
Fターム[2F069BB34]の内容
測定手段を特定しない測長装置 (16,435) | 測定対象物の種類 (1,053) | 連続移送体(長尺体を含める) (55)
Fターム[2F069BB34]に分類される特許
1 - 20 / 55
鋼線長さの評価方法、鋼線の巻取方法および巻取製品
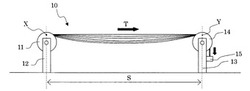
【課題】複数本にて引き揃えられた鋼線の束を構成する各鋼線の長さを、簡易にかつ正確に評価することができる鋼線長さの評価方法を提供する。また、この評価方法を用いることで、複数本の鋼線を誤差の少ないほぼ同一の長さで巻き取ることができる鋼線の巻取方法、および、これにより得られる巻取製品を提供する。
【解決手段】複数本にて引き揃えられた鋼線の束10を構成する各鋼線1の長さを評価する方法である。鋼線束10を、水平方向距離Sの間隔を有しかつ同じ高さに位置する2つの支持点X−Y間に掛け渡した状態で、鋼線束の一端を固定して他端に一定の張力を掛けたときの各鋼線のなす曲線の最低高さと支持点の高さとの差dを計測して、得られた計測値dに基づき、2つの支持点間における各鋼線の長さLを算出する。
(もっと読む)
シート長計測装置及び画像形成装置

【課題】用紙が搬送される際のバタツキを抑えた状態で用紙の通過を検出することで、シート長の計測精度を高める。
【解決手段】搬送されるシートPの搬送量を計測する搬送量計測手段15と、前記シートの搬送をガイドするガイド部材31a,31b,32a,32bと、前記シートの搬送方向における下流側で、前記ガイド部材に沿って搬送される前記シートの先端部通過を検知する先端検知手段11と、前記シートの搬送方向における上流側で、前記ガイド部材に沿って搬送される前記シートの後端部通過を検知する後端検知手段12と、を有し、前記先端検知手段、前記後端検知手段及び前記搬送量計測手段の出力に基づいて、前記シートの搬送方向の長さを算出するシート長計測装置100であって、前記先端検知手段及び前記後端検知手段が前記シートの端部通過を検知する領域において、前記シートを前記ガイド部材に密着させるエア吐出手段又はエア吸引手段を備える。
(もっと読む)
ガラスフィルムの巻きズレ修正装置およびその巻きズレ修正方法
【課題】ガラスフィルムの巻きズレの多少に関わらず、ガラスフィルムに破断を生じさせることなく、精度よく巻きズレを修正する。
【解決手段】制御部9が、ガラスフィルムGに割れが生じない範囲で、ガラスフィルムGの所定の単位長さ当りの巻出機構2の最大修正量を設定するとともに、ガラスフィルムGの単位長さ毎にズレ量と最大修正量とを比較し、ズレ量が最大修正量以下である場合には、その単位長さ区間でズレ量まで巻出機構2の幅方向位置を修正移動させ、ズレ量が最大修正量を越える場合には、その単位長さ区間で最大修正量まで巻出機構2の幅方向位置を修正移動させる。
(もっと読む)
長尺体の直線度を測定する測定方法、携帯型測定用キット
【課題】長尺体の直線度を容易に測定することを考慮した方法を提供すること。
【解決手段】長尺体の直線度を測定する測定方法は、角速度センサーが取り付けられた移動体を、長尺体にガイドされながら移動させる移動工程(S2)と、前記移動体が移動した際の前記角速度センサーの姿勢の変化の情報を前記角速度センサーが取得する取得工程(S3)と、前記角速度センサーの姿勢の変化の情報と前記長尺体における移動中の前記角速度センサーの位置との関係を、情報処理部が関連づけして情報処理する情報処理工程(S4)と、を具備することを特徴とする。
(もっと読む)
熱間長尺材の長さ測定方法および装置
【課題】熱間圧延後の長尺材がその長さ方向に搬送されつつある時に、その長さを精度良く、しかも安価に、測定することができる、熱間長尺材の長さ測定方法および装置を提供する。
