に研磨でき、十分な強度を達成できるため、好ましい。また、酸化セリウムなどの希土類酸化物、酸化ジルコニウム、酸化アルミニウム、酸化マグネシウム、酸化ケイ素、炭化ケイ素、酸化マンガン、酸化鉄、ダイヤモンド、窒化ホウ素及びジルコンなどの、公知の砥粒を含むスラリーを用いて研磨した後に、平均粒径80nm以下のコロイダルシリカを砥粒として含有するスラリーを用いて研磨を行うことが、より好ましい。
【0031】
ウェットエッチングによりクラックを除去する場合においても、ガラス表面に存在するクラックを除去することができれば、エッチングの条件としては特に限定されない。例えば、エッチング液として、フッ酸、フッ酸を主成分とする酸性溶液、フッ酸に硫酸、塩酸、リン酸、硝酸、ケイフッ酸のうちの少なくとも1つの酸を含む混酸の他、苛性ソーダや苛性カリ等のアルカリ類を使用することができる。また、エッチング温度は通常10℃〜60℃であり、好ましくは20℃〜40℃である。さらに、エッチング時間は、通常30秒〜30分であり、好ましくは1分〜10分である。これらのエッチングの条件は、使用するガラス基板の材質及びクラックの大きさなどに応じて、反応物が析出することのないように、当業者が適宜選択できるものである。
【0032】
[カバーガラスの製造方法]
本発明のガラス板の強化方法は、携帯電話、デジタルカメラ、タッチパネルディスプレイ等のディスプレイ用カバーガラスの製造方法に応用することができる。強化ガラスの製造方法は、用途によっても異なり、本発明のガラス板の強化方法を使用すれば、その他の工程としては特に限定されない。一例を下記に示すが、本発明はこの例に限定されない。
【0033】
まず、準備したガラス素板を、切断、穴あけ、切り欠き、研磨、糸面取りなどの工程を経て、最終的に仕上げる所望の大きさ、形状に成形する。この時、後の工程のハンドリングの向上及びプロセスコストを削減するために、最終的に仕上げる所望の大きさよりも大きい大きさに切断しておき、全ての加工工程が終了した後に、所望の大きさ、形状に成形しても良い。
【0034】
成形されたガラス板は、本発明のガラス強化方法により、強化される。強化されたガラス板には、印刷、反射防止コーティング、機能性フイルムの貼り合せなどが行なわれ、カバーガラスが製造される。
【実施例】
【0035】
以下に、実施例などにより本発明を具体的に説明するが、本発明はこれらの例によって限定されるものではない。
【0036】
全ての実施例及び比較例において、フロート法により成形した後に切断して得た縦50mm×横50mm×厚さ1.1mmの平板ガラスを用いた。使用した平板ガラスの組成は、酸化物基準のモル%表示で、SiO2:64%、Al2O3:8%、MgO:11%、Na2O:12.5%、ZrO2:0.5%であった。
【0037】
なお、実施例及び比較例におけるボトム面及びトップ面とは、フロート法による成形の際に、溶融錫に接した面(ボトム面)と、その反対側の面(トップ面)のことを指す。
【0038】
以下の実施例および比較例では、次の各工程を適宜組み合わせて行った。
【0039】
(化学強化)
平板ガラスを、KNO3溶融塩に浸漬し、イオン交換処理した後、室温付近まで冷却することにより化学強化する。このとき、KNO3溶融塩の温度は435℃とし、浸漬時間は4時間とする。得られた化学強化ガラスは水洗いし、次の工程に供する。
【0040】
(酸化セリウム研磨)
研磨スラリーとして、平均粒子直径(d50)が1μmの酸化セリウムを水に分散させてスラリーを作製し、得られたスラリーを用いて、平板ガラスを約3.0μm研磨する。
【0041】
(コロイダルシリカ研磨)
研磨スラリーとして、平均粒子直径(d50)が80nmのコロイダルシリカ(コンポール80;フジミインコーポレーテッド社製)を水に分散させてスラリーを作製し、得られたスラリーを用いて平板ガラスを約0.2μm研磨する。
【0042】
(ウェットエッチング)
エッチング液として、フッ酸及び塩酸の混酸(フッ酸0.55質量%、塩酸5.8質量%)を用いて、平板ガラスを20℃、5分エッチングする。
【0043】
[実施例1]
前記化学強化工程により平板ガラスを強化した後、酸化セリウム研磨を行い、次いでコロイダルシリカ研磨を行った。前記酸化セリウム研磨およびコロイダルシリカ研磨は、トップ面およびボトム面の両面に対して行った。
