
Fターム[2F068BB09]の内容
音響的手段による測長装置 (5,715) | 対象物の形状、材質 (578) | 中空状 (128) | 管状;筒状 (125)
Fターム[2F068BB09]に分類される特許
61 - 80 / 125
管長測定システム及びその測定方法
【課題】
雑音に強く遠方まで音波を届かせることが可能であり、波形の減衰を防いで正確に管長を測定する。
【解決手段】
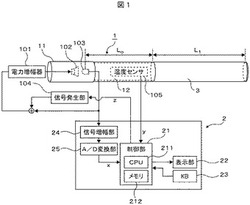
測定部11と測定管12を有する測定機構1を配管3に接続した状態で、測定管内にハウリングが発生するように配置した、マイクロホン103から発せられた受音信号をスピーカ102より受信する。スピーカ102とマイクロホン103による大きな振幅の音波が配管3内に発生し、定在波のペクトルが検出されるまで信号発生部104で発生する信号の周波数を変更制御する。この時の、管内の温度データと定在波のピーク周波数を用いて、測定装置2の制御部21で所定の式に基いて管長を計算する。
(もっと読む)
空気伝播音式距離計測方法及び空気伝播音式距離計

【課題】 正確な推進距離を計測することができる空気伝播音式距離計測方法及び空気伝播音式距離計を提供する。
【解決手段】 配管1の発音端から発した音波が受音端に届くまでの時間を測定し、この測定された時間に音速をかけて距離を計測する空気伝播音式距離計において、前記発音端から受音端までの途中に温度センサ6を配置して、前記音速の補正を行う。
(もっと読む)
管肉厚測定方法及び装置
【課題】被検査管の肉厚を超音波を出射して計測する場合に、被検査管内壁と超音波探蝕子間の付着物の巻き込みをなくして検査精度の低下を防止すると共に、被検査管のテーパ部でも精度良い計測を可能にする。
【解決手段】超音波を出射する検査ヘッドを被検査管内に挿入し、超音波を被検査管の内壁に向けて出射して被検査管の肉厚を測定する方法において、被検査管1内で超音波探蝕子23を内臓した複数の接触体15を被検査管1の周方向(矢印e方向)に分散配置して被検査管1の内壁1dに当接させ、その状態で該接触体15を被検査管1の周方向に部分角だけ往復動させながら被検査管1の内壁1aに超音波を出射して被検査管1の肉厚tを測定する。
(もっと読む)
膜厚測定方法
【課題】 底面反射波と境界面反射波が重畳した検出波形であっても簡単かつ確実に膜厚を測定できる方法を提供する。
【解決手段】 薄膜支持体の薄膜に対向する側の面から送信された超音波の底面反射波の振幅が境界面反射波の振幅よりも大きな特性を有する測定対象物の厚さを測定する方法である。受信した合成反射波の立上り時のピークと最大ピークのレベルをそれぞれ所定の値に調整し、その状態における所定の閾値における立上り領域と最大ピークへの上昇領域での閾値通過時をそれぞれ計測し、計測した2つの閾値通過時の時間差により膜厚の測定値を求め、求めた測定値を所定の補正式に基づいて補正して薄膜の厚さを決定する。
(もっと読む)
棒部材の長さ又は物理的状態の測定システムおよび測定方法
【課題】埋設された棒部材に受振子を取り付けハンマーなどの打撃による長さ方向の弾性波(疎密波)を測定し分析することで、ガードレール支柱のような棒部材の根入れ深さもしくは物理的状態を測定可能とする。
【解決手段】埋設された棒部材の側面に取り付け具40a,40b,40cを用いて受振子1個もしくは複数個を取り付け、棒部材の先端(ガードレール支柱の場合ではキャップ)の中心部をハンマーなどでただき弾性波を発生させる。受振子で検出された縦波(疎密波)に対応する電気信号をAD変換、共振周波数測定、波形分析して、棒部材の長さもしくは物理的状態を測定する。
(もっと読む)
配管の厚さ測定システム
【課題】外周面が被覆された配管の厚さを、ほぼ同じ位置で繰り返しかつ容易に測定することができる配管の厚さ測定システムを提供する。
