
Fターム[2F062GG51]の内容
機械的手段の使用による測定装置 (14,257) | 測定機器 (1,459) | ばね、ぜんまい (126)
Fターム[2F062GG51]の下位に属するFターム
つるまき (6)
ひげ
エデンばね
ねじり薄片
Fターム[2F062GG51]に分類される特許
101 - 120 / 120
回転運動変換装置
【課題】
回転ローラの半径方向の変形、消耗を抑制しつつ、摩擦係数を高めることができるようにして、直動部材の直動位置の計測精度を向上させる。
【解決手段】
回転ローラ110のうち、少なくともロッド2に接触する部分の一部110dを、回転ローラ110の回転中心軸110cとロッド202の表面との距離を一定値dに保持することができる程度に硬い材料(たとえばS45C)で構成し、回転ローラ110のうち、少なくともロッド2に接触する部分の他の一部114を、回転ローラ110とロッド202との間で滑りが生じない程度に摩擦係数が高い材料(NBR等の弾性部材)で構成する。
(もっと読む)
形状測定用プローブとその制御方法

【課題】 押し込みすぎのない位置制御を実現し、しかも制御回路の制御パラメータを追従性のよい条件に設定でき、高精度測定可能な形状測定用プローブを提供する。
【解決手段】 出力ホールド回路(49)と加算器(45)を備え、フォーカスをかける時に、フォーカス制御回路(39)の出力にZ位置制御回路(38)の出力をローパスフィルタ(48)を通して出力ホールド回路(49)でホールドしたものを加算したものを電流指令としてZ駆動回路(35)出力する。
(もっと読む)
変位伝達装置
【目的】 ボーリング孔へ挿入されるケースの内蔵用として好適な変位伝達装置を提案する。
【構成】 ケースの軸方向に配置された変位伝達用の第1の軸と、該第1の軸に取り付けられて該第1の軸とともに回転する第1の入力部であって、該第1の入力部の第1の入力作用点にケースの半径方向の変位が入力され、第1の軸の回転中心と第1の入力作用点との距離をL1とする第1の入力部と、第1の軸に取り付けられて該第1の軸とともに回転する第1の出力部であって、該第1の出力部の第1の出力作用点の変位が直接的に又は間接的に前記変位センサにより検出され、第1の軸の回転中心と第1の出力作用点との距離をL2とする第1の出力部と、を備え、第1の軸の回転中心と第1の入力作用点との距離L1より第1の軸の回転中心と第1の出力作用点との距離L2が長くする。
(もっと読む)
外径測定装置、及び測定子
【課題】 円柱などの柱状部材の外径測定時に柱状部材を保持し、高い測定精度を確保すること。
【解決手段】
本実施の形態の外形測定装置は、上下方向(重力の作用する方向を下方向とする)に設置された上測定子と下測定子で挟むことにより円柱状の被測定部材(ワーク)に形成された溝部の溝径を測定する。上測定子には位置決め機能を兼ねた2個の球状の接触端子があり、下測定子には棒状(円柱状)の接触端子がある。また、下測定子には、接触端子の左右両側(被測定部材の軸方向両側)に測定部材を水平支持するための支持部材(棒状ガイド)を備えられている。上測定子に設置された2個の球状接触端子が被測定部材の芯だしを行い、更に、接触端子で溝径を計測している間、支持部材が被測定部材の姿勢を水平に支持するため、高い精度で被測定部材の計測を行うことができる。
(もっと読む)
歯車寸法測定装置
【課題】 熟練を要することなく、誰にでも簡単かつ確実にOBD寸法の測定を行うことを可能とする。
【解決手段】 ボールピン34によってワークWの軸方向一端部の中心位置(センタ穴Wc)が正確に位置決めされる。この状態で、ワークの歯溝部Wgに対向し、かつ、ワークの軸C方向と直交する方向から、夫々ワークの歯溝部Wgに当接する一対の測定子40、42が、ワークWの測定対象歯溝に当接することで、ワークWはいわゆる三点支持状態となる。よって、ワークWは所定の測定姿勢に安定支持される。そして、可動測定子42の移動量を、マスターワークに対する同一作業の際の、可動測定子42の移動量と比較することで、ワークWのOBD寸法を正確、確実に把握することが可能となる。