【解決手段】後端センサとしてのロードセル10から搬送ライン下流側に順次所定のセンサ配置間隔で複数のアナログHMD121、122‥‥12nを配置し、最上流側のアナログHMD121を用いて先端検出用の閾値を決定し、該決定した閾値を下流側のアナログHMD122‥‥12nに設定してこれらを先端センサとして用いる。長尺材(鋼管)1の長さは、後端センサ(ロードセル)での後端検出時刻と、その直前に先端検出した先端センサ(アナログHMD)での先端検出時刻と、センサ配置間隔とから算出される。
(もっと読む)
測定装置
【課題】ゴム層内に埋設されたスチールコードの位置を非破壊方式で簡便に測定でき、かつ取り扱いも容易で低コスト化が可能な測定装置を提供する。
【解決手段】基板12の載置面1204をゴム層2の上面に載せ、測定位置基準部1206をゴム層2の端面2aに押し当てた状態で、球体14を案内部1202に沿って測定位置基準部1206から離間する方向に転動させ、球体14が、ゴム層2の端面に最も近接するスチールコードの真上に転動され、スチールコードとの磁気結合によりスチールコードに吸着されて静止した時の位置と測定位置基準部1206との間の距離をスケール18の目盛から読み取る構成にした。
(もっと読む)
温度測定装置及び温度測定方法
【課題】ウェブ又は板状の被測定物の温度分布が異なる場合であっても、ウェブ又は板状の被測定物の温度を正確に測定することができる温度測定装置及び温度測定方法を提供する。
【解決手段】ウェブ又は板状の被測定物aの物理量を測定する際に、ウェブ又は板状の被測定物aの温度を測定する温度測定装置である。エアーカーテン形成手段10にて、ウェブ又は板状の被測定物aの物理量測定部位を外部からの気流を遮断する気流流入防止雰囲気に形成し、その雰囲気中でウェブ又は板状の被測定物aの温度又はウェブ又は板状の被測定物aの近傍の温度を測定する。
(もっと読む)
膜厚測定装置
【課題】帯状基材とローラの間に空気の巻き込みが発生した場合でも、その影響を受けず、塗膜の膜厚を測定できる膜厚測定装置を提供する。
【解決手段】膜厚測定装置100は、ローラ30上を搬送される帯状基材10の長さ方向に塗工部40から塗液44を塗工して形成された塗膜12の膜厚を測定する。この装置100は、基材10の搬送方向90に対して塗工部40よりも上流側の位置に設けられ、ローラ外表面30aから基材表面10aまでの厚みX1を測定する第1厚みセンサ50と、塗工部40よりも下流側の位置に設けられ、ローラ外表面30aから塗膜表面12aまでの厚みX2を測定する第2厚みセンサ60とを備え、第1厚みセンサ50で測定された厚みX1と、第2厚みセンサ60で測定された厚みX2との差分から塗膜12の膜厚を算出し得るように構成されている。
(もっと読む)
金属帯板の形状測定装置
【課題】コンパクトな構造で、金属帯板の材質によらず精度よく形状を測定することができ、データ伝送においても外乱が小さい金属帯板の形状測定装置を提供する。
【解決手段】金属帯板1が巻き付けられるように設置され、表面に1本以上の螺旋溝30が形成され、螺旋溝30に径方向に貫通する穴である溝部穴40が2箇所以上形成される中空円筒10と、中空円筒10に嵌合する薄肉円筒20と、中空円筒10の内部を貫通し、この中空円筒10を回転可能に支持する静止軸50と、静止軸50の軸方向におけるそれぞれの溝部穴40に対応する位置に設置され、金属帯板1を薄肉円筒20に巻き付けたときの薄肉円筒20の変位を測定するセンサ60と、センサ60により測定した薄肉円筒20の変位から、金属帯板1の板幅方向における張力の分布を演算する演算手段120とを備えた。
(もっと読む)
円形の物体のサイズを測定する手段とその方法
【課題】 短い軌道ですばやく円形の物件のサイズを測定することができる円形の物件のサイズを測定する手段とその方法を提供する。
【解決手段】軌道と、第一、第二、第三センサーと、を含んでなり、該第一、第二、第三センサーが、軌道上に直線に配置され、被測定物件が第一、第二、第三センサーを通過した時間点を記録し、第一、第二センサーと、第二、第三センサーの間の距離を基に被測定物件のサイズを算出する。