【解決手段】配管の厚さ測定システム1を、厚さ測定の対象とされる配管10と、厚さ測定時に測定対象の配管10の外周面に接触する探触子32を含む厚さ測定装置30と、配管10の外周を覆う被覆部13と、被覆部13のうち配管10の厚さ測定の測定対象部位を覆う部分に設けられ、当該部分以外の被覆部13の部分に対して着脱可能とされる着脱部20とを備える構成とした。
(もっと読む)
テンプレート
【課題】肉厚測定用センサ検知部の肉厚測定位置をマーキングするために用いられるマーキング用テンプレートを提供する。
【解決手段】少なくとも2箇所以上切れ込まれた長溝12と、被測定物を測定するセンサ検知部の大きさに対応した大きさに開口された円穴11とを備えたマーキング用テンプレート10を提供する。上記構成により、所定の肉厚測定位置の中心に上記円穴11を当てて上記長溝12を介して配管表面1上に直線形状のマーク3を施せば、当該マーク3の延長線上に交わる交点を中心として、所定の肉厚測定位置を一意に特定することが可能となる。そのため、上記所定の肉厚測定位置に、円状のマーク5、超音波接触媒質などを塗布したり拭き取ったりする作業を何度も行なっても、前回肉厚測定した位置とズレが生じることなく、精度の高い肉厚測定結果を得ることが可能となる。
(もっと読む)
スタンドオフおよび掘削孔形状の測定
屈折した超音波がツールスタンドオフを計算するために使用される。超音波送信機は、屈折波に対して臨界入射角で掘削孔の壁に向かって(の中に)波を送る。屈折波は掘削孔の壁に沿って横切り、臨界角で掘削孔中にエネルギを連続的に放射する。屈折波は受信機により検出され、送信機から受信機までの屈折した音波の移動時間が測定され、そしてスタンドオフの計算に使用される。多くの方向で(例えばツールを回転させて)測定を繰り返すことにより、1またはそれ以上のキャピラー測定が行える。キャピラー測定は、掘削孔の2次元形状を表すために組み合わせても良い。異なった方向と深さにおける測定は、掘削孔の3次元形状を表す。送信機・受信機ペアのアレイは、方向を変える必要を無くすために使用される。 (もっと読む)
管長測定システム及びその測定方法
【課題】
雑音に強く遠方まで音波を届かせることが可能であり、波形の減衰を防いで正確に管長を測定する。
【解決手段】
可動機構部11と測定管12を有する測定機構1を配管3に接続した状態で、測定管内にハウリングが発生するように配置した、マイクロホン103から発せられた受音信号をスピーカ102より受信する。スピーカ102とマイクロホン103による大きな振幅の音波が配管3内に発生し、駆動部104を制御して定在波スペクトルが検出される時点まで、スピーカ102とマイクロホン103の間隔を一定に保ちつつ、これら2つを同時に調整する。この時の、配管に関する温度データと定在波のピーク周波数を用いて、測定装置2の制御部21で所定の式に基づき管長を計算する。
(もっと読む)
ドラム缶検査装置
【課題】ドラム缶の内面側に発生する腐食、あるいは錆、あるいは物理的な要因による磨耗などの断面欠損を、簡単な構造で、確実に、しかも迅速に検査して検出し、その発生位置が特定できる。
【解決手段】ドラム缶1の内面側に発生する断面欠損を外面側から検出するドラム缶検査装置であり、横波の超音波によりドラム缶1の内面に発生する減肉箇所の検出及び範囲を推定する検査を行う検査超音波器を備え、検査超音波器は、ドラム缶1の天板円周外縁部11aまたは底板円周外縁部12aに取り付けたドラム缶1の側板10の検査を行うための超音波を発生する複数個の超音波探触子2aを有する。
(もっと読む)
管の評価方法及び管の評価プログラム
【課題】 複数の地点の肉厚データを総合的に評価して管が正常であるか否かを自動的に判定できるようにする。
