
Fターム[2H001BB10]の内容
光ファイバケーブル (8,409) | 光ファイバユニット (1,943) | 円形ユニット (624) | 溝付スペーサに収容するもの (332) | 反転螺旋溝(SZ溝) (150)
Fターム[2H001BB10]に分類される特許
1 - 20 / 150
光ファイバユニット及び光ケーブル
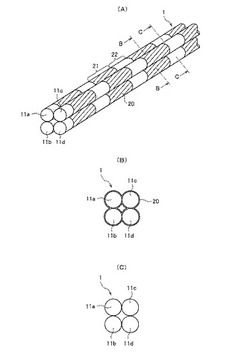
【課題】複数の光ファイバをユニット化して集積性を向上させるに際し、良好な分離性、識別性、及び一括融着接続性を確保しつつ、光ケーブルへの収納も行い易くした光ファイバユニットを提供する。
【解決手段】光ファイバユニット1は、複数本の光ファイバ(4本の光ファイバ11a〜11dで例示)を備えたユニットであって、光ファイバ11a〜11dを2行多列(この例では4本であるため、2行2列)に配置し、光ファイバ11a〜11dを長手方向に間欠的に連結してなる。そして、その連結部分21は、光ファイバ11a〜11dを一纏めに固定してなる。連結部分21は、長手方向に一定長さをもつことが好ましい。
(もっと読む)
光ファイバケーブル及び光ファイバケーブルのシース除去方法

【課題】内部ノッチや引き裂き紐を不要とし、光ファイバ心線を損傷することなく、シースを容易に除去することができる光ファイバケーブルを提供する。
【解決手段】光ファイバケーブル1は、光ファイバ心線を収容したスロット4の外周にシース6が形成されてなる。光ファイバケーブル1は、シース6上に複数のノッチ7a,7bを有し、隣接ノッチ7a,7bの各先端とケーブル中心Oを結んだ線分の開き角度をθ1、スロット4の半径をr1、ノッチ先端までのシース厚をt1とした場合、r1≦(r1+t1)×cos(θ1/2)<(r1+t1)、但し、t1≦1.0mm、の関係を満たすように形成されている。
(もっと読む)
光ファイバケーブル及び光ファイバケーブルのシース除去方法
【課題】内部ノッチを不要とし、光ファイバ心線を損傷することなく、ケーブルシースを容易に除去することができる光ファイバケーブルを提供する。
【解決手段】光ファイバケーブル1は、光ファイバ心線を被覆するケーブルシース2と、ケーブルシース2の外表面にケーブル長手方向に形成された突起部3と、突起部3の両側に形成された破断容易部4とを有し、突起部3の被覆厚cと、破断容易部4の被覆厚eとの差が0.9mm以上である。破断容易部4は、例えば、切り裂きノッチである。
(もっと読む)
光ケーブル
【課題】中間後分岐作業時等に粗巻き紐、押え巻きテープ及びシースを確実かつ短時間に容易に切断除去することを可能とする。
【解決手段】光ケーブル1は、溝付きのスペーサ2の溝2a内に光ファイバ心線4を収納し、スペーサ2の外周に粗巻き紐5、押え巻きテープ6a,6b,6c、及びシース7を順に施してなる。そして、粗巻き紐5は、押え巻きテープ6a,6b,6cと溶着し、記押え巻きテープ6a,6b,6cは、シース7と溶着している。中間後分岐作業等において、光ケーブル1のシース7を切断して剥離することで、シース7に溶着している押え巻きテープ6a,6b,6cと、押え巻きテープ6a,6b,6cに溶着している粗巻き紐5とが一体的に除去される。
(もっと読む)
光ケーブル
【課題】押え巻きテープにより効果的に光ファイバの移動を抑制して、光ファイバのケーブル内での保持力が高められた光ケーブルを提供する。
【解決手段】スロットロッド11のスロット溝11a内に複数本の光ファイバ心線または複数枚の光ファイバテープ心線からなる光ファイバ束13を収納し、スロット溝11aの開口を押え巻きテープ14で塞いで、その外側を外被15で被覆した光ケーブルであって、押え巻きテープ14は、テープ基材14aの内面側に厚み方向に弾性的に圧縮可能な発泡樹脂層14bを有し、該発泡樹脂層が光ファイバ束に接触押圧している。なお、押え巻きテープの発泡樹脂層14bの厚さは、1mm〜5mmが好ましい。
