
豊田鉄工株式会社により出願された特許
11 - 20 / 104
パネルの連結構造
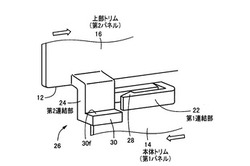
【課題】三次元方向の相対変位が規制されるように一対のパネルを一動作で連結できるようにする。
【解決手段】第2連結部24が第1連結部22の先端側へずれた位置関係で、本体トリム(第1パネル)14および上部トリム(第2パネル)16が分割線12で接するとともに表面が略面一になるように突き合わせた状態で、本体トリム14が上部トリム16に対して第1連結部22の延び出し方向へ相対移動させられ、第1鉤爪28が第2連結部24を乗り越えてその側面に係止されることにより、三次元方向の相対変位が規制されるように連結される。
(もっと読む)
操作レバーのグリップ

【課題】グリップの弾性変形によって係止部を被係止部に係止させて抜け止めする場合に、寸法誤差による組付性の悪化を抑制しつつ軽量化を図る。
【解決手段】グリップ10は、係止部34を備えている弾性変形可能な樹脂(ポリ塩化ビニル)製のインナー部材26と、そのインナー部材26の外周側を被覆するように設けられたインナー部材26よりも硬質で比重が小さい樹脂(ポリプロピレン)製のアウター部材28とによって構成されているため、操作レバー本体12に嵌合する際には多少の寸法誤差であればインナー部材26の弾性変形によって係止部34が係止爪(被係止部)30を乗り越えることが可能で、操作レバー本体12に対して容易に組み付けることができる。また、インナー部材26の外周側には比重が小さいアウター部材28が設けられているため、全体をインナー部材26と同じポリ塩化ビニルで一体に構成する場合に比較して軽量化を図ることができる。
(もっと読む)
車両のフック取付構造およびフック取付モジュール
【課題】バンパーリインフォースメントに設けられた挿通穴を小さくしてフック部材の変形を適切に抑制できるようにした場合でも、その挿通穴内にフック部材の軸部を挿入してナット部材に適切に螺合できるようにする。
【解決手段】ナット部材16、取付プレート20、ブラケット22、バンパーリインフォースメント24、およびクラッシュボックス26が予め一体的に溶接されてフック取付モジュール12を構成しており、その状態で取付プレート20を介してボルト32によりサイドメンバ14に取り付けられるため、それ等を一体的に溶接する段階で相互の位置精度を容易に確保できる。このため、取付プレート20に設けられたナット部材16とバンパーリインフォースメント24に設けられた補強用ワッシャ74との芯ずれが抑制され、補強用ワッシャ74の貫通穴72(挿通穴)を小さくして軸部54の変形が一層適切に抑制されるようにすることができる。
(もっと読む)
電極接続具
【課題】幅寸法が等しい平坦な一対の板状電極を重ね合わせた状態で板厚方向に押圧して接続する電極接続具において、一対の板状電極の幅方向の位置ずれを防止して所定の通電性能が安定して得られるようにする。
【解決手段】一対の端縁側壁部44、46に一対の板状電極20、22の両方に跨がってその板状電極20、22の側端面20sf、22sfに弾性的に当接させられる位置決め凸部50、52が設けられ、それ等の位置決め凸部50、52の間で一対の板状電極20、22を挟んで幅方向位置が互いに一致するように位置決めするため、一対の板状電極20、22の幅方向の位置ずれが防止されて所定の通電性能が安定して得られるようになる。
(もっと読む)
バンパーステイ取付構造および荷重伝達部材
【課題】バンパーリインフォースメントからバンパーステイに入力された荷重が、荷重伝達部材を介してリヤサイドメンバの後端部の下部側に集中的に伝達されるようにして所望の荷重伝達状態が得られるようにする。
【解決手段】荷重伝達部材12に車両後方側へ突き出す箱形状の突出部60が設けられ、バンパーステイ14の開口内に挿入されているため、荷重伝達部材12そのものの剛性が高くなるとともに車両の後面衝突時に突出部60も変形させられるようになり、荷重伝達部材12を介して大きな荷重が確実にリヤサイドメンバ16に伝達される。また、荷重伝達部材12の突出部60の側壁62は断面U字形状を成していて車両上方側が開口しているため、側壁62が連続して存在する下部側の剛性が特に高められ、リヤサイドメンバ16の後端部の下部側に荷重が集中的に伝達されるようなり、所望の荷重伝達状態が一層確実に得られるようになる。
(もっと読む)
自動溶接ロボットの電極異常検出装置
