
Fターム[2F068BB09]の内容
音響的手段による測長装置 (5,715) | 対象物の形状、材質 (578) | 中空状 (128) | 管状;筒状 (125)
Fターム[2F068BB09]に分類される特許
101 - 120 / 125
位相比較を用いる長距離導波検査における欠陥部信号からの溶接部信号の自動区別方法

【課題】欠陥部信号からの幾何学的特徴部信号の識別及び区別の自動化を遂行する方法及びアルゴリズムの提供。
【解決手段】長さのある構造物のNDEにおいて、欠陥部信号から幾何学的特徴部信号を識別し見分ける方法及び関連するアルゴリズム。本方法は、評価される長さのある構造物から問合せ信号(反射される構成要素を含む)を集め、その信号を、データベースに保管された既知の幾何学的特徴部から選択された基準信号と比較する段階を含む。比較は、信号位相の判定を伴う。同じ位相信号は、発信源を幾何学的特徴部として識別し、逆位相信号は、発信源を欠陥部として識別する。比較は、信号それぞれをゲート制御し、各点の相関値の配列を作成する段階を伴う。相関値は分析され、信号位相の判定(最大及び最小相関値の比較に基づく)が行われる。相関値と、その最大値及び最小値との比較によって、信頼性因子を判定できる。
(もっと読む)
検査機器用自走台車

【課題】台車部に対し比較的に簡単な構成で各車輪を揺動可能とし、比較的に小さな曲率の曲面構造体表面であっても、その曲率に倣うように車輪を揺動させ得る検査機器用自走台車を提供する。
【解決手段】この検査機器用自走台車1は、超音波厚みセンサ2(検査機器)が搭載される台車部4の左右両側に、一対の車体部6L、6Rがそれぞれ配置されている。各車体部6L、6Rには、それぞれ走行手段9が装備されている。この走行手段9は、モータ15と、そのモータ15で駆動されるとともに鋼管の表面に磁着し且つその表面に沿って転動可能な車輪10と、を有して構成されている。そして、台車部4に対し各車体部6L、6Rは、台車部4の前後方向を向く軸まわりおよび左右方向を向く軸まわりにそれぞれ回動可能に繋ぐ左右の連結手段21によって連結されている。
(もっと読む)
超音波厚さ測定装置
【課題】超音波探触子毎に測定される配管の肉厚値を確認できると共に配管の外径の影響を受けずに正確な肉厚の測定を行なうことが可能な超音波厚さ測定装置を提供する。
【解決手段】配管11の外周面12を走行可能な親台車13と、親台車13の走行距離を測定する距離計14と、外周面12の周方向に直交する方向の一定幅領域を覆いながら親台車13と共に移動する複数の子台車15A〜15Lと、各子台車15A〜15Lに配置された超音波探触子16A〜16Lと、超音波探触子16A〜16Lに作動信号を送信しその出力信号を受信して波形信号として出力する超音波探傷機17A〜17Lと、各波形信号をデジタル信号に変換して配管11の最小肉厚を算出し、距離計14の出力信号及び最小肉厚から超音波探触子16A〜16L毎に配管11の測定位置に対する肉厚分布を求め、階層分けして色別表示するデータ処理機18とを有する。
(もっと読む)
鋼管の熱間肉厚測定方法
【課題】本発明は、レーザの照射で発生した超音波のうち、数箇所で得た3往復エコー及び4往復エコーを用い、高精度に肉厚を測定する鋼管の熱間肉厚測定方法を提供することを目的としている。
【解決手段】鋼管の外面にレーザを照射し、発生した超音波が鋼管内面と外面との間の肉厚内で反射、往復する多数のエコーを検出し、前記肉厚内で進行するエコーの進行時間及び反射角を定め、それらの値と超音波の伝播速度とから肉厚を計算する肉厚測定方法を改良した。その方法は、検出エコーのうちから、3往復及び4往復エコーを抽出し、それぞれの進行時間にオフセット値を設定し、そのオフセット値が3往復エコー及び4往復エコーで等しいと定めて肉厚値を求め、この肉厚値を1往復エコーの肉厚を与える式に代入して、1往復エコーのオフセット値を逆算して定め、該1往復エコーのオフセット値を利用して他の全ての測定箇所の肉厚を計算するものである。
(もっと読む)
配管長測定装置および配管長測定方法
【課題】 空気調和機などにおける配管の配管長を計測することができる配管長測定装置および配管長測定方法を提供する。