【解決手段】 内部超音波探傷法で管の各地点の肉厚を測定して、それを記憶装置に記録する。その記録データをコンピュータに読み込んで評価を開始する。所定の肉厚しきい値を割り込んでいる肉厚データに関して、軸方向の複数の肉厚データに基づいて軸方向の評価をして、正常であるか再評価が必要であるかを決定する。また、同様の肉厚データに関して、周方向の複数の肉厚データに基づいて周方向の評価をして、正常であるか再評価が必要であるかを決定する。さらに、最小肉厚部の応力を評価して、正常であるか再評価が必要であるかを決定する。再評価が必要であるとされた肉厚データについては、孔食評価を実施して、最終的に、管が正常であるか異常であるかを判断する。
(もっと読む)
肉厚測定装置および肉厚測定方法
【課題】円筒体の端部における肉厚を当該円筒体の周方向に沿って連続的に測定することによりこの肉厚の偏りを短時間で検出することができ、しかも作業者に対する負担が軽減されるような簡易なものとすることができる肉厚測定装置および肉厚測定方法を提供する。
【解決手段】円筒体10の内部でこの円筒体10の軸11と直交する平面に沿って当該軸11を中心として内側変位センサ20を回転させ、円筒体10の内周面に対する距離を連続的に検出する。円筒体10の外部で内側変位センサ20が回転する平面と略同一の平面に沿って円筒体10の軸11を中心として外側変位センサ30を回転させ、円筒体10の外周面に対する距離を連続的に検出する。円筒体10の周方向における各位置において、外側変位センサ30および内側変位センサ20により各々検出された距離の合計値に基づいて円筒体10の肉厚を算出する。
(もっと読む)
材料厚さモニタリングシステムおよび材料厚さ測定方法
【課題】プラント運転中にも材料厚さの測定・モニタリングが可能であると同時に、効率的にかつ高精度に材料厚さを測定可能とする。
【解決手段】材料10表面に貼着された光ファイバセンサ3と、この光ファイバセンサ3中に光を供給するための光源2と、上記光ファイバセンサ3の近傍に配置され上記材料中に超音波を入射させる超音波発振装置4と、上記超音波の反射波を検出することによって波長が変化した光であって光ファイバセンサ3を透過した光と供給した際の光の波長とのシフト量を電気信号に変換するための光電変換装置5と、増幅器6と、その増幅された電気信号から材料厚さを算出するための演算装置7と、予め求められた波長のシフト量と入射された超音波の周波数との関係および各種材料内における超音波速度のデータが格納されたデータベース7aと、材料厚さの算出結果を出力する出力装置8と、上記全ての機器を制御する制御用計算機9とを備える。
(もっと読む)
超音波埋設長さ測定装置
【課題】施工管理、完成検査に最適な、防護柵支柱、照明支柱、矢板、金属管等の埋設状態根入れ長さ計測方法を提供する。
【解決手段】測長方向に直角な測定穴1に接触面と近似した表面形状の探触子12と超音波送受信装置13、表示記録装置14を具備して埋設鋼管支柱5の先端6の反射信号を捉え、高感度の長さ計測を可能にした。
利用可能な測定穴が無い場合は、丸穴を後加工し空ボルトをネジ止めする。
探触子と測定支柱との音響結合損失を最小にする手段は、蒲鉾型音響中間媒体を用いる他、円弧曲面振動子、あるいは、集成短冊振動子を用いた。送信パルスにはバースト波を用いた。
(もっと読む)
減肉の発生した配管を模した試験体、試験体の作成方法、試験方法
【課題】配管内部の減肉の進行状況と、配管に発生した振動との関係を特定するための試験に用いられる減肉の発生した配管を模した試験体を提供する。
【解決手段】減肉の発生した配管を模した試験体1は、減肉の発生した配管と略同径の一対の配管10と、一対の配管10の間に介装された、少なくとも一部の内径が配管10よりも大きい模擬配管11とを備える。
(もっと読む)
管内ライニング用ピグの速度制御方法
【課題】ピグの移動速度を極力一定に維持して、既設管の内面全体にわたってほぼ均一なライニングを行うことのできる管内ライニング用ピグの速度制御方法。