(もっと読む)
光ケーブル
【課題】上巻テープにニッパ等の刃物を当てて上巻テープを切断する際に、スロット溝内の光ファイバ心線を傷つけることなく、安全で簡単かつ容易に上巻テープの剥ぎ取りを行うことができるようにする。
【解決手段】光ケーブル11は、複数本の光ファイバ心線13を収納するスロット溝14を備えたスペーサ12の周囲に上巻テープ15を巻き付け、その外側をシース16で被覆したものであり、上巻テープ15が、透明または半透明の材料で形成されている。これにより、スペーサ12に上巻テープ15を巻き付けた状態で、外部からスペーサ12の様子を視認することができるようになり、中間後分岐作業等において作業者がニッパ等の刃物を用いて上巻テープ15を切断する際に、スロット溝14内の光ファイバテープ心線13等を傷つけることなく、確実にリブ17の部分に刃物を当てて上巻テープ15を切断することができる。
(もっと読む)
光ファイバケーブル
【課題】外径を小さくすると共に、中間分岐作業の作業性を向上させることができる光ファイバケーブルを提供する。
【解決手段】光ファイバケーブル1は、複数本の光ファイバ心線2の両側に2本のテンションメンバ3を配置して、ケーブル外被4で一括被覆して構成される。光ファイバケーブル1は、複数本の光ファイバ心線2を挟んで長手方向に配置された2つの介在テープ6と、介在テープ6の近傍に配置された少なくとも1本の引き裂き紐5とを備え、ケーブル外被4には、引き裂き紐5の位置を示す目印(突起7)が形成されている。
(もっと読む)
ケーブル
【課題】咬害対策を実現できるとともに、ケーブル敷設時の作業性を向上できるケーブルを提供する。
【解決手段】ケーブルコアの外周に外被が形成された本ケーブルと、本ケーブルに隣接配置されたダミーケーブルを備えたケーブルにおいて、ダミーケーブルの外径を本ケーブルの外径よりも細くする。これにより、咬害対策を実現できるとともに、ケーブル敷設時の作業性等を向上することができる。また、金属製の外装を用いていないので、雷害地域での敷設に好適である。
(もっと読む)
光ファイバユニット、光ファイバユニットの製造方法、光ファイバユニットを用いた光ファイバーケーブル
【課題】ケーブル端末部で糸が光ファイバユニットから解れ難くし、また、中間分岐作業時に特定の光ファイバ心線を光ファイバユニットから容易に取り出すことができる光ファイバユニットを提供する。
【解決手段】本発明の光ファイバユニット1は、複数本の光ファイバ心線2を2本の結束部材3A、3Bで束ねた構造としている。結束部材3A、3Bは、中心部に設けられる融点の高い高融点材料からなるコア部と、このコア部を覆って設けられ前記高融点材料よりも融点が低い低融点材料からなる外被部とを有した二重構造とされる。複数本纏めた光ファイバ心線2の心線束2Aの周面には、2本の結束部材3A、3Bが互いに巻き付け方向を逆向として螺旋状にその長手方向に沿って巻き付けられる。そして、これら結束部材3A、3Bは、加熱されることによって発現する接着性により、交差する交点Tで当該結束部材3A、3B同士が接着されている。
(もっと読む)
光ファイバケーブル及び光ファイバケーブルの解体方法
【課題】中間分岐作業における光ファイバの取出し性及び光ファイバケーブルの解体性を向上させた光ファイバケーブルを提供する。
【解決手段】左右に撚られたスロット溝8内に光ファイバ心線2を収納させるスロットコア3と、該スロットコア3の外周にケーブル長手方向に沿って螺旋状に巻き付けられる紐状部材4と、これら紐状部材4及びスロットコア3を被覆し且つケーブル長手方向に少なくとも前記スロット溝8の一部を露出させる開口9を有した内層シース5と、該内層シース5に対して熱融着されることなく該内層シース5に押し出し成形されて被覆される外層シース6とを備える。そして、この光ファイバケーブル1は、外層シース6、内層シース5、紐状部材4及びスロットコア3を、何れもポリオレフィン系樹脂で構成している。