【解決手段】 分岐した複数の配管端末を有する配管の各区間の長さを測定する配管長測定装置であって、配管の所定位置に配置され、配管等に振動を与える送信部9と、配管の所定位置に配置され、配管等の振動を検知する複数の受信部11と、送信部9から振動が発振されてから、振動が複数の受信部11に受信されるまでの複数の時間を計測する時間計測部29と、各受信部11に対応して得られる複数の計測時間に基づいて、配管の各区間の長さを送信部9から受信部11までの距離に係る長さとして算出する演算部7と、が設けられていることを特徴とする。
(もっと読む)
超音波による厚さ測定方法及びその装置
【課題】 コーティング層等の異質層と材料の超音波の減衰差を利用して、異質層を除去することなく材料の厚さを簡便に、且つ、精度よく測定することを可能にした超音波による厚さ測定方法及びその装置を提供する。
【解決手段】 表面にコーティング層22を有する鋼管21の厚さを超音波によって測定する方法において、鋼管21内に超音波パルスを送信して得られる受信信号の内、鋼管21での多重反射によって生じるエコー(多重エコー)を選択し、その間隔に基づいて鋼管21の厚さを求める。
(もっと読む)
金属パイプの肉厚を計測する方法およびシステム
【課題】金属パイプの肉厚を打音により高精度に簡単に測定する方法およびシステムを提供する。
【解決手段】金属パイプに所定の強度の打撃を加えて音圧信号標本値を採取、保存する打音データ取得部1と、保存された音圧信号標本値を解析して肉厚を求めるデータ解析部2とを備え、データ解析部は、計測対象である金属パイプと同じ外径を有する複数の肉厚の異なるサンプル金属パイプの打音検査に基づいて求めた固有振動数と肉厚との関係を表す肉厚−固有振動数直線を表示する手段23,21と、保存された音圧信号標本値に自己相関処理を施して時系列データを求める自己相関処理手段24と、時系列データにFFTを施して周波数成分をグラフ表示する周波数成分分析手段25とを含む。肉厚計測時には、周波数成分のグラフ表示から金属パイプの固有振動数を求め、求めた固有振動数および肉厚−固有振動数直線のグラフ表示を用いて金属パイプの肉厚を求める。
(もっと読む)
管厚計測装置
【課題】 超音波探触子を管軸方向及び管軸回り方向にスムースに走査させることが可能で、作業性良く管内の管厚計測を行うことができる。
【解決手段】 超音波探触子11を内部に格納すると共に、被計測面と超音波探触子11との間に充填される接触媒質を放出する放出口12Aを備えた探触子格納部12と、探触子格納部12の導入方向前後に延設され、探触子格納部12を管内に導入する導入部材13と、導入部材13の内部に備えられ接触媒質を放出口12Aに供給する供給ホース14とを備え、探触子格納部12の導入方向前後における導入部材13の外周に、接触媒質を吸収して膨張することで管内面に密着して、被計測面と超音波探触子11との間に充填される接触媒質を保持する接触媒質保持部材16を設けた。
(もっと読む)
配管検査方法及び装置
【課題】配管の減肉状態を、軸方向及び周方向の位置を同定した上で高精度に測定する方法及び装置を提供すること。
【解決手段】弾性波送信器5で弾性波送信素子1に非分散性弾性波を励起する。弾性波受信器7で弾性波送信素子3からの非分散性弾性波信号を受信し、A/D変換器9で受信信号をデジタル信号に変換する。デジタル信号に変換された弾性波信号を複数の信号要素に分割する。次に、信号要素の伝播径路を決定し、特定の信号要素Aの出現時間TAを測定し、信号要素Aと同一の伝播径路を経由した分散性の信号要素Bの出現時間TBを測定する。そして、出現時間TAと出現時間TBとの差を肉厚データに変換する。
(もっと読む)
筒状体内面付着層の厚さ測定方法
【課題】筒状体を伝播される超音波として、板波、特にラム波を用いることにより、筒状体内部に付着した付着層の厚みを測定することを目的とする。
【解決手段】一対の探触子2,3のうち一方の探触子2を検査対象の筒状体外面に固定すると共に、他方の探触子3が検査対象の筒状体1外面上を移動自在となるように設置し、上記の他方の探触子を移動させながら、上記両探触子間に超音波を送受信させることにより、筒状体にラム波を伝播させ、送信された周波数について上記探触子に受信される超音波の伝播時間及び振幅を測定し、上記の伝播距離、振幅、周波数及び伝播時間から選ばれる少なくとも3つの関係から、上記筒状体内面に付着した付着層の厚さの推定値を求める筒状体内面付着層の厚さ測定方法を用いる。
