
新日鐵住金株式会社により出願された特許
71 - 80 / 6,474
室炉式コークス炉の炉締め構造
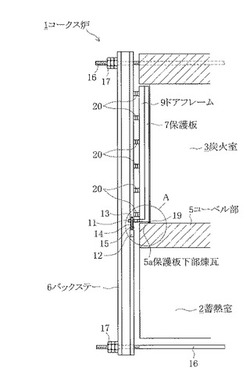
【課題】保護板、ドアフレーム、ドアーの合計重量が常にコーベル部端部の保護板下部煉瓦に集中して作用することがないコークス炉の炉締め構造を提供する。
【解決手段】炉団方向に燃焼室4と交互に複数配置される炭化室3の炉長方向両端に配置するドアー8を、燃焼室4の炉長方向両端に配置した保護板7に取付けたドアフレーム9で保持し、燃焼室4の炉長方向両端に配置したバックステー6で前記保護板7を介して燃焼室4の炉長方向に炉締力を付与すべく構成した室炉式コークス炉1である。バックステー6に設置したスプリング14を介して保護板7を上下方向に支持するように構成する。
【効果】冷間時・加熱中は煉瓦膨張を自由にさせ、加熱後はコーベル部端部での支持荷重が低減されて煉瓦寿命の長期化を実現できる。また、加熱後は、シール材を押え付けてシール機能を保持でき、石炭乾留時に炭化室から炉外へのガス漏れを防止できる。
(もっと読む)
連続焼鈍炉用ハースロール及び連続焼鈍炉用ハースロールの製造方法

【課題】連続焼鈍炉用ハースロール周面の表面粗度の評価指標として適切な指標を用いることで、ロール周面に対する異物の付着を抑制する。
【解決手段】本発明の連続焼鈍炉用ハースロール10は、ロール周面の周方向の表面粗度が、Rskで0未満であることを特徴とする。これにより、ハースロール10のロール周面の表面粗度の評価指標としてRskを用い、ロール周面の表面粗度をRskで0未満として、適切な粗度に調整できるので、ロール周面に対する異物の付着を抑制できる。
(もっと読む)
熱間押出性に優れたNi基合金管及びNi基合金管の製造方法
【課題】熱間押出加工に起因した横切れの発生を抑制するNi基合金管を提供する。
【解決手段】本発明によるNi基合金管は、質量%で、C:0.040%以下、Cr:14〜17%、Fe:6〜10%、Nb:1〜3%、Al:0.50%以下、Si:0.5%以下、Mn:1.0%以下及びTi:0.30%以下を含有し、残部はNi及び不純物からなり、不純物としてのP、S、O及びNの含有量はそれぞれ、P:0.030%以下、S:0.015%以下、O:0.010%以下、N:0.0040%以下に制限される。
(もっと読む)
ステンレス形鋼の疵取り方法及び装置
【課題】ステンレス形鋼の表面疵の除去作業を、安価、効率的に実施する。
【解決手段】ステンレスH形鋼2を搬送するテーブル1の側方に配置されてステンレスH形鋼2のフランジ2bに発生した疵を除去する装置である。外周面11aを側面11bに対して傾斜形成した円板状回転砥石11及びこの回転砥石11の駆動用モータ12と、回転砥石11の外周面11aを前記搬送されるステンレスH形鋼2のフランジ2bに押し付けるエアーシリンダ13を備える。外周面11aを側面11bに対して傾斜形成した回転砥石11を、テーブルに載置されて搬送されるステンレスH形鋼2のフランジ2bに押し付けつつ回転させてステンレスH形鋼2のフランジ2bに発生した疵を除去する。
【効果】研削幅が大きいので、効率的に表面疵の除去が可能となり、生産能力も大幅に向上する。また、大径の砥石を使用できるので、作業の効率化が図れる。
(もっと読む)
溶融亜鉛めっき鋼管
【課題】めっき付着量が550g/m2以上と溶融亜鉛めっき層が比較的厚く形成された場合であっても、優れた曲げ加工性を有し、溶融亜鉛めっき層の剥離を抑制することが可能な溶融亜鉛めっき鋼管を提供する。
【解決手段】鋼管11の表面に溶融亜鉛めっき層20が形成された溶融亜鉛めっき鋼管10であって、溶融亜鉛めっき層20におけるめっき付着量が550g/m2以上とされ、溶融亜鉛めっき層20のうち鋼管11表面との界面に形成されるδ層21の厚さが9μm以下とされていることを特徴とする。