【0044】
[実施例2]
前記化学強化工程により平板ガラスを強化した後、ウェットエッチングを行った。前記ウェットエッチングは、トップ面に対して行った。
【0045】
[実施例3]
平板ガラスに酸化セリウム研磨を行った後、前記化学強化工程により平板ガラスを強化し、再び酸化セリウム研磨を行い、さらにコロイダルシリカ研磨を行った。前記酸化セリウム研磨およびコロイダルシリカ研磨はトップ面に対して行った。
【0046】
[実施例4]
平板ガラスに酸化セリウム研磨を行った後、コロイダルシリカ研磨を行い、化学強化工程により平板ガラスを強化した後、再び酸化セリウム研磨を行い、さらにコロイダルシリカ研磨を行った。前記酸化セリウム研磨およびコロイダルシリカ研磨はトップ面に対して行った。
【0047】
[実施例5]
平板ガラスに酸化セリウム研磨を行い、化学強化工程により平板ガラスを強化した後、ウェットエッチングを行った。前記酸化セリウム研磨およびウェットエッチングはトップ面に対して行った。
【0048】
[実施例6]
平板ガラスに酸化セリウム研磨を行った後、コロイダルシリカ研磨を行い、化学強化工程により平板ガラスを強化した後、ウェットエッチングを行った。前記酸化セリウム研磨、コロイダルシリカ研磨およびウェットエッチングはトップ面に対して行った。
【0049】
[実施例7]
平板ガラスのトップ面およびボトム面をウェットエッチングした後、化学強化工程により平板ガラスを強化し、再び両面に対してウェットエッチングを施した。
【0050】
[比較例1]
平板ガラスに酸化セリウム研磨を行った。平板ガラスの化学強化及び化学強化後の処理は行わなかった。前記酸化セリウム研磨はトップ面に対して行った。
【0051】
[比較例2]
平板ガラスに酸化セリウム研磨を行い、その後化学強化工程により平板ガラスを強化した。化学強化後の処理は行わなかった。前記酸化セリウム研磨はトップ面に対して行った。
【0052】
[比較例3]
前記化学強化工程により平板ガラスを強化したが、化学強化の前及び後の処理はいずれも行わなかった。
【0053】
実施例及び比較例における各強化処理の条件を、表1に示す。
【0054】
【表1】
[評価方法]
以下、評価方法を説明する。各実施例と比較例に関し、化学強化前後の処理を行った面についてそれぞれ下記の評価を行った。比較例3(化学強化前後処理なし)についてはトップ面を評価した。
【0055】
《Ball on Ring試験》
Ball on Ring(BOR)試験では、ガラス板1を水平に載置した状態で、SUS304製の加圧治具2を用いてガラス板1を加圧し、ガラス板1の強度を測定した。図2に、本発明で用いた強度試験を説明するための概略図を示す。図2において、SUS304製の受け治具3の上に、サンプルとなるガラス板1が水平に設置されている。ガラス板1の上方には、ガラス板1を加圧するための、加圧治具2が設置されている。
【0056】
本実施の形態においては、実施例及び比較例後に得られたガラス板1の上方から、ガラス板1の中央領域を加圧した。なお、試験条件は下記の通りである。
サンプルの厚み:1.1(mm);
加圧治具2の下降速度:1.0(mm/min):
この時、ガラスが破壊された際の、破壊荷重(単位N)をBOR強度とし、20回の測定の平均値をBOR平均強度とした。
【0057】
《落球試験》
落球試験では、ガラス板に鉄球を落下させ、ガラス板の強度を評価した。具体的な試験方法としては、先ず、実施例及び比較例で得られたガラス板を、SUS304製の治具(中央に40×40mmのくり抜き部を有する縦100×横100×厚さ10mmの金属板)に乗せた。ガラス板の中央部に、質量230kgの鉄球(SUS304)を落下させ、ガラスが破壊されたときの高さ(破壊高さ)から落球強度(J)を求めた。なお、測定は20回行い、落球強度の平均値を平均落球強度とした。
【0058】
落球強度(J)=鉄球の質量(kg)×重力加速度(9.81m/s2)×破壊高さ(m)
《算術平均表面粗さRa》
ガラス基板の表面粗さは、触針式の表面粗さ計(Veeco社製Multimode V SPM−Nanoscope V controller)を用いて測定した。なお、測定値は、ガラス板から任意2箇所の表面粗さを測定し、その平均値で示した。