(もっと読む)
試料の表面形状の測定方法及び装置
【課題】
探針の針圧を低くして被測定試料の変形を避け、しかも探針の走査速度を高くしても上記の問題を解決して正確な測定を比較的短い時間で行うことのできる試料の表面形状の測定方法及び装置を提供する。
【解決手段】
探針を被測定試料の表面に接触させて被測定試料の表面形状を測定する方法において、被測定表面上における探針の垂直方向変位に基いて、探針の速度及び加速度の少なくとも一つをリアルタイムでモニターして、探針のとびを検出し、とびを検出したら探針のとびを抑える力を増して表面形状を測定することから成る。また、試料の表面形状の測定装置は、探針の垂直方向の変位を検出する検出手段の出力信号に基き探針のとびを検出すると共に探針のとびの検出に応じて針圧付加手段を制御して探針の針圧を漸減させる制御手段を有する。
(もっと読む)
変位計
【課題】 1台で最大変位量および累積変位量をそれぞれ測定・記憶することができ、機器の設置作業を簡略化し、設置のコスト及びスペースの低減を図ることができる変位計を提供することを目的とする。
【解決手段】 被測定箇所に設置される測定部2によって、測定部2に対して軸方向に移動可能に設けられているとともに固定体に取り付けられる可動ロッド3の移動量を計測し、この移動量に基づいて被測定箇所の変位量を測定する変位計1において、測定部2には、可動ロッド3の最大移動量を計測することで被測定箇所の最大変位量を測定・記憶する最大変位量測定部4と、可動ロッド3の累積移動量を計測することで被測定箇所の累積変位量を測定・記憶する累積変位量測定部5とが備えられている。
(もっと読む)
幅測定装置
【課題】精度良く、高効率にクラックの幅を測定することが出来る幅測定装置の提供。
【解決手段】幅測定装置1は、直径の異なる線部が各別に先端側に設けられた、4つの軸部を備える。軸部6の先端側には、直径0.3mmのピアノ線からなる線部11が設けられている。軸部6の後端部の外周側には、コイルバネ12が嵌められており、軸部6の後端側には、ノック部13が連設されている。ノック部13の押し下げ部13aを押し下げることにより、線部11が幅測定装置1から露出され、この線部11がクラックに挿入されるか否かが判断される。この判断に基づき、次に露出させるべき線部が決まり、この線部がクラックに挿入されるか否かが判断されて、クラックの幅の範囲が決定される。
(もっと読む)
ネジ穴測定具
【課題】 メネジの有効深さを簡単かつ正確に直接測定できるネジ穴測定具を提供すること。
【解決手段】 一端に円筒状孔部を設け他端を閉塞部としたハウジングと、前記円筒状孔部に収容され前記閉塞部で前記ハウジングに固定された軸部と、前記円筒状孔部と前記軸部の間に形成された間隙に沿って摺動可能な摺動筒体と、前記間隙に収容され前記摺動筒体を前記円筒状孔部の開口部方向に付勢する付勢手段により構成され、前記軸部の先端部に所定寸法のメネジに螺合可能な第一オネジ部を設け、前記ハウジングの前記他端に所定寸法のメネジに螺合不可能な第二オネジ部を設け、前記摺動筒体の外周表面に前記摺動筒体の前記間隙への挿入距離を示す目盛りを設けたことを特徴とするネジ穴測定具。
(もっと読む)
測定装置および測定方法
【課題】測定子のたわみ量が考慮され、測定部位間の寸法が小さい場合であっても、その寸法を正確に測定できる測定装置および測定装置の提供。
【解決手段】測定装置は、ケース本体と、測定部位101,102に先端部511B,521Bがそれぞれ当接され互いに近接離隔可能な一対の測定子51,52と、一対の測定子51,52の基端部511C,521C間の相対移動量を検出する移動量検出手段と、移動量検出手段による検出値を基に測定部位101,102間の寸法を算出する演算制御手段とを備える。演算制御手段により、予め設定された計算式において、移動量検出手段による検出値に基く測定部位101,102間の検出値Xが、測定子51,52の測定部位101,102との当接によるたわみ量T1,T2に相当する値を用いて補正され、測定部位101,102間の寸法の真値Yが算出される。
(もっと読む)
トレッドラジアス測定治具