(もっと読む)
繋ぎ目検出装置及び測長装置
【課題】連続帯状体の表面に検出部を変位可能に接触配置し、変位センサー部は変位信号を出力し、A/D変換部が変位データを出力し、しきい値演算部は変位データを基にしきい値を求め、比較判定部は変位データがしきい値よりも大であるとき判定信号を出力し、繋ぎ目信号出力部は判定信号が出力されたとき繋ぎ目信号を出力し、繋ぎ目検出精度を高めることができる。
【解決手段】繋ぎ目Jに凸部を有してなる連続帯状体Wの表面に接触して変位可能な検出部1を設け、繋ぎ目検出装置において、変位信号を出力する変位センサー部5と、変位信号をデジタル数値化して変位データDを出力するA/D変換部6と、しきい値Tを求めるしきい値演算部7と、変位データがしきい値よりも大であるとき判定信号を出力する比較判定部8と、判定信号が出力されたとき繋ぎ目信号を出力する繋ぎ目信号出力部9とを備えてなる。
(もっと読む)
ウェブ基準を使用して位相固定したウェブ位置信号
ウェブの移動エンコーダ信号を検知したウェブ基準信号に位相固定すること含む、ウェブ位置の決定を向上させるための手法。基材の長手方向軸に沿って配置された基準が検知され、対応するセンサ信号が生成される。推定ウェブ位置は、1つ以上のエンコーダ信号によって提供される。センサ信号とエンコーダ信号との間の位相差が計算され、位相差に基づいてウェブ位置の誤差が決定される。ウェブ位置の誤差信号は、ウェブ位置の決定の精度を向上させるエンコーダ信号を調整するためにフィードバックすることができる。  (もっと読む)
(もっと読む)
薄葉紙ロールの巻き長さ測定装置
【課題】薄用紙ロール製品における薄用紙の巻き長さを簡易に測定することができるようにする。
【解決手段】
薄葉紙ロールの管芯に挿通される支持ローラと、連続薄葉紙を巻取るための巻き取りローラと、巻き取りローラを支承して巻き取りローラに回転力を伝える一対の駆動ローラと、駆動ローラを回転駆動させるための駆動原と、支持ローラと巻き取りローラとの間に位置するガイドローラと、ガイドローラに周接するように配され、前記ガイドローラとの間を通る連続薄葉紙をニップするとともに、その連続薄葉紙の移動に伴って回転される測定ローラと、前記測定ローラの円周と回転数とに基づいて前記ガイドローラと支持ローラとの間を通過する薄葉紙の長さを算出する算出装置とを備える薄葉紙ロール製品の巻き長さ測定装置により解決される。
(もっと読む)
スパイラル鋼管の製造方法および形状測定装置
【課題】スパイラル鋼管の製造工程において、鋼帯の成形・溶接後の鋼管の形状をオンラインで計測可能であるとともに、現状の設備を活用し極力簡単な設備改造で計測可能なスパイラル鋼管の製造方法および形状測定装置を提供する。
【解決手段】このスパイラル鋼管の形状測定装置は、鋼帯2を内面ローラー4および外面ローラー4を備える成形装置3を用いて管状に成形した後、鋼帯2の幅方向端面突合せ部をサブマージアーク溶接して鋼管7にするスパイラル鋼管の製造方法の溶接工程に用いられるスパイラル鋼管の形状測定装置であって、内面ローラー4を支持するマンドレル1の先端部に設けられて鋼管7の内面までの距離を非接触で測定する距離計17と、距離計17を鋼管7の周方向に回転させるモータ15と、距離計17の回転角を計測する回転角計測手段とを備えている。
(もっと読む)
温度測定方法、温度測定装置、温度制御方法、温度制御装置、補正方法、及び補正装置
【課題】被測定物の温度分布が異なる場合であっても、被測定物の温度を正確に測定することができる温度測定方法を提供する。
【解決手段】被測定物aの物理量を測定する際に、被測定物aの温度を測定する温度測定方法である。外部気流流入防止手段10にて、被測定物aの物理量測定部位を外部からの気流を遮断する気流流入防止雰囲気に形成し、その雰囲気中で被測定物aの温度又は被測定物aの近傍の温度を測定する。
(もっと読む)
金属帯板の形状測定装置