【課題】自動溶接ロボットの電極の位置ずれ等の異常を簡便に検出できるとともに、非消耗電極式アーク溶接法による自動溶接ロボットを含む種々の自動溶接ロボットに対して容易に適用できる汎用性に優れた電極異常検出装置を提供する。
【解決手段】トーチ移動装置16によって溶接用トーチ14を異常検査位置へ移動させて基準当接面32に当接させる一方、当接駆動装置46により接触子44を上方へ駆動して電極22に当接する当接位置までの移動ストロークStをストロークセンサ54によって検出し、自動溶接ロボット12の溶接用電子制御装置18とは別に設けた異常検出用電子制御装置60により、その移動ストロークStに基づいて電極22の位置ずれや消耗限界を自動的に検出する。
(もっと読む)
車両前部構造
【課題】フロントピラーに中空部材およびバルクヘッドを配設する場合に、車両衝突時の入力荷重がそれ等の中空部材およびバルクヘッドを介して車両後方側へバランス良く伝達されるようにする。
【解決手段】バルクヘッド14の車両前側端部に設けられた凹所34内に中空部材22の下端部が収容され、突出部36の前端壁38と中空部材22の車両前側端部40とが車両前後方向において略一致させられているため、車両衝突時に伝達される荷重が中空部材22およびバルクヘッド14に略同時に入力される。そして、中空部材22からはフロントピラー12等を介して車両後方側へ荷重が伝達される一方、バルクヘッド14からはベルトラインリインフォースメント58等を介して車両後方側へ荷重が伝達されるようになり、車両衝突時の入力荷重が中空部材22およびバルクヘッド14を介して車両後方側へバランス良く伝達されるようになる。
(もっと読む)
アクセルペダル装置
【課題】急な踏込み操作が為された場合に出力が制限されるアクセルペダル装置において、所定の発進加速性能の確保と急発進防止による安全性確保との両立を図る。
【解決手段】原位置から所定の中間踏込みストロークまでは、操作ペダル16の踏込み速度Vpに拘らず踏込みストロークStに応じた出力制御が許容される。中間踏込みストロークを超えると、踏込み速度Vpが制限速度α以下の場合には踏込みストロークStに応じた出力制御が許容されるが、制限速度αを超えるとローラ部材(永久磁石)22が吸着板38から離脱し、逃げ部34内に落下してアクセルアーム24の回動が遮断される。したがって、大きな踏込み速度Vpで中間踏込みストロークを超えて踏込み操作されると、出力が制限されて急発進が防止されるが、中間踏込みストローク以内であれば踏込み速度Vpに拘らず踏込みストロークStに応じて出力が制御され、所定の発進加速性能を確保できる。
(もっと読む)
防振ブッシュの取付構造
【課題】防振ブッシュを被取付部材の円筒部に取り付けたり円筒部から取り外したりする作業を容易に行うことができるようにする。
【解決手段】ロアアーム(被取付部材)12の円筒部14の内周面に軸方向溝42を設ける一方、防振ブッシュ10の外筒26の一端部に突起50を設け、外筒26がその一端部側から円筒部14内に相対的に嵌合され、フランジ40によって規定される嵌合端まで嵌合されると、円筒部14の軸方向の一端部から突起50が突き出す。その状態で軸心Sまわりに所定角度だけ相対回転させると、円筒部14の一端部に設けられた係止部44に突起50が係止され、防振ブッシュ10が円筒部14に対して軸方向の抜け出し不能に取り付けられる。また、フランジ40を弾性変形させながら防振ブッシュ10と円筒部14とを相対回転させて突起50と軸方向溝42とを一致させれば、防振ブッシュ10を軸方向へ抜き出して取り外すことができる。
(もっと読む)
ペダルアームの軸受部材、およびペダルアーム
【課題】軸受部材を取付穴内に挿通してかしめ加工によって取り付ける場合に、芯金等の受け治具を用いることなく、軸受面として機能する円筒内周面の精度が良好に維持されるようにする。
【解決手段】軸受部材42は、軸受面として機能する第1円筒内周面52を有する大径筒部44および小径筒部46に加えて、第2円筒外周面54が設けられるとともに第1円筒内周面52よりも大径の第2円筒内周面56が設けられた薄肉筒部48を備え、その薄肉筒部48が軸方向へかしめ加工されることにより取付穴34hの周縁部を挟持するように一体的に取り付けられる。その場合に、かしめ加工によって薄肉筒部48の第2円筒内周面56が内周側へ膨出しても、軸受面として機能する第1円筒内周面52よりも小径にならない限り軸受性能に影響する恐れはなく、芯金等の受け治具を用いることなく第1円筒内周面52の精度が良好に維持される。
(もっと読む)
11 - 20 / 104
[ Back to top ]