【課題】 空気入りタイヤのトレッド面の幅方向の曲率半径を簡単な治具を用いて、測定精度を維持しながら効率よく測定できるようにする。
【解決手段】 空気入りタイヤ20のトレッド面21の幅方向に配置される水平支持片11の両側に両側脚部13A、13Bを設けると共に、該両側脚部の中点に下方に向けて付勢された状態で昇降自在に中央昇降脚部12を設け、両側脚部13および中央昇降脚部12の下端側をトレッド面21に押し当てた状態において、変位計14で検出される両側脚部13と中央昇降脚部12との上下方向の距離であるキャンバー量をA、中央昇降脚部12と両側脚部13の一方との水平方向の距離であるベース量をB、トレッド面21のタイヤ幅方向の曲率半径をRとすると、R=(A2+B2)/2Aによりトレッド面の曲率半径を算出可能としている。
(もっと読む)
プローブ用の測定ヘッド
【課題】 触針の軌跡が、固定および固定解除の動作の際においてでさえも、完全に制御される測定ヘッドとを提供する。
【解決手段】支持要素(30)と、該支持要素(30)に接続され、支持要素(30)に対して第一軸(B)を中心に回転可能な第一可動要素(40)と、固定状態および固定解除状態にするためのアクチュエータとを有し、該アクチュエータが、固定解除状態にあるときに、第一可動要素(40)を支持要素(30)から離隔させ、第一軸(B)を中心に回転可能にするために第一可動要素(40)に固定解除力をかけるように構成され、固定状態にあるときに、支持要素(30)に対して第一可動要素(40)を再び締め付け、第一軸(B)の周囲の回転を防止するように第一可動要素(40)に固定力をかけるように構成されている。
(もっと読む)
等速ジョイントの外輪のトラック溝測定装置ならびに等速ジョイントの外輪のトラック溝測定方法
【課題】 等速ジョイントの外輪のマウス部内面に形成された研削加工で形成されるトラック溝の形状を確認するのに、相対向するトラック溝へ測定子を当接させて、そのときの測定子間の距離を測ったり、全トラック溝に対向した基準ボールを案内面でトラック溝側へ移動させ、この時の案内面の位置からトラック溝の径を計算して研削の状況を確認していた。しかし、直接トラック溝の径を測定していないのでトルク伝達ボールの挙動を把握できなかった。
【解決手段】 基準ボールの中心からトラック溝4の谷4cへ摺動移動できる測定杆9と、この測定杆9の移動を平行に測定してトラック軸4の谷4cと基準ボール24との距離を計測する計測器10とを設けて、この測定杆9と計測器10を相対的に移動可能にしたものである。
(もっと読む)
枕設計のための身体測定器
【課題】本発明は、使用者にとって適切な枕を設計するための身体測定器を提供するものである。
【解決手段】本発明に係る枕設計のための身体測定器Mは、身体の背面及び側面における少なくとも頭部から尻部までの凹凸状態をそれぞれ測定する身体測定器Mであって、変位測定部110と、該変位測定部110を上下に移動させる昇降ロッド103とを備え、該変位測定部110は、ローラー状の測定子111が固定され、測定子111が配されている側に向かって一定の付勢力が働くアーム113と、昇降ロッド103に対する変位測定部110の変位を検出する第1検出器と、変位測定部110に対する測定子111の変位を検出する第2検出器とを有するものである。
(もっと読む)
測定用プローブ
【課題】 空気軸受から流れ出る空気による影響を少なくして、安定した測定のできる測定用プローブを提供する。
【解決手段】 空気軸受31の中央部に軸に吹き付けた空気の溜り部47と、この空気の溜り部から空気を排出する排出口48と、この空気の溜り部の両側に軸への空気の吹出口45および吹出口46を形成しているので、可動部材11と空気軸受の隙間から被測定物2やレーザ光Fzを反射する反射面13のある空間に流れ出る空気の量が少なくなり、計測に与える影響を少なくすることができる。
(もっと読む)
ワークの回転半径寸法の測定方法および測定装置
【課題】ワーク(回動部品)の回転半径寸法を高精度,かつ再現性よく測定できるようにした測定方法および測定装置を提供する。
