
Fターム[2F068BB09]の内容
音響的手段による測長装置 (5,715) | 対象物の形状、材質 (578) | 中空状 (128) | 管状;筒状 (125)
Fターム[2F068BB09]に分類される特許
21 - 40 / 125
配管減肉測定装置
【課題】配管の内部に障害物が存在しても、障害物を避けて通過することができ、配管内での姿勢を一定に保持して検査を行うことが可能な配管減肉測定装置を提供する。
【解決手段】内部に障害物11が存在する配管12内に挿入される測定台車13と、測定台車13の前側に設けられた配管12の厚み測定手段14と、測定台車13の後部に配置された進退駆動手段15とを有する配管減肉測定装置10であって、測定台車13は、中央に配置される筒状ケーシング17と、障害物11が存在しない領域では半径方向外側に向けて放射状に拡出し、障害物11が存在する領域では半径方向内側に向けて放射状に縮退する少なくとも3つの平行リンク機構18と、各平行リンク機構18の半径方向外側に設けられた前後対となる車輪19と、各平行リンク機構18を同期して拡出又は縮退するリンク駆動機構20とを有する。
(もっと読む)
肉厚測定方法

【課題】測定箇所が直接に目視できない狭い場所にある場合においても、精度良く、かつ、簡易に測定が可能な肉厚測定方法を提供することを目的とする。
【解決手段】測定対象物である伝熱管11の外壁面における減肉部分の表面に超音波振動子を押し当てて超音波を入射し、底面(内壁面)から反射される複数の底面エコーを受信し、連続して受信した底面エコーの受信時間差データに基づいて減肉部分の肉厚を測定する。このとき、底面エコーが3つ以上観測されたときに、最も減肉が大きい部分に超音波振動子21が当たっていると判定して肉厚測定を行う。このような方法によれば、減肉部分が狭い隙間内に存在し、減肉部分を目視しながら超音波振動子を押し当てる位置を正確に判断することが困難な場合であっても、減肉部分のうち最も大きく減肉している部分の減肉量をある程度正確に把握することが可能となる。
(もっと読む)
超音波を用いる低周波数振動加振方法および装置
【課題】高周波用超音波センサを複数用いて低周波を発振することのできる超音波センサを用いる加振方法およびその構造を提供する。
【解決手段】本発明の超音波を用いる低周波数振動加振方法は、対象構造物に複数の超音波発振器を取付けて超音波を発振させてビーティング現象を起こし、前記超音波発振器の周波数よりも低い周波数を抽出して前記対象構造物の物性値を測定する。これによって、高周波用超音波センサを複数用いて低周波を発振することができ、比較的にサイズの小さい高周波用超音波センサを用いることによって、平板や配管などだけでなく、形状に関わらず自由に適用することができる。さらに、加速度領域の特定の周波数に加振できるため信号対ノイズ比が良好でない領域においても適用できる。
(もっと読む)
溶接システムおよび溶接方法
【課題】溶接中に、被溶接対象が高温状態でも安定した送受信感度で溶接検査を行なう。
【解決手段】溶接システムは、溶接機構1と、送信用レーザ光源4と、溶接機構1とともに被溶接対象2に対して移動しながら、送信用レーザ光源4で発生した送信用レーザ光を溶接後の被溶接対象2の表面に照射させて送信用超音波を発生させる送信用光学機構9と、受信用レーザ光を発生して被溶接対象に照射し、送信用超音波の反射によって得られる反射超音波を検出するための受信用レーザ光源5と、溶接機構1とともに被溶接対象2に対して移動しながら受信用レーザ光を、溶接後の被溶接対象の表面に照射し、被溶接対象2表面で散乱・反射したレーザ光を集光させる受信用光学機構10と、散乱・反射したレーザ光を干渉計測するための干渉計6と、を有する。
(もっと読む)
隙間測定装置,隙間測定方法及び非破壊検査方法
【課題】二重管構造物全体の狭隘部の広さを検査前に外管の外面から精度よく計測可能な隙間測定装置,隙間測定方法及び非破壊検査方法を提供することにある。
【解決手段】
