
Fターム[2F062AA55]の内容
機械的手段の使用による測定装置 (14,257) | 測定内容 (2,477) | 輪郭、形状 (598) | 平坦度、真直度 (21)
Fターム[2F062AA55]に分類される特許
1 - 20 / 21
非接触座標測定機の真直度評価方法および真直度評価装置
【課題】
非接触座標測定機の真直度の評価作業に時間が掛からないようにする。
【解決手段】
直方体形の基材11と基材11の長さ方向に間隔を介して固定された複数の球体16,17,18,19とからなる評価用標準器1を高精度の接触座標測定機で測定して評価用標準器1の球体16,17,18,19の中心の位置の真直度についての校正値Aを得る第1の手順と、評価する非接触座標測定機2で評価用標準器1を測定して評価用標準器1の球体16,17,18,19の中心の位置の真直度についての測定値Bを得る第2の手順と、測定値Bから校正値Aを引いた補正値Cから非接触座標測定機2の真直度を評価する第3の手順とを実行する。
(もっと読む)
寸法測定用機器

【課題】長さを測定するための複数のプローブを有する測定システムを提供する。
【解決手段】それぞれのプローブ40が、ケーシング51に対して着脱可能な方法で接続するプローブチップ60、ケーシング51に対する前記プローブチップ60の位置を表す電気信号を供給するトランスデューサ65、前記トランスデューサ65からの信号をサンプリングする、およびそれを前記位置のデジタル表現に変換するためのデジタル処理ユニット71、ならびに前記プローブ40を制御ユニットに接続するワイヤレス通信ネットワークのための双方向インタフェースを含む。方法は、前記プローブ40のデジタル処理ユニット71のクロックが前記双方向ワイヤレスインタフェースを通じて同期する間の工程と、制御ユニットが、前記電気信号がサンプリングされる瞬間を定めるコマンドを送信する間の工程と、によって特徴付けられる。
(もっと読む)
座標位置決め装置を用いて得られる測定値の誤差の補正
測定プローブ(18)を有する座標位置決め装置を操作する方法が記載される。方法は、一連の公称同一の部品の内の第一の部品(24)を選択する工程であって、少なくとも、第一の部品(24)の一つ以上の構造と関連する第一の基準幾何学的特性は知られている工程を含む。また、第一の部品(24)の一つ以上の構造を測定するために、座標位置決め装置を用い、そこから、第一の基準幾何学的特性に対応する、第一の測定幾何学的特性を決定する工程が実行される。それから、第一の基準幾何学的特性と第一測定幾何学的特性との間の差異を記述する、第一の特性補正値が決定される。座標位置決め装置は、それから、一連の公称同一の部品の内の一つ以上の他の部品の一つ以上の構造を測定するために用いられ、各々の他の部品に対して、第一の基準幾何学的特性に対応する、他の測定幾何学的特性が決定される。それから、第一の特性補正値が、各々の他の測定幾何学的特性に適用される。対応する座標位置決め装置が、また、記載される。 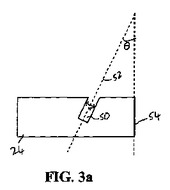 (もっと読む)
(もっと読む)
ロータリキルンにおける回転体の周長計測装置
【課題】ロータリキルンを停止させること無くタイヤ等回転体の外周長さを検出することができる計測装置を提供する。
【解決手段】ロータリキルンにおける回転体の周長を測定する装置であって、ストライカ16と近接センサ14によりタイヤ62の回転数を検出する回転検出部12と、タイヤ62の外周に転がり接触する周長測定用ローラ22と周長測定用ローラ22の回転角度を検出する回転角度検出器24とを有する周長測定部20と、回転検出部12と周長測定部20の稼動を制御し、回転検出部12によって検出された回転数と周長測定部20によって検出された回転角度、および周長測定用ローラ22の周長に基づいて、タイヤ62の周長および外径、または周長および外径のいずれか一方を算出する演算部を備えた制御部40とを有することを特徴とする。
(もっと読む)
誤差補正方法及びこれを用いた部品測定方法
【課題】本発明は、測定装置のコストを低減し、且つ測定精度を保障する誤差補正方法及びこれを用いた部品測定方法を提供する。