【課題】金属帯板の形状を板幅端部まで精度良く測定でき、調整も容易で部品の交換だけで長期間使用できる金属帯板の形状測定装置を提供する。
【解決手段】金属帯板1が走行するラインに両端を回転自在に支持され金属帯板1に押し込むように設置されるロール10,100において、ロール10,100は、少なくとも1本以上の円周方向から傾斜した方向の溝21と溝21以外の部分であるランド部22が表面に形成された内側ロール20、又は、少なくとも2本以上の円周方向の溝201と溝201以外の部分であるランド部202が表面に形成された内側ロール200に円筒40を嵌合し、ランド部22,202にはロール10,100の軸方向に穴23を形成し、穴23にランド部22,202に作用する金属帯板1への押し込み荷重を測定するセンサー30を設置した。
(もっと読む)
金属帯の形状測定装置
【要 約】
【課 題】 極薄金属帯の形状を精度良く測定する形状測定装置を提供する
【解決手段】 金属帯を垂直方向に搬送する搬送手段と、金属帯に付加される張力を制御する張力制御手段と、金属帯の搬送速度を測定する速度測定手段と、非接触式距離計によって得られた測定データから金属帯の形状指標を演算する演算手段と、を有する金属帯の形状測定装置。
(もっと読む)
糸重量測定装置、およびそれを備えた糸番手測定装置。
【課題】複数の糸について連続的にかつ各糸について複数回の重量測定を連続的に行うことができる糸重量測定装置およびこの糸重量測定装置を備えた糸番手測定装置を提供する。
【解決手段】糸重量測定装置は、複数の糸を保持可能な保持装置と、保持された糸を特定する特定装置と、特定された糸を所定長さ切出し重量計へ送る切出装置と、切出された糸重量を測定する重量計とを含む。また、特定装置と切出装置と重量計とが保持装置に保持された糸に対しこの順で繰り返し動作でき、切出装置と重量計とがこの順で繰り返し動作できる。こうして、複数本の糸の重量測定と同一の糸に対する複数回の重量測定ができる。このため、測定作業者の作業負担が軽減される。
(もっと読む)
スロットロッドのスロット形状検出方法
【課題】 SZonSZスロットの反転角及び捻回ピッチを高精度に連続測定することができるスロットロッドのスロット形状検出方法を提供すること。
【解決手段】 スロットロッドの軸中心に対するスロットの回転角を一定周期でスキャンして検出した値を保持し、現在の回転角の値Aと現在より所定の時間T前にスキャンした回転角の値Bとを比較し、比較値が、値Aが値Bより継続して大きいときから値Aが値Bより継続して小さくなるまでの過程で値Bが値Aの値を超えたとき、または等しくなったときから1/2T前時間における回転角を、回転角の極大の反転部PUA1,PUA2……として検出し、比較値が逆の大小傾向を示すときには値Aが値Bの値を超えたとき、または等しくなったときから1/2T前における回転角を、回転角の極小PLA1,PLA2の反転部として検出することで、反転角及び捻回ピッチが高精度に連続測定できる。
(もっと読む)
湿潤膜厚測定方法および装置
【課題】 塗工装置上において乾燥環境等による外乱を受けずに塗工膜の湿潤膜厚を測定する。
【解決手段】
基材の張力を測定する張力測定過程と、基材の厚さを測定する厚さ測定過程と、塗工後の基材を所定幅で切断し測定用サンプルを得る切断過程と、測定用サンプルを巻き取る巻取過程と、測定用サンプルの全長を測定する全長測定過程と、巻取体における測定用サンプルの基材部分と塗工部分から成る全質量を測定する全質量測定過程と、張力と測定厚さから基材の真の厚さを演算する真厚さ演算過程と、巻取体における測定用サンプルの湿潤膜厚を(湿潤膜厚)=((全質量)−(基材密度)×(真厚さ)×(所定幅)×(全長))/((塗工液密度)×(所定幅)×(全長))から演算する湿潤膜厚演算過程とを有するように湿潤膜厚測定方法およびその方法を適用した装置。
(もっと読む)
1 - 20 / 55
[ Back to top ]