(もっと読む)
ボイラ伝熱管の肉厚検査装置および方法
【課題】千鳥配管のような狭い配管においても、伝熱管群の管軸方向及び上下方向に自在に移動でき、多少の伝熱管群の間隙寸法が変動していても、効率的かつ精度良く配管減肉量を測定可能なボイラ伝熱管の肉厚検査装置および方法を提供することを目的とする。
【解決手段】上部アーム機構、下部アーム機構、および駆動ローラ出没機構とを個別にまたは連動して作動させることによって、上部ローラ、下部ローラ、および駆動ローラとをボイラ伝熱管に押し付けて装置自身を保持するとともに、装置自身を管軸方向及び上下方向に移動させて、肉厚検査センサ出没機構を作動させ、超音波探触子ヘッド部をボイラ伝熱管に押し付けてボイラ伝熱管の肉厚を検査する。
(もっと読む)
配管板厚測定装置
【課題】 この配管板厚測定装置は,原子力発電所,火力発電所,化学プラント等の配管の板厚を,非破壊によって簡易に,信頼性に富んで精度良く測定する。
【解決手段】 この配管板厚測定装置は,予め任意に設定された超音波による入力信号を配管3に対して入力する信号入力センサ1と,信号入力センサ1の入力信号に応答して発生するラム波を検出する検出センサ2とを有し,信号入力センサ1と検出センサ2との間において特定の周波数機械振動のセンサ間の伝搬速度をラム波の伝搬速度分散に基づき求めることによって配管3の板厚を測定する。
(もっと読む)
超音波走査データを用いて物体を検査する方法およびシステム
【課題】修理およびメンテナンスフォローアップ作業をより効果的に行うためにパイプラインおよび同様の物体の亀裂の深さを正確に推定する、改良された技術を提供すること。
【解決手段】超音波走査データから亀裂(40)の深さを推定する方法および装置を提供する。この方法は、複数のセンサ(34、36、38)の1つからの信号をそれぞれ表す複数の振幅応答を、超音波走査データからマッピングするステップを含む。この方法は、さらに、これら複数のマッピングされた振幅応答の中で、それぞれが亀裂からの反射信号を示す標識である複数の線形応答を突き止めるステップを含む。所与の亀裂(40)からの線形応答に対応する1つまたは複数のセンサ(34、36、38)を識別する。識別されたセンサからのデータを用いて、亀裂(40)の深さを推定する。
(もっと読む)
血管弾性率測定方法及び血管弾性率測定装置
【課題】 手首の動脈部で信憑性のある血管弾性率を簡便に測定できる血管弾性率測定方法及び血管弾性率測定装置を提供する。
【解決手段】 超音波を入射する超音波入射手段と、血管壁から反射される超音波を検出する超音波検出手段とを備え、平均血圧に相当する外部圧力を血管に加え、手前側の血管壁内外面から反射される超音波と反対側の血管壁内外面から反射される超音波の時間差から血管の内径、外径を算出し、血圧、血管径から血管弾性率を算出する。
(もっと読む)
物体の位置の測定方法
パイプライン内の2つの物体の相互距離を測定するための方法である。方法は、パイプラインの材料および/またはパイプラインの外に存在する媒体の音響インピーダンスとは異なる音響インピーダンスを有する媒体で満たされたパイプラインを設けるステップと、2つの物体のそれぞれにクロックを設けるステップと、クロックの時間を同期させるステップと、2つの物体のうち第1の物体から第2の物体へ音波信号を周期的に送信するステップと、音波信号の受信時刻を測定するステップと、第1の物体から第2の物体までの遅延時間を決定するステップと、2つの物体間での信号の移動距離を、媒体における音波信号の伝播速度および音波信号の測定された遅延時間に基づいて計算するステップと、を備える。 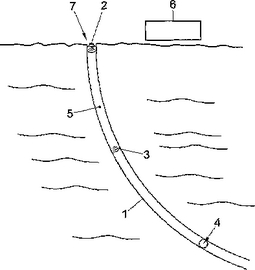 (もっと読む)
(もっと読む)
超音波測定装置
【課題】 小さい管径でも超音波探触子による測定が可能で、管径毎に探触子の中心間距離を補正する必要のない超音波測定装置を提供する。