【解決手段】前記誤差補正方法は、プローブ及びガイドを備える測定装置を提供するステップと、ガイドの真直度誤差を測定して補正するステップと、プローブの取付傾斜角をフィッティングするステップと、プローブの形状誤差を計算するステップと、系統誤差補正プログラムを生成するステップと、を含む。前記部品測定方法は、前記誤差補正方法を通して系統誤差補正プログラムを生成するステップと、曲面又は曲線を有する部品を提供するステップと、前記測定装置を使用して、部品の曲面又は曲線を測定するステップと、ガイドの真直度誤差を測定して補正するステップと、プローブの取付傾斜角による誤差を補正するステップと、プローブの形状誤差を補正するステップと、プログラムにより測定誤差を生成するステップと、を含む。
(もっと読む)
水銀プローブ水平度検査方法
【課題】キャピラリーチューブの水平度の検査を、高精度かつ短時間で行える水銀プローブ水平度検査方法を提供する。
【解決手段】キャピラリーチューブの平坦な先端面を半導体ウェーハの表面に接触させ、先端面から露出した水銀をプローブとして行う半導体ウェーハの電気特性の測定に際して、キャピラリーチューブの先端面の水平度を検査する水銀プローブ水平度検査方法であって、半導体ウェーハの表面に水銀を接触させる前に、キャピラリーチューブの先端面の水平度を、先端面に当接させた水平度検査体を利用して検査する。その結果、従来の作業者が目視する方法に比べて、高精度かつ短時間で、キャピラリーチューブの先端面の水平度の検査を行うことができる。
(もっと読む)
被測定物の高さ調整装置及びこれを備えた表面形状測定装置
【課題】回転自在の測定用テーブル上において、良好な測定精度を維持しつつ、測定位置における被測定物の高さを簡易な操作により調整可能とする。
【解決手段】ワークWの高さを調整する高さ調整装置10が、測定用テーブル2上に昇降自在に設けられた昇降体82と、昇降体を支持するとともに、測定用テーブル表面に対して傾斜した傾斜面81aを有し、当該傾斜面の昇降体に対する相対移動により昇降体を昇降させるテーパブロックとを備え、昇降体は、前記被測定物を支持する球状部材102と、傾斜面に回転自在に当接するローラ103とを有する構成とする。
(もっと読む)
平坦度測定装置
【課題】平坦度測定の作業性が良好であり、測定可能な測定スパンの下限に制約がなく、測定スパン内の全範囲について平坦度を測定できる平坦度測定装置31を提供する。
【解決手段】スケール部32に固定脚部33と摺動脚部34とを設け、固定脚部33と摺動脚部34との間に、ダイヤルゲージ35を取り付けた摺動ブロック36を摺動可能に設け、2つの脚部33、34はそれぞれ、被測定面に載せる部分として、摺動ブロック36の幅Wの制約を受けずに互いに対向面33c、34cが接触するまで接近可能な内向き延出部33a、34aを備えており、各対向面33c、34cには、互いに接触した状態でダイヤルゲージ35のスピンドル35bを上下動可能に収容する縦溝33d、34dが設けられている。両脚部33、34の対向面33c、34cが互いに接触できるので、測定スパンLがゼロまで可能、かつ、測定スパンL内の全範囲について平坦度を測定できる。
(もっと読む)
測定装置
【課題】長尺の基準定規や大型の平面基準を分割して、必要な長さを構成し、個々の分割部を被測定面の姿勢表示物体として使用することで、基準の変形を少なくし、センサとその対象面の組み合わせを最適化することのできる技術を提供する。
【解決手段】姿勢表示物体OBJは、同一の面に設置した時の表示傾斜角度および表示高さの違いが校正されているため、それらを被測定面PL上に配置すると、姿勢表示物体OBJが置かれた被測定面PLの極所的な傾斜と高さが読み取れる。そのとき、表示物体表面OBJに付与されるセンサ用のターゲットTGは使用するセンサA,Bに最適な表面性状を持たせることが出来る。
(もっと読む)
形状解析装置及び形状解析プログラム
【課題】測定子に対して試料を相対的に自転させることにより測定子で試料の表面を走査する円柱形状測定装置が生成する表面の凹凸データを解析して、真円度等の試料の形状パラメータを算出する形状解析装置及び形状解析プログラムにおいて、作業者が、測定データから算出すべき形状パラメータを選択する際の作業性を向上する。
【解決手段】形状解析装置1は、形状パラメータの算出に使用する凹凸データをユーザに1つ以上選択させるデータ選択入力部12と、データ選択入力部12にて選択した凹凸データを測定した測定面の数と面方向情報に応じて、算出可能な形状パラメータのリスト13を生成する形状パラメータリスト生成部14と、形状パラメータリスト生成部14により生成されたリスト13の中から、算出すべき形状パラメータをユーザに選択させるパラメータ選択入力部15と、を備える。
