
Fターム[3B150NB07]の内容
Fターム[3B150NB07]の下位に属するFターム
反転押え
Fターム[3B150NB07]に分類される特許
21 - 40 / 111
ミシン
【課題】部品点数低減及び針棒周囲スペース確保を図りつつ被縫製物の厚さを検出する。
【解決手段】縫い針108を上下動させるミシンモータ2aと、縫製時に被縫製物の浮き上がりを防止する中押さえ29と、縫い針に同期して中押さえに上下動させる中押さえ上下動機構M1と、中押さえモータ42により中押さえの下死点高さを調整する中押さえ高さ調節機構M4と、中押さえの下降接触時の押圧により中押さえが停止するように中押さえモータを制御する中押さえ高さ制御手段73と、中押さえの下降接触による中押さえモータの出力軸の状態変化時の中押さえの高さから被縫製物の厚さを求める厚さ取得処理手段73とを備えている。
(もっと読む)
ミシン

【課題】縫製パターンデータに被縫製物の高さデータを容易に設定する。
【解決手段】縫い針108を上下動させるミシンモータ2aと、縫製時に被縫製物の浮き上がりを防止する中押さえ29と、縫い針に同期して中押さえに上下動させる中押さえ上下動機構M1と、中押さえモータ42により中押さえの下死点高さを調整する中押さえ高さ調節機構M4と、中押さえの下降接触時の押圧により中押さえが停止するように中押さえモータを制御する中押さえ高さ制御手段73と、中押さえの下降接触による中押さえモータの出力軸の状態変化時の中押さえの高さから被縫製物の厚さを求める厚さ取得処理手段73と、縫製パターンデータに針数の順番に対応づけて被縫製物の厚さを記録する厚さ記録手段73とを備えている。
(もっと読む)
ベルトループ縫いミシンの制御方法およびベルトループ縫いミシン
【課題】1本針閂止めミシンで縫製物本体にベルトループを縫付る際に、押えでループ材を縫製物に押え後、ループ材の挟持を開放して縫製するまでの時間を短縮し、作業効率を向上するベルトループ縫いミシンの制御方法及びベルトループ縫いミシンを提供する。
【解決手段】一端部が縫製物本体に縫付れたベルトループの他端部に閂止縫いする前に、挟持手段13を設定された閂止め形状サイズに合わせた押えの移動範囲から退避させるベルトループ縫いミシンの制御方法で、X軸方向移動手段XPMのみを駆動させるX軸方向退避方法と、X軸方向移動手段とともにX軸方向移動手段の駆動よりも早く又は同時にY軸方向移動手段YPMを駆動させるY軸方向退避方法のいずれかの方法を選択し、X軸方向移動手段XPMおよび/またはY軸方向移動手段YPMを駆動させ、挟持手段が押えの移動範囲から退避してベルトループの他端部の閂止め縫いを開始する制御を行う。
(もっと読む)
ミシン
【課題】布厚等にかかわらず、安定した押さえ圧で布を押さえ、損傷を防止すること。
【解決手段】布押さえ機構と、押さえモータ11と、検出手段12と、制御手段100と、を備えるミシン1において、布押さえ21の下降の際に、目標となる下降位置の指令信号を押さえモータに送信すると共に、検出手段により検出された布押さえの位置をフィードバックして押さえモータの駆動を通常電流で制御する位置制御手段100と、押さえモータに通電する駆動電流を通常電流よりも減少することで布押さえがゆっくり降下し被縫製物を押さえる押さえ圧を低下する圧力制御手段と、布押さえの下降制御を位置制御手段から圧力制御手段に切り替える布押さえの切替位置を記憶する記憶手段104と、下降する布押さえが記憶手段に記憶された切替位置に到達したときに、布押さえの下降制御を位置制御手段から圧力制御手段に切り替える切替制御手段100と、を備えた。
(もっと読む)
ミシンの布押さえ昇降装置
【課題】電源遮断時の布押さえ高さの固定状態を解消する。
【解決手段】布押さえ5を昇降するエアシリンダ4と、空気圧供給源20からエアシリンダの各空気室4U,4Dへ空気圧を供給する第一の電磁弁10と、布押さえを操作する操作入力手段30と、第一の電磁弁を制御して布押さえの高さを切り換え、下降時間の長さにより布押さえを中間停止させる制御手段40と、エアシリンダの各空気室に設けられた予備排気経路71,72と、各予備排気経路に設けられた逆止弁73aと、各逆止弁に空気圧を供給する閉塞圧供給経路74と、各逆止弁の排気側に対する空気圧供給状態と大気解放状態とを切り換え可能な第二の電磁弁75と、主電源の通電時には空気圧供給状態とし、主電源の切断時には大気解放状態に第二の電磁弁を切り替える押さえ解放制御回路77を備えている。