(もっと読む)
連続式アンローダによる原料の荷役方法
【課題】水分が含まれている製鉄原料の荷役作業において、原料搬送ラインにおける製鉄原料のスリップを防止し、以て原料搬送ライン全体に亘る荷役効率の改善を図ることが可能な、連続式アンローダによる原料の荷役方法を提供する。
【解決手段】船倉内の原料Sを連続式アンローダのバケット14で掻き取って船外に移送する方法において、積載された原料Sの表面部をバケット14で掻き取って原料Sの表面に凹部45を形成する第1工程と、原料Sから浸み出す水分Wを凹部45に溜める第2工程と、凹部45に溜まった水Wをバケット14で掬い取って船外に放出する第3工程と、水分Wを放出した原料Sをバケット14で掻き取って船外に移送する第4工程とを備えている。
(もっと読む)
連続鋳造用パウダー
【課題】パウダー巻込み防止と潤滑性を両立させることで、介在物厳格材においてパウダー巻込みを防止しつつ高速鋳造を可能とする連続鋳造用パウダーを提供すること。
【解決手段】鋼の連続鋳造を行なうに当たって鋳型内の溶鋼表面に添加する酸化物系パウダーにおいて、CaO及びSiO2を主成分とし、凝固温度が1200℃以下かつ活性化エネルギーE(kJ/mol/K)と1300℃の粘性η(Pa・s)が下記式(1)を満足することを特徴とする連続鋳造用パウダーである。
-0.5108-0.00000519×E<ln(η)<-2.303+0.00000862×E・・・(1)
ただし、E>85kJ/mol/K
(もっと読む)
冷延鋼板の製造方法
【課題】深絞り性に優れた冷延鋼板を、高効率に生産する
【解決手段】質量%で、C:0.010%未満、Si:1.5%以下、Mn:2.0%以下、P:0.10%以下、S:0.010%以下、Al:0.0005〜0.10%、N:0.0060%以下、Ti:0.001〜0.10%およびNb:0.001〜0.10%を含有するとともに、(C/12+N/14+S/32)/(Ti/48+Nb/93)が1.4以下であり、残部Feおよび不純物からなる鋼塊または鋼片に、(Ar3点−30℃)以上で圧延を完了する熱間圧延を施し、熱間圧延完了後0.5秒間以内に400℃/秒以上の平均冷却速度で750℃まで冷却し、400℃以上640℃未満で巻き取った後、酸洗し、圧下率60〜95%で冷間圧延し、750〜880℃で焼鈍する。
(もっと読む)
高い{200}面集積度を有するFe系金属板の製造方法
【課題】{100}面がより高集積化されており、さらに、高い電気抵抗が付与されたFe系金属板を安定的に製造する方法を提供する。
【解決手段】Fe系金属よりなる母材金属板上にFe以外のフェライト生成元素を付着させ、母材金属板を、A3点以上に加熱して母材金属板内にフェライト生成元素を拡散させて母材に合金化させ、ついで冷却することにより、Fe系金属板の板面に対するα−Fe相の面集積度について、{200}面集積度が30%以上99%以下、および、{222}面集積度が0.01%以上30%以下であるFe系金属板を得るにあたり、母材金属板として、ロールによる繰返し加工により、真歪みで0.5以上4.5以下の歪みが冷間圧延による歪みに付加されたものを用いる。
(もっと読む)
継目無金属管の製造方法
【課題】内面割れを抑制できる継目無金属管の製造方法を提供する。
【解決手段】
本実施の形態による継目無金属管の製造方法は、質量%で、Cr:20〜30%及びNi:22%を超えて60%以下を含有する高合金ビレットBLを加熱炉F1で加熱する工程(S2)と、加熱炉F1で加熱された高合金ビレットBLを、穿孔機P1を用いて穿孔圧延して中空素管を製造する工程(S3)と、中空素管を冷却した後、加熱炉F1で再び加熱する工程(S4)と、加熱された中空素管HSを、穿孔機P1を用いて延伸圧延する工程(S5)とを備える。
(もっと読む)
71 - 80 / 6,474
[ Back to top ]