(もっと読む)
ケーブル及びその製造方法
【課題】内部に複数の収容路を有するケーブルにおいて、光ファイバ心線またはメタル電線を高い実装密度で収納すること、並びに製造コストを下げることを可能にする。
【解決手段】本発明によるケーブル(光ケーブル1aで例示)は、軸に垂直な断面において中心から放射状に延びる形状となる複数の仕切を有する仕切部材12と、その仕切部材12の外周を覆う外被10とを備え、仕切部材12と外被10とにより長さ方向に連続する複数の収納路が形成され、複数の収納路のそれぞれに複数本の光ファイバ心線11が収納される。そして、この光ケーブル1aは、仕切部材12と光ファイバ心線11とが、共に外被10に対して撚られており、仕切部材12は樹脂製とする。
(もっと読む)
光ファイバケーブルの製造方法
【課題】スロットロッドのSZ溝の軌跡の変動に追随して、テープ心線ユニットの収納状態を適切に制御できる光ファイバケーブルの製造方法を提供する。
【解決手段】光ファイバケーブルを製造する際、テープ心線ユニットを収納するテープ心線収納位置より長手方向上流側に配設された溝軌跡検出部で収納溝の軌跡を検出する。そして、溝軌跡検出部で検出された溝軌跡に基づいて、テープ心線ユニットが挿通されている整列ダイスをスロットロッドの周りで往復回転させることにより当該整列ダイスに挿通されたテープ心線ユニットと収納溝の位置合わせを行うとともに、整列ダイスを自転させることによりテープ心線ユニットに捻回を加える。さらに、溝軌跡検出部により溝軌跡の変動が検出されたときに、整列ダイスの自転量を補正する。
(もっと読む)
光ケーブル用スペーサの製造方法
【課題】ドラムへの捲回により残留する鋼線歪みを矯正して、スペーサ本体の螺旋溝のピッチ、反転角度の変動を抑制できる光ケーブル用スペーサの製造方法を提供する。
【解決手段】光ケーブル用スペーサの製造方法であって、鋼線の回転歪みの除去と伸直のための鋼線矯正工程を含み、かつ、前記鋼線矯正工程が次の工程のいずれかを含む。(1)鋼線21を矯正器6aに挿通して曲げ処理した後、表面温度400〜600℃に加熱処理し、しかる後表面温度を60〜100℃に冷却する。(2)鋼線21を表面温度400〜600℃に加熱処理した後、表面温度を60〜100℃に冷却して、矯正角度2〜10°の矯正器6bに挿通して曲げ処理する。(3)鋼線21を第1の矯正器6aに挿通して曲げ処理した後、表面温度400〜600℃に加熱処理し、しかる後表面温度を60〜100℃に冷却して、矯正角度2〜10°の第2の矯正器6bに挿通して曲げ処理する。
(もっと読む)
光ケーブル
【課題】複数の光ファイバを収容した集合コアの外周に被覆した内部シースと外部シースとが密着していない場合であっても、容易に且つ安全にシース剥取処理を施すことが可能なシース構造を有する光ケーブルを提供する。
【解決手段】光ケーブル11(11′)は、複数の光ファイバが収容された集合コア12の外周に、内部シース18と外部シース14とを被覆した光ケーブルであって、その内部シース18は、長手方向に連なる突起部19(19′)を有するように形成されている。
(もっと読む)
光ケーブル
【課題】簡易な構成で解体時に粗巻き紐を確実且つ短時間に切断除去できるようにする。
【解決手段】光ケーブルは、溝付きスペーサ2の溝2a内に光ファイバ心線4を収納し、スペーサ2の外周に粗巻き紐8、押え巻きテープ6、及びケーブル外被7を順に施してなる。そして粗巻き紐8は、80〜140℃の融点を有する複数の第1の繊維と、220℃以上の融点を有する複数の第2の繊維とが合糸された繊維束からなり、粗巻き紐8の第1の繊維が押え巻きテープ6と接着されている。これら第1の繊維及び第2の繊維は、互いに融点の異なるポリアミド樹脂を用いることができる。