制御演算装置10は、超音波センサSから超音波が送信するとともに、超音波センサにより受信した反射波を取り込む。制御演算装置10は、二重管構造物の外管の外面に設置した超音波センサにより二重管の中心方向へ超音波を送信し、外管の内面で反射した第1反射波と、外管の内面を透過し、内管の外面で反射した第1反射波とから、多重反射波が表示される受信時間に基づいて、狭隘部の隙間の広さを算出する。移動手段12は、超音波センサSを外管の周方向に移動する。制御演算装置10は、周方向の異なる2点以上で計測された狭隘部の隙間の広さに基づいて、二重管構造物の偏心量を求める。
(もっと読む)
筒状体形状測定装置および筒状体形状測定方法
【課題】筒状体の軸方向及び周方向の全面の外径と肉厚を同時に測定し、その内径および内外径中心線のずれである位置度を測定する装置及び方法を提供する。
【解決手段】筒状体形状測定装置10は、筒状体1の外面を軸方向および周方向に三次元座標を測定するための三次元測定用プローブと、この三次元測定用プローブと所定の距離を隔てて配置され、筒状体1の厚さを測定するための探触子と、この三次元測定用プローブおよび探触子を搭載したプローブユニット12を走査させる走査手段13,14と、走査手段13,14を制御して前記筒状体の軸方向および周方向にわたる外面を走査し、前記筒状体の周方向および軸方向の外径と肉厚とを計測し、この計測結果に基づいて前記筒状体の周方向および軸方向の内径と、前記筒状体の内外径中心線のずれである位置度を算出する三次元・厚さ測定器11を具備する。
(もっと読む)
電縫管のシーム検出方法及びその装置
【課題】製品材に対しても簡便な構成で精度良くシーム検出可能な電縫管のシーム検出方法及びその装置を提供する。
【解決手段】電縫管1の溶接部2に対して管周方向に配置されたアレイ探触子3を用いてタンデム探傷を行って微小酸化物からのエコーを検出する電縫管のシーム検出方法において、アレイ探触子3からの送波ビームと受波ビームとの交差位置を管厚のほぼ中心とし、アレイ探触子3の送信用振動子群の位置4と受信用振動子群の位置5を管周方向に切り替えて交差位置を管周方向に移動して管周方向にスキャンし、管周方向のスキャンによって得られたエコー高さ分布に基づいてシーム位置を検出する。
(もっと読む)
電磁超音波センサ
【課題】試験体の一方向に超音波を送信することが可能な電磁超音波センサを提供する。
【解決手段】平面状の磁極を有する磁石11と、磁極の表面に第1の絶縁材12を介して設けられ、平行に配置された直線部13及び直線部13の両端を交互に連結する折り返し部14を備えた第1の蛇行コイル15とを有する電磁超音波センサ10において、第1の蛇行コイル15の表側に第2の絶縁材16を介して配置され、平行に配置された直線部17及び直線部17の両端を交互に連結する折り返し部18を有する第2の蛇行コイル19を設け、しかも、平面視して第1の蛇行コイル15の直線部13の間に、第2の蛇行コイル19の直線部17を位置させ、第1、第2の蛇行コイル15、19にそれぞれ流す交流電流の一方の位相を他方の位相に対して70〜110度ずらして送信センサとして使用する。
(もっと読む)
超音波計測器
【課題】測定管の状態の変化を検出すること、また、比較的簡単な構成で超音波流量計が固定されている測定管厚さの変化をモニタすること。
【解決手段】 超音波信号送受手段により送受される超音波信号に基づき、反射相関法により測定管内を流れる被測定流体の流速を測定する超音波計測器において、
前記超音波信号送受手段を制御して、2種以上のバースト送信波形で前記超音波送信信号を出力させる超音波出力制御手段を備えたことを特徴とする。
(もっと読む)
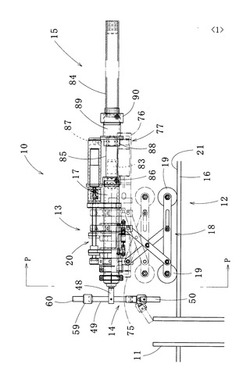
配管減肉測定装置
【課題】配管内の湾曲部をスムーズに通過することができ、配管内での姿勢を一定に保持して検査することが可能な配管減肉測定装置を提供する。