【解決手段】一端に形成した耳部1aに軸穴を穿孔したプレス加工品になるワーク1について、前記軸穴の中心から先端までの回転半径寸法Rを次記の測定方法および装置により測定する。すなわち、ワーク保持治具2を搬送ロボットに搭載してローディング/測定位置に搬送するようにし、ローディング位置でワーク1の軸穴をワーク保持治具2に設けた基準ピン8に嵌挿してセットする(図1(a))。一方、測定位置には基準ピンを中心としてワークを回動させるクランプ式のスイング機構,およびワーク先端の回転移動軌跡に合わせてリニアゲージ7を備え(図1(b))、この測定位置でクランプフィンガー4aがワーク1を挟んで基準ピンの回りに回動させ、そのスイング行程の途上でワークの先端がリニアゲージのプローブを押し、ここでリニアゲージより得た測定出力の最大値をもってワークの回転半径寸法Rを測定する(図1(c))。
(もっと読む)
ワーク計測装置
【課題】 径寸法の異なり範囲が単独の計測器の測定可能範囲を超える種々のワークがランダムに供給される場合でも対応が可能な、計測可能範囲の広いワーク計測装置を提供する。
【解決手段】 ワーク径を計測するワーク計測装置3であって、それぞれワークWに接触させる進退自在な測定子33を有する第1の計測器3Aと第2の計測器3Bとよりなる。両計測器3A,3Bの測定子33が同一の仮想直線L上に沿って移動するように、両計測器3A、3Bを対向配置する。
(もっと読む)
等速ジョイントの寸法測定方法及びその装置
【課題】等速ジョイントを構成するインナ部材のオフセット量を簡便な操作で測定する。
【解決手段】オフセット量が所定の値であるインナ部材14を、寸法測定装置30の収容部36に収容する。この際、収容部36の内部に位置決め固定されたボール44a〜44cが、インナ側ボール溝26a、26c、26eに挿入される。この状態で、回動部材60を回動させて、測定子46をインナ部材14の外周面に当接させる。この測定子46の変位に追従してマイクロゲージ50の測定芯98が変位し、その変位量は、マイクロゲージ50の指針の変化量として表示される。この際に指針が示す目盛を原点とし、次のインナ部材に対して同様の操作を行ったとき、指針の原点からのずれがオフセット量の公差範囲内に対応する許容範囲内であれば、寸法精度を満足するものと判別する。
(もっと読む)
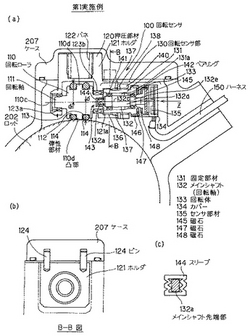
機械部品の直線寸法を検査するためのヘッド
測定ヘッドはほぼ密封されたケーシングと、ケーシングの内部に部分的に位置し、かつ位置変換器に結合される第1部分、およびケーシングの外部で、検査される部品に接触するようにフィーラ(feeler)を保持する第2部分を有する可動アームと、さまざまな公称寸法の部品を検査するようにヘッドを適合させるゼロ設定機構とを含む。ケーシングの外部に配置されるゼロ設定機構は、アームの第1部分と第2部分との間のクイック・ロック/アンロックデバイスと、アームの第1部分に結合され、かつケーシングを基準としたプリセット位置にアームの第1部分を保持するための対応する基準面と協働する基準面を含む可動機械基準体とを含む。クイック・ロック/アンロックデバイスおよび可動機械基準体は一緒に作動して、アームの各部分間の結合を解除すると同時にプリセット位置を保持し、2つの位置を一体にロックすると同時にアームを解放する。  (もっと読む)
(もっと読む)
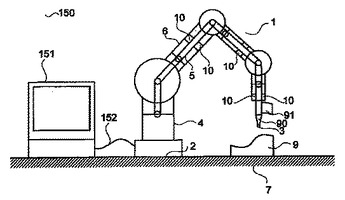
外骨格を有するCMMアーム
ベース端及びプローブ端を有する内部CMMアームと、複数の伝達手段を介して内部CMMアームを駆動する外骨格とを備える、外骨格を有するCMMアームの装置が提供される。1つ又は複数の接触プローブ、光学プローブ、及び工具が、プローブ端に取り付けられる。外骨格を有するCMMアームは、手動操作可能な実施形態及び自動実施形態で提供される。外骨格を有するCMMアームは、高精度測定のため、又は高精度動作を行うために動作可能である。外骨格を有するCMMアームの動作の方法が提供される。
 (もっと読む)
(もっと読む)
101 - 120 / 120
[ Back to top ]