(もっと読む)
測定装置
【課題】ラベル反りを簡便、且つ、再現性よく高精度に測定することができる測定装置を提供する。
【解決手段】容器に貼付するラベルのラベル反りを測定する測定装置であって、前記ラベルが積層された状態のラベル束を保持する下面部、側面部及び端面部を有する本体部と、前記側面部にスライド可能に設けられ、前記ラベル束の凸側面の中央部が前記端面部に当接した状態、且つ、前記ラベル束の両端部が前記側面部に当接した状態で前記ラベル束を固定する固定部と、前記側面部に配置され、前記ラベル束が前記本体部に保持された状態において前記ラベル束の両端部と前記本体部の端面部によって規定される基準線との間の幅を測定するためのスケールを含む第1の測定部と、前記下面部に配置され、前記ラベル束が前記本体部に保持された状態において前記ラベル束の中央部と前記基準線との間の幅を測定するためのスケールを含む第2の測定部とを有することを特徴とする測定装置を提供する。
(もっと読む)
平坦度測定具
【課題】簡便かつ安価でしかも精度の高い平坦度測定具を提供する。
【解決手段】ノギス21のジョー23、24間に摺動可能に取り付けた摺動ブロック25にダイヤルゲージ26を取り付ける。摺動ブロック25は、スケール部22が摺動可能に収容される矩形凹溝32を持つブロック本体33と、前記矩形凹溝32内のスケール部22を押さえる押さえ蓋34とからなる。ブロック本体33の矩形凹溝32の下面とスケール部22の下面との間に弾性体例えば湾曲板バネ38を配置し、矩形凹溝32の奥面とスケール部の背面との間にも湾曲板バネ39を配置する。スケール部22の下面側の板バネ38及び背面側の板バネ39により、摺動ブロックのノギス長手方向の傾き及びスケール部厚み方向の傾きを防止でき、ダイヤルゲージ26の傾きを防止できるので、高精度の平坦度測定が可能である。
(もっと読む)
変形度測定方法
【課題】検査品の変形度を簡単に測定できる変形度測定方法を提供する。
【解決手段】本発明は、検査品5における検査部52の変形度を測定する変形度測定方法を対象とする。検査部52に、平面を特定可能な3点を含む4点以上の測定位置Pを設定する一方、各測定位置Pに対応して支持部2がそれぞれ設けられた検査台11を準備する。検査品5を、その検査部52を下向きに配置しつつ、各測定位置Pを各支持部2に支持させるように載置する。その載置状態において、各測定位置Pにおける支持部2との間の間隔のうち、最大の間隔を変形度として測定する。
(もっと読む)
ハニカム構造体の製造方法
【課題】ハニカム構造体を製造するに際し、小規模の装置を用いてハニカム構造体の外形形状を測定する。
【解決手段】テーブル120の回転軸上にワーク200の中心軸が重なるようにテーブル120上にワーク200を載せる。そして、レーザ光照射部141から照射される面状のレーザ光のうちもっとも外側の光路が少なくともワーク200の外周面に交わるようにテーブル120を移動させる。この後、レーザ光を水平面状に照射すると共に、ワーク200の外周面に当たらないレーザ光を受光部142で受光する。これにより、ワーク200の径方向の寸法に相当する電気信号を取得し、当該電気信号に基づいてワーク200の径方向の寸法を取得する。このとき、テーブル120を一定角度で回転させると共に、テーブル120をワーク200の高さ方向に移動させてワーク200の径方向の外形寸法を取得する。
(もっと読む)
反り測定システム、成膜システム、及び反り測定方法
【課題】In−situで安定した測定を行うことのできる反り測定システム、反り測定方法、及び成膜システムを提供する。
【解決手段】鉛直上下方向に移動可能であり、成膜用ホルダに載置されたウエハの外周部を支持して持ち上げるウエハ持ち上げ機構と、持ち上げられた前記ウエハの所定位置の高さを検出する高さ測定機構と、制御部とを具備する。前記ウエハ持ち上げ機構は、成膜チャンバ内で前記ウエハを支持する。前記制御部は、前記ウエハの成膜前後に、前記ウエハを支持した状態で前記ウエハ持ち上げ機構を測定用高さに位置させ、持ち上げられた前記ウエハの高さを測定し、成膜前後の前記ウエハの高さデータに基いて、成膜前後での前記ウエハの反り変化量を算出する。
(もっと読む)
ベルト式無段変速機のエレメント検査装置
【課題】エレメントの整列の手間を少なくすることで、エレメント検査装置の検査精度を向上させる。