【解決手段】配管11内に挿入される測定台車12と、測定台車12の前側に設けられ配管11の厚みを測定する厚み測定手段13と、測定台車12の後部に配置される推進手段14とを有する配管減肉測定装置10であって、測定台車12は、中央に配置される円筒ケーシング17と、円筒ケーシング17の外周部から半径方向外側に向けて突出する3つの平行リンク機構18と、各平行リンク機構18の半径方向外側に設けられた前後対となる全方向移動車輪19を有し、厚み測定手段13は、円筒ケーシング17の軸心位置に配置されて回転するセンサホルダ43に直交して取付けられた厚み測定センサ44とを有し、円筒ケーシング17の半径方向外側の一部には、測定台車12の位置を一定方向に保持する錘20が設けられている。
(もっと読む)
超音波検査方法及びその装置
【課題】計測対象物の減肉量及び/又は減肉速度を算出し得る超音波検査方法及びその装置を提供する。
【解決手段】超音波探触子と、信号解析部と、減肉量算出部とを備える超音波検査装置であって、
信号解析部は、多重底面反射エコーのうちN回目及び(N+1)回目の底面反射エコーから、N回目の底面反射エコーの第1信号を含む第1データ長(ΔN1)と、(N+1)回目の底面反射エコーの第2信号を含む第2データ長(ΔN2)とを取得し、第1データ長(ΔN)及び第2データ長(ΔN)を相互相関演算で処理してピーク値(Nk)の位置を求め、
減肉量算出部は、ピーク値(Nk)と既知の計測対象物の音速(v)とを用いて計測対象物の肉厚を計測し、更に時間経過に伴って計測対象物の肉厚を再度計測し、時間経過に伴う複数の肉厚の値から減肉量及び/又は減肉速度を算出する。
(もっと読む)
管厚測定装置
【課題】厚さ急峻度を検出できる管厚測定装置を提供する。
【解決手段】厚さデータを、管周方向を列方向に、管軸方向を行方向に対応させた行列の要素データとして格納する行列ファイル手段3と、前記行列の要素データを行番第1優先、列番第2優先の昇順に所定の連続した基準範囲、スキップ範囲、比較範囲のデータとして記憶する列レジスタ手段4、および/または、前記行列の要素データを列番第1優先、行番第2優先の昇順に所定の連続した基準範囲、スキップ範囲、比較範囲のデータとして記憶する行レジスタ手段6と、基準範囲と比較範囲のデータから管周方向および/または管軸方向の厚さ急峻度を算出して所定の閾値と比較する厚さ急峻度評価手段5および/または7とを備えた。
(もっと読む)
非破壊測定用治具、及びそれを用いたコンクリート被り厚測定装置、SC杭におけるコンクリート被り厚測定方法
【課題】内径が小さく長尺な既製中空管の奥部でも、簡便かつ精度良く内壁側からの非破壊測定を行える非破壊測定用治具、該治具を用いたコンクリート被り厚測定装置、該測定装置によるSC杭におけるコンクリート被り厚測定方法を提供する。
【解決手段】SC杭100の中空部104内には、被り厚Xを測定すべくコンクリート被り厚測定装置IIが設置されている。コンクリート被り厚測定装置IIは、非破壊測定用治具と鉄筋探査機からなる。中空部104の断面中心付近には、回転ロッド200が配され、この回転ロッド200の先端部(SC杭の奥部)には測定部が接続され、その近傍にセンターライザー部が接続され、SC杭100の端面開口部には操作部が接続され、これらで前記非破壊測定用治具を構成している。
(もっと読む)
配管肉厚測定装置
【課題】 ボイラの過熱器管等のように、密集した状態で配される管群に対して簡便な操作で、迅速かつ適切に配管肉厚測定を行うことができる配管肉厚測定装置を提供する。
【解決手段】 配管肉厚測定装置10Aは、アーム部材11の先端11aに設けられ、アーム部材11の長手方向に直交する横方向に沿って配置する肉厚測定部12および位置決め部材14とを備えている。位置決め部材14は例えばVブロックであり、V字状の当接面141a,141bに配管を当接させた状態では、肉厚測定部12が備える超音波探触子21が、アクチュエータ22の動作によって配管の外面の法線方向に沿って進出し、配管に適切な方向および好適な押圧力で当接する。
(もっと読む)
断熱材被覆高温壁の肉厚測定方法及び装置
【課題】断熱材の解体を必要とせず高温のままで簡便に断熱材被覆高温壁の肉厚を測定することができる測定方法及び装置を提供する。