【解決手段】ピグ1の移動方向の後方側から流体による背圧を作用させてピグ1を移動させて、既設管Pの内面に未硬化樹脂Rを塗布してライニングする管内ライニング用ピグの速度制御方法で、ピグ1に向けて音波を発信し、ピグ1からの反射波によりピグ1の位置を計測し、単位時間当たりの位置変化に基づいてピグ1の移動速度を算出して、流体による背圧の調整でピグ1の移動速度が一定になるように、または、既設管P内に供給する空気の圧力と流量によりピグ1の位置を計測し、単位時間当たりの位置変化に基づいてピグ1の移動速度を算出して、空気による背圧の調整でピグ1の移動速度が一定になるように制御する。
(もっと読む)
管長推定装置、演奏補助装置及び管楽器
【課題】ピストンバルブ等の操作子にセンサを設けることなく、吹奏者の操作を検出する技術を提供する。
【解決手段】吹奏者は実際の金管楽器2に装着されたマウスピース21とは別途設けられた第2マウスピース22に呼気を吹入することによって吹奏を行う。金管楽器2の朝顔部25には、定常超音波を発生する超音波アクチュエータ161が装着され、また、マウスピース21のスロート部には、超音波を検出する超音波センサ162が装着されている。また、第2マウスピース22には、吹入される吹奏者の呼気により発生する音圧を検出するセンサ226が設けられている。センサ226の検出結果に基づいて発音用アクチュエータ11が駆動されることにより、マウスピース21内に音波が発生し、金管楽器2から演奏音が放音される。また、センサ226の検出結果と超音波センサ162の検出結果とに基づいてバックプレッシャ用アクチュエータ228が駆動される。
(もっと読む)
複数台車の連結装置及び連結装置を用いた検査装置
【課題】従来技術による方法では、小径管のエルボ部を通過する連結台車を実施することができないため、新たな台車間の連結機構を生み出す必要があった。特にバネによる台車連結方法では台車間の距離が変動して長くなり、管内部の凸部に引っかかりやすくなってしまうため、台車間距離を最小限にする必要があった。
【解決手段】連結装置は、2つの屈折点を持つ棒状の連結装置であり、屈折点には十字軸式ジョイントを用いた自在継手を使用する。
(もっと読む)
超音波による表面モニタリング法
【課題】表面に取り付けた超音波振動子(4、5)を使用して、物体(2)の表面(3)をモデル化する方法を提供する。
【解決手段】本方法は、表面の高さを示す主表面点のセットを含む、表面のモデルを用意するステップと、パルス波を第1の振動子(4)から1つまたは複数の第2の振動子(5)に送信するステップ、第1の振動子および各第2の振動子が表面に沿ったそれぞれの経路を画定するステップと、各経路に沿ってパルス波の伝播時間を測定するステップと、表面のモデルに基づいて伝播時間を計算するステップと、測定した伝播時間と計算した伝播時間との相違に応じて表面のモデルを調整するステップと、相違が所定のしきい値よりも小さくなるまで、送信、測定、計算、および調整の各ステップを繰り返すステップとを含む。
【効果】測定される表面点の数量が大幅に削減される。
(もっと読む)
高温用超音波探触子
【課題】高温の被検体38に対する超音波を用いた探傷や厚み測定等の各種検査を精度良く実施する。
【解決手段】導電性材料の被検体38に対向する開口2を有する導電性材料で形成された筐体21の外面に信号端子24設け、筐体21内に振動子28を収納すると共に、一端が信号端子24の正極33側に電気的に接続され、他端が振動子28の上面に当接して振動子28を被検体38に付勢する正極側ばね部材30と、一端が筐体21に固定され他端が被検体38に当接する負極側ばね部材35とを設けることによって、230℃〜240℃の溶融点温度のはんだの使用を排除し、結果的に、高温の被検体の検査を実施できる。
(もっと読む)
61 - 80 / 125
[ Back to top ]