【解決手段】 複数の超音波探触子11〜22を管23の円周方向に沿って移動させ、その損傷状況を測定する装置であって、親台車43は中央に空間部Kを有する台車フレーム26と、台車フレーム26の前後に設けられそれぞれ回動調整機構27、28を備えた前側及び後ろ側回動軸29、30と、前側回動軸29の両側に基部が取付けられ、先部には左右対となる前側車輪33、34が設けられた前側回動フレーム35と、後ろ側回動軸30の両側に基部が取付けられ、先部には左右対となる後ろ側車輪38、39が設けられた後ろ側回動フレーム40と、前側回動フレーム35及び後ろ側回動フレーム40の底部に管23とは一定の隙間Gを有して設けられた永久磁石41、42とを有する。
(もっと読む)
腐食と表面欠陥を走査するための方法と装置
本発明は、パイプラインの安全な使用の寿命を判定する方法および装置に関し、以下のステップからなる。
a)パイプライン上で表面腐食解析の領域を画定するステップ。
b)パイプライン上で画定された領域を走査するための腐食走査システムを提供するステップ。
c)腐食走査システムによって画定された領域の表面上の腐食の位置を特定し、その腐食を測定するステップ。
d)腐食走査システムによって画定領域でのパイプラインの残存壁厚を判定するステップ。
e)ステップc)とd)とで得られた画定領域での腐食に関する表面状態データを処理して、パイプラインの安全な使用の寿命を判定するステップ。
別の態様では、本発明は、本発明による方法を実施するための腐食走査システムに関する。別の態様では、本発明は、パイプラインの安全な寿命を予測するための予測システムに関する。 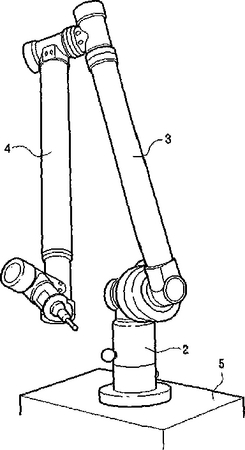 (もっと読む)
(もっと読む)
肉厚測定データ管理方法と超音波肉厚測定装置及びプラント
【課題】
本発明の目的は、発電プラントの配管等の肉厚測定時に、肉厚データを測定し取得する際、測定点の位置情報、属性情報、過去の測定情報が、新たに測定した肉厚データと共に一元化され記憶装置内に取り込み格納され、容易に確認できる肉厚測定データの管理方法と肉厚測定装置及びタグ登録情報読み取り装置を提供することにある。
【解決手段】
本発明は、肉厚測定対象物の肉厚を超音波肉厚測定装置によって測定する肉厚測定データの管理方法において、前記測定対象物の測定点近傍の表面上に無線周波タグが貼付られ、該タグは測定対象点の個別管理番号、過去の肉厚測定データ及び測定位置座標の属性情報が登録されていることを特徴とする。
(もっと読む)
肉厚監視システム
【課題】既に確立したガイド波による探傷技術を基盤として、遠隔でかつ必要な時に探傷計測するシステムを構築し、更に、これまでの減肉スピードと金属材料の特質を配慮した減肉速度から将来の減肉予想、また、配管の交換時期を予測することを可能とするものである。
【解決手段】超音波信号変換器から出力された超音波信号を配管に入射させ、前記配管中をガイド波として伝播して管壁で反射した反射波を前記超音波信号変換器にて測定することにより前記配管の肉厚を計測する肉厚監視システムにおいて、前記反射波の高さと前記配管の断面減少率との相関関係を予め求め、該相関関係を利用して前記超音波信号変換器にて測定された反射波の高さから前記配管の減肉量を推定し、推定された減肉量が基準値を超えるときには、警告を行うことを特徴とする。
(もっと読む)
二重管隙間量計測装置及び二重管隙間量計測方法
【課題】 二重管の内管と外管との間の微小な隙間の大きさを計測する。
【解決手段】 超音波探傷装置を用いて、超音波を内管の内部から、内管の内壁に垂直な方向に発射する。超音波は、内管の外壁に反射してエコーを返す。さらに超音波は、外管の外壁に反射してエコーを返す。隙間が大きいと超音波が隙間を通過しづらいので、外管の外壁からのエコーは小さくなる。そのため、外管の外壁からのエコーの強度の、内管の外壁からのエコーの強度に対する比(エコー強度比)は、隙間の大きさが小さくなるにつれて大きくなる関数関係にある。予めその関数関係を実験などによりデータベース化しておくことにより、エコー強度比が分かれば隙間の大きさが分かる。
(もっと読む)
101 - 120 / 125
[ Back to top ]