【解決手段】エレメント検査装置は、ボディー部のベルト内周側端面が下側になるようにエレメント1を整列し、シュート16を介して下流へと供給するパーツフィーダ11と、シュート16の下流側に接続し、内部を貫通する隙間20を有するゲージ14と、隙間20の下流側に接続する良品排出路25と、を備える。ゲージ14は、エレメント1の位置合わせ用突起を除く板厚と板厚に対する所定の製造誤差を加えた幅の隙間を有し、かつ、位置合わせ用突起に対応する位置において隙間20の入口から出口まで延びる溝が隙間20の両側に形成されている。
(もっと読む)
ブレーキディスク検査装置
【課題】 ブレーキディスクの上面又は下面の平坦度を測定し、測定結果が前記平坦度の仕様要求を判断するブレーキディスク検査装置を提供する。
【解決手段】 ブレーキディスク18の上面181又は下面182の直交方向に昇降自在に支持され、下端又は上端を前記上面又は下面に当接させる探査ロッド136と、この探査ロッド136を測定部本体134に対してブレーキディスク18の上面181又は下面182の直交方向に弾性支持する板バネ135と、測定部本体134に支持され、下端をブレーキディスク18の上面181に当接させた探査ロッド136の上端、又は上端をブレーキディスク18の下面182に当接させた探査ロッド136の下端に当接させ、探査ロッド136の昇降に比例した測定値を出力する変位センサ138とからなる接触式測定部13を備えたブレーキディスク検査装置1である。
(もっと読む)
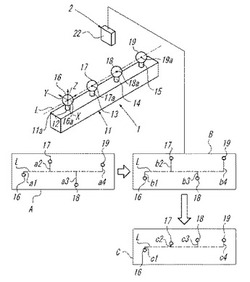
測定機の真直精度補正方法および測定機
【課題】反転法の欠点を解消でき、かつ、既存の装置を改良することなく信頼性の高い測定データが得られる測定機の真直精度補正方法を提供する。
【解決手段】直動機構を有する測定機の真直精度補正方法であって、測定機1の直動機構(4,5)を使って検出器7を移動させながら、予め形状データが値付けされたマスターワークMWを測定し、そのマスターワーク測定データから前記値付けされた形状データを差し引いて直動機構の真直精度データを求める真直精度データ算出工程と、前記測定機の直動機構を使って検出器を移動させながら、ワークを測定し、そのワーク測定データを求めるワーク測定データ算出工程と、前記ワーク測定データから前記真直精度データを差し引いてワークの真値データを求めるワーク形状演算工程とを備える。
(もっと読む)
平面度測定方法と装置
【課題】 簡単な構成で、効率的に平面度を求めることができる平面度測定方法と装置を提供する。
【解決手段】 互いに直交する方向の傾斜を検知する傾斜計12と、傾斜計12が取り付けられた本体14と、本体14の下面14aから突出した3点の測定子15,16,17と、傾斜計12により検知した傾斜を記憶しその傾斜の測定子間の距離から測定対象部位の変位を求めるコンピュータ等の演算手段とを備える。傾斜計12は、傾斜により動く電極間の静電容量の変化を2方向同時に検知する。3点の測定子15,16,17を測定対象面20に載置し、測定子15,16,17のうちの1点に対する他の2点の平面上での位置と傾斜を検知し、次に本体14を移動させて、先に検知した2点のうちの少なくとも1点に測定子16を合わせて、測定対象面20の他の点の変位を検知する。
(もっと読む)
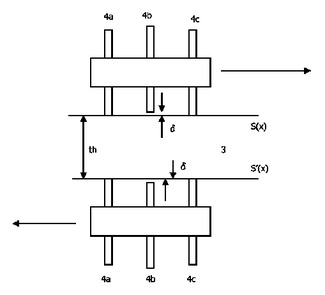
直定規の直線度測定のための順次式マルチプローブ法
直定規の直線度の測定のためのシステム及び方法であって、測定システムは、案内面(G(x))に沿って移動するキャリッジ(4)を使用して、直定規(3)に沿って順次式に測定するための多プローブ(4a,4b,4c)装置(4)を含む。キャリッジ(4)は、測定値を取るために、直定規(3)の1つの表面(S(x))に沿って移動され、次に、直定規(3)の反対表面(S'(x))に移転され、測定値を取るために、直定規(3)の反対表面に沿って移動される。直定規の両面で取られる測定地点の加算及び減算によって、プローブに起因する組織的誤差を特定し得る。それによって、直定規の直線度の測定が改良される。それによって、製造並びに作業片及び他の部分の測定における誤差は減少される。方法及び装置を直線度のオンライン較正のためにも使用し得る。
 (もっと読む)
(もっと読む)
1 - 20 / 21
[ Back to top ]