【0059】
本発明のガラスの強化方法により得られたガラスにおける、上述の評価方法で評価した結果も表1に示している。
【0060】
本発明のガラスの強化方法により得られたガラスは、比較例のガラスに比べ、相対的に強度が高くなり、表面の粗さも均一になることがわかる。
【符号の説明】
【0061】
1 ガラス板
2 加圧治具
3 受け治具
【特許請求の範囲】
【請求項1】
ガラス板を化学強化する化学強化工程と、
前記化学強化工程後に、前記ガラス板の表面を、平均粒径が80nm以下のコロイダルシリカを含むスラリーを用いて研磨する強化後研磨工程と、
を含む、強化ガラス板の製造方法。
【請求項2】
前記強化後研磨工程は、前記ガラス板の表面を、酸化セリウムを含むスラリーを用いて研磨した後、平均粒径が80nm以下のコロイダルシリカを含むスラリーを用いて研磨する工程である、請求項1に記載の強化ガラス板の製造方法。
【請求項3】
ガラス板を化学強化する化学強化工程と、
前記化学強化工程後に、前記ガラス板の表面を、ウェットエッチングする強化後エッチング工程と、
を含む、強化ガラス板の製造方法。
【請求項4】
前記化学強化工程の前に、下記に示す強化前コロイダルシリカ研磨工程、強化前酸化セリウム研磨工程及び強化前エッチング工程からなる群より選ばれる、少なくとも一つの工程を含む、請求項1乃至3のいずれか1項に記載の強化ガラス板の製造方法。
強化前コロイダルシリカ研磨工程:前記ガラス板の表面を、平均粒径が80nm以下のコロイダルシリカを含むスラリーを用いて研磨する。
強化前酸化セリウム研磨工程:前記ガラス板の表面を、酸化セリウムを含むスラリーを用いて研磨する。
強化前エッチング工程:前記ガラス板の表面を、ウェットエッチングする。
【請求項5】
請求項1乃至4のいずれか一項に記載のガラス板の強化方法を含む、ディスプレイ用カバーガラスの製造方法。
【請求項6】
請求項5に記載のカバーガラスの製造方法により得られるカバーガラス。
【請求項1】
ガラス板を化学強化する化学強化工程と、
前記化学強化工程後に、前記ガラス板の表面を、平均粒径が80nm以下のコロイダルシリカを含むスラリーを用いて研磨する強化後研磨工程と、
を含む、強化ガラス板の製造方法。
【請求項2】
前記強化後研磨工程は、前記ガラス板の表面を、酸化セリウムを含むスラリーを用いて研磨した後、平均粒径が80nm以下のコロイダルシリカを含むスラリーを用いて研磨する工程である、請求項1に記載の強化ガラス板の製造方法。
【請求項3】
ガラス板を化学強化する化学強化工程と、
前記化学強化工程後に、前記ガラス板の表面を、ウェットエッチングする強化後エッチング工程と、
を含む、強化ガラス板の製造方法。
【請求項4】
前記化学強化工程の前に、下記に示す強化前コロイダルシリカ研磨工程、強化前酸化セリウム研磨工程及び強化前エッチング工程からなる群より選ばれる、少なくとも一つの工程を含む、請求項1乃至3のいずれか1項に記載の強化ガラス板の製造方法。
強化前コロイダルシリカ研磨工程:前記ガラス板の表面を、平均粒径が80nm以下のコロイダルシリカを含むスラリーを用いて研磨する。
強化前酸化セリウム研磨工程:前記ガラス板の表面を、酸化セリウムを含むスラリーを用いて研磨する。
強化前エッチング工程:前記ガラス板の表面を、ウェットエッチングする。
【請求項5】
請求項1乃至4のいずれか一項に記載のガラス板の強化方法を含む、ディスプレイ用カバーガラスの製造方法。
【請求項6】
請求項5に記載のカバーガラスの製造方法により得られるカバーガラス。
【図1】

【図2】

【図2】
【公開番号】特開2012−218995(P2012−218995A)
【公開日】平成24年11月12日(2012.11.12)
【国際特許分類】
【出願番号】特願2011−88649(P2011−88649)
【出願日】平成23年4月12日(2011.4.12)
【出願人】(000000044)旭硝子株式会社 (2,665)
【Fターム(参考)】
【公開日】平成24年11月12日(2012.11.12)
【国際特許分類】
【出願日】平成23年4月12日(2011.4.12)
【出願人】(000000044)旭硝子株式会社 (2,665)
【Fターム(参考)】
[ Back to top ]