【解決手段】棒状の遅延材の一端に超音波探触子を固着し他端側を挿入端とした音響センサを測定用に用い、高温壁P外周の断熱材Wに測定孔Bを該断熱材に設け、挿入端の前方に接触媒質4を位置させた状態で音響センサ1の遅延材2を測定孔Bに挿入し、接触媒質4の介在下に挿入端が高温壁表面に到達した直後に、遅延材を経て帰ってくる多重エコーを超音波探触子3を通じて検知すると共に、検知後ただちに挿入端を高温壁表面から離脱させ、検知した多重エコーの時間間隔から壁部肉厚を検知することを特徴とする断熱材被覆高温壁の肉厚測定方法、及びその方法を実施する装置。
(もっと読む)
無接触の管肉厚測定装置及び管肉厚測定
【課題】構造的に簡単な、無接触の管肉厚測定装置を提供する。
【解決手段】少なくとも2つのレーザー超音波測定ヘッド1を、旋回軸を中心に旋回可能な共通の旋回フレーム2に配置し、アブレーティブに励起される超音波によって管の肉厚を測定する。
(もっと読む)
配管長測定システム及び配管長算出装置
【課題】冷媒配管長を正確に測定するための準備が容易となる配管長測定システムを提供する。
【解決手段】周波数測定装置10は、空調機における室外機50と室内機60とを接続する冷媒配管70の室外機50側の末端近傍に配置され、冷媒配管70の周波数特性を測定する。フィルタ30は、周波数特性測定装置10の端子11の接続箇所よりも室外機50側に、冷媒配管70を包むようにして取り付けられている。配管長算出装置20は、周波数測定装置10とインタフェースケーブル40を介して接続し、周波数測定装置10が測定した周波数特性をインタフェースケーブル40を介して取得する。配管長算出装置20は、取得した周波数特性から最小の反共振周波数を抽出し、該抽出した最小の反共振周波数に基づいて冷媒配管70の長さを算出する。
(もっと読む)
アクスルシャフトの検査方法
【課題】精度よく且つ容易に溶込み不良を判定することができるアクスルシャフトの検査方法を提供する。
【解決手段】互いに突合せ溶接された筒状部材2,3を具備するアクスルシャフト1を検査するための検査方法であり、まず、筒状部材2,3の内面2b,3b側に裏板7が当接された突合せ部6に溶接部Wを形成してなる接合部8に対し、計測器9のプローブ11を内面2b,3b側から裏板7に接触させ、接合部8の厚さを計測する。そして、突合せ部6の厚さtと裏板7の厚さtbとの合計値α以上の値が計測されない場合、溶込み不良と判定する。
(もっと読む)
センサ取付装置
【課題】配管の曲がり部分に取り付けた場合であっても、配管の振動などにより、取り付けの位置ずれと緩みを防止できるセンサ取付装置を提供する。
【解決手段】配管1を音波により検査するセンサを配管1に取り付けるためのセンサ取付装置10。配管1の外周部を締め付けるように配管1に取り付けられる2つのリング状部材3を備え、2つのリング状部材3は、配管の軸方向に互いに離間するように配管に取り付けられる。さらに、2つのリング状部材3の間隔を一定に保持するように2つのリング状部材3を連結する連結部材5を備える。センサは、リング状部材3または連結部材5に対し取り付けられる。
(もっと読む)
振動・劣化監視装置及び方法
【課題】監視対象物の交換時期を定期検査前に告知できること。
【解決手段】原子炉圧力容器12内に配設されたジェットポンプのウェッジ36の振動を、超音波を用いて監視する振動・劣化監視装置110であって、原子炉圧力容器外に設置されて超音波を送受信する超音波センサ41と、超音波センサにて送信されウェッジにて反射され超音波センサにて受信された超音波を信号処理して、ウェッジの振動振幅を計測する信号処理部25と、ウェッジの振動振幅の時系列変化を蓄積する演算部111と、このウェッジの振動振幅の時系列変化から、その振動振幅が最大となる振動周波数とその最大振幅を求める周波数分析器112とを有し、演算部または周波数分析器は、ウェッジの振動振幅が最大となる振動周波数の時系列変化を蓄積し、演算部は、蓄積した振動周波数の時系列変化が、予め算出した周波数変化の許容値に至ったときに、アラーム113等へ警告信号を出力する。
(もっと読む)
21 - 40 / 125
[ Back to top ]