(もっと読む)
光ケーブル
【課題】光ファイバを損傷することなく、また、作業者のスキルや引き裂き紐を要することなく、安全にシースを切り裂くことができる光ケーブルを提供する。
【解決手段】複数の光ファイバが収容されたスロットロッド15からなり、押え巻きテープ13が巻き付けられた集合コア12の外周にシースを被覆した光ケーブルであって、シース14と集合コア12の間に緩衝層18を有している。なお、前記の緩衝層18には、合成樹脂製の繊維を用いることができる。
(もっと読む)
光ケーブル
【課題】光ファイバを損傷することなく、また、作業者のスキルや引き裂き紐を要することなく、安全にシースを切り裂くことができる光ケーブルを提供する。
【解決手段】複数の光ファイバが収容された集合コア12の外周に、シース14を被覆した光ケーブルであって、シース14の外表面の長手方向に沿ってノッチ19が設けられ、シースの内面側に前記のノッチと一致する位置に帯状の防護壁18が配されている。なお、防護壁18はシース14より硬い樹脂で形成される。また、上記の集合コア12は、複数の光ファイバ17を収容するスロットロッド15とその外周を覆う押え巻きテープ13を有し、防護壁18は、シース14の内面から露出して押え巻きテープ13に接している形態が望ましい。
(もっと読む)
光ケーブル
【課題】光ファイバを損傷することなく、また、作業者のスキルや引き裂き紐を要することなく、安全にシースを切り裂くことができる光ケーブルを提供する。
【解決手段】複数の光ファイバが収容された集合コア12の外周に、シースを被覆した光ケーブルであって、シースは、外部シース14と該外部シースより硬質で長手方向にスリット19を有する内部シース18の2層からなる。また、集合コア12は、複数の光ファイバを収容するスロットロッド15とその外周を覆う押え巻きテープ13を有している形状とすることができる。
(もっと読む)
光ケーブル
【課題】光ファイバを損傷することなく、また、作業者のスキルや引き裂き紐を要することなく、安全にシースを切り裂くことができる光ケーブルを提供する。
【解決手段】複数の光ファイバが収容された集合コア12の外周に、シース14を被覆した光ケーブルであって、シース14の長手方向に沿ってシース内面からシース外面に達する引き裂き部材18〜18dが設けられていることを特徴とする。引き裂き部材18a〜18dは、シース外面より外側に突出していることが好ましい。また、引き裂き部材は、シースとは異なる樹脂で形成することが好ましく、予め形成された部材を縦添えして設けることができる。また、集合コア12は、複数の光ファイバを収容するスロットロッド15とその外周を覆う押え巻きテープ13を有し、引き裂き部材18a〜18dは、押え巻きテープに接している形態が好ましい。
(もっと読む)
光ファイバ収納スペーサの製造方法
【課題】光ファイバケーブルとしたときに、安定した伝送性能が得られる光ファイバ収納スペーサの製造方法を提供する。
【解決手段】抗張力線1の周囲を熱可塑性樹脂で被覆して樹脂被覆抗張力体とする(ステップS1)。この樹脂被覆抗張力体を中芯とし、回転ダイスを使用した押出成形により、この中芯の周囲に、熱可塑性樹脂からなり、1又は複数の螺旋状に一定方向に回転する溝又はSZ状に交互に回転する溝を備える被覆部を形成する(ステップS2)。引き続き、冷却部において、被覆部を構成する樹脂を完全に固化させて、光ファイバ収納スペーサを得る(ステップS3)。その後、得られたスペーサについて、その断面を擬似的に円形とみなして、溝の1/2ピッチ以上の区間で外径を連続的に測定し、その最大値が設定範囲内に入らないときに、ステップS2における熱可塑性樹脂の押出量を調節する(ステップS4)。
(もっと読む)
1 - 20 / 150
[ Back to top ]