(もっと読む)
ミシン
【課題】縫製データの入力を簡単に行えるようにする。
【解決手段】ミシンモータ2a、位置決めモータ76a,77a及び縫製に関係する動作を実行するアクチュエータ42,80a,81aと、所定情報の表示を行う表示手段74bと、縫製データ71aに基づいてミシンモータ、位置決めモータ及びアクチュエータの動作制御を行う動作制御手段1000と、を備えるミシンにおいて、縫製データに基づいて縫製動作を再現する動作確認モードを実行する動作制御を行う確認動作制御手段1000と、動作確認モードにおいて針数ごとに順番に動作を再現する過程で、いずれかの針数に設定された項目に対して、項目の設定内容の確認メッセージを表示手段に表示させるか、又は、項目に伴って実行されるべき他の項目の設定が同じ針数に存在しない場合に追加を促す確認メッセージを表示手段に表示させる確認表示制御手段とを備えている。
(もっと読む)
ミシンの布押さえ装置
【課題】ボタンホール用の布押さえの着脱の際におけるユーザの操作を省くことができ、作業効率を向上すること。
【解決手段】布を押さえる布押さえ11と、布押さえを支持し、布押さえが布を押さえる押圧位置と布の押さえを解除する解除位置との間で昇降する押さえ棒12と、押さえ棒を下方に付勢する付勢部材19と、押さえ棒に係合し、押さえ棒を付勢力に抗して上昇させる押さえ棒駆動機構20と、縫製を行う模様を選択する設定手段40と、を備えるミシンの布押さえ装置1において、押さえ棒にボタンホール縫い用の布押さえが装着されているか否かを検出する検出手段50と、ボタンホール縫いを行う設定がされている場合において、押さえ棒にボタンホール縫い用の布押さえが装着されていないことを検出したときに、押さえ棒駆動機構を動作させて押さえ棒を上昇させる制御手段60と、を備える。
(もっと読む)
ミシン
【課題】中間位置の設定を容易に行うことができ、作業効率を向上すること。
【解決手段】布押さえ機構と、押さえモータ11と、操作ペダル70と、制御手段100と、を備えるミシン1において、入力により、中間位置を設定する中間位置設定モードと、縫製を行う縫製モードとに切り替えるモード切替手段と、押さえモータに設けられ、布押さえの高さを検出する検出手段12と、中間位置設定モードにおいて、布押さえを下降させた場合に、布押さえが被縫製物に当接して下降が停止したときの検出手段によって検出された布押さえの高さから針板上に載置された被縫製物の厚さを算出する布厚算出手段100と、算出された布厚を記憶する記憶手段104と、を備え、制御手段は、縫製モードにおいて、布押さえを下降させる際に、記憶された布厚に応じた中間位置で押さえを停止させる。
(もっと読む)
ミシン
【課題】中間位置の設定を容易に行うことができ、作業効率を向上すること。
【解決手段】布押さえ機構と、押さえモータ11と、操作ペダル70と、制御手段100と、を備えるミシン1において、布押さえを下降させる場合に、当該布押さえが被縫製物に当接して下降が停止したときの検出手段(12)によって検出された押さえモータの駆動量に応じた布押さえの下降量と、下降前の布押さえの針板からの初期高さとから被縫製物の厚さを算出する布厚算出手段(100)と、算出された布厚に加算する補正値を記憶する補正値記憶手段(104)と、算出された布厚に補正値を加算して中間位置を算出する中間位置算出手段(100)と、算出された中間位置を記憶する中間位置記憶手段(104)と、を備え、制御手段は、中間位置の算出後、布押さえで被縫製物を押さえた状態から布押さえを上昇させる際に、記憶された中間位置で布押さえの上昇を停止させる。
(もっと読む)
ベルトループ縫いミシン
【課題】 縫製物本体が浮き上がった状態で押さえに押さえられることを防止して、ループ材を縫製物本体にきれいに縫い付けることにより、ベルトループの品質の向上を図る。
【解決手段】 制御手段は、ループ材20の一端部20aがZ字状に折曲される形状のベルトループを形成する場合において、1番目の縫製部分である一端部20aを縫い付け、挟持手段3がミシン2の縫製位置を通過して一端部20aがU字状に折曲されるように挟持手段3を移動した後であって、2番目の縫製部分である一端部20aの近傍を縫い付ける前に、挟持手段3を縫製位置に近づく方向に移動する制御を行う。
(もっと読む)
ループ材供給装置
【課題】 1台のループ材供給装置でベルトループ形状の変更に柔軟に対応することができ、種々のベルトループ形状を形成する。
【解決手段】
回転駆動機構(2つのロータリーアクチュエータ)26は、フォーク部材25を回転方向の基準となる初期位置から正逆方向に回転可能とし、制御手段17は、ループ材20の両端部20a、20bU字状に折り曲げられた形状によって縫製物本体21に縫い付ける場合に、ループ材20の一端20aを折り曲げる際には、フォーク部材25を初期位置から正逆方向のいずれか一方向に回転させ、ループ材20の他端部20bを折り曲げる際には、フォーク部材25を初期位置から正逆方向の他方向に回転させる。
(もっと読む)
ベルトループ縫いミシンの制御装置およびベルトループ縫いミシンの制御方法
【課題】 挟持手段によるループ材の挟持位置のずれやループ材が挟持手段による挟持から外れてしまうのを防止し、ループ材を縫製物本体の意図する位置に縫い付けることにより、ベルトループの品質の向上を図る。
【解決手段】 1番目の縫製部分であるループ材20の一端部20aを縫い付けた後の、ループ材20を挟持した挟持手段2が押さえ23の下方を通過し、前記1番目の縫製部分を覆うようにループ材20を折り曲げる工程において、制御手段17が、挟持手段3と載置台31とを押さえ23の下方を通過する方向である一方向に移動する第1工程と、制御手段17が、挟持手段3を前記第一方向に移動するとともに、載置台31を前記第一方向と反対の他方向に移動する第2工程とを有する。
(もっと読む)
ループ材供給装置
【課題】 ミシンの布送り動作時にループ材における縫製物本体に縫い付けられた部分と挟持手段に挟持された部分との間においてねじれが発生してしまうことを防止し、これにより、ミシンによって形状が均一で高品質にベルトループを縫い付ける。
【解決手段】 制御手段17は、縫製物本体21およびループ材20がミシン2の押さえ23によって押さえられた後であって、ミシン2が縫製物本体21を縫い形状に合わせて搬送しながらループ材20を縫製物本体21に縫い付ける前に、ループ材20における挟持手段3による挟持部分と押さえ23による押さえ部分との間が緩む方向に挟持手段3を移動するように、Y方向移動手段12やZ方向移動手段13の駆動を制御する。
(もっと読む)
ミシン
【課題】ユーザが加工布の縫始めの位置合せを行う際に、面倒な準備作業を行わずに済むと共に、位置合せの作業を容易且つ確実に行う。
【解決手段】ミシンの制御装置は、ユーザにより針上下位置切替スイッチが操作されたとき、或いはフリーモーションモードが設定されたときに、位置合せ準備動作を実行させる。位置合せ準備動作においては、まず送り歯状態切替機構により送り歯の状態を非作用位置に切替えた上で、押え足昇降機構を制御して、押え足8を加工布Wに当接する押圧位置まで下降させ、その際の高さ位置検出器の検出信号から加工布Wの布厚を検出する。次いで、検出された布厚に基づいて、押え足8を加工布Wの上面から例えば1mmだけ上昇させた浮上り位置に停止させると共に、ミシンモータを制御し、針棒6を縫針7の先端部が加工布Wに刺さる直前(例えば1mmだけ上)の設定位置に移動させる。
(もっと読む)
ミシン
【課題】 持上げ装置とリフト位置調節装置とを設計する労力を低減させるミシンを提供する。
【解決手段】 ミシンは、縫っている間縫い生地を押さえつけるための少なくとも1つのソーイングフット(10)を有している。持上げ装置(13)はソーイングフット(10)を持上げるために機能する。リフト位置調節装置(30)はソーイングフット(10)の送りリフトを設定するために機能する。持上げ装置(13)とリフト位置調節装置(30)とは、共通の駆動装置(22)を有している。以上により、持上げ装置とリフト位置調節装置とを設計する労力が低減されるミシンをもたらす。
(もっと読む)
ミシン
【課題】設定縫い速度での各アクチュエータの動作確認を可能とする。
【解決手段】ミシンモータ2aにより針上下動を行う針上下動機構と、位置決めモータ76a,77aにより布移動を行う位置決め機構と、縫製に関係する動作を実行するアクチュエータ42,79a,80a,81aと、縫製データ71aに基づいてミシンモータ、位置決めモータ及びアクチュエータの動作制御を行う動作制御手段1000とを備えるミシンにおいて、縫製データに定められた縫い速度に従って回転するミシンモータ又はこれにより駆動される主軸の回転同期信号を仮想的に再現し、ミシンモータを駆動させることなく、仮想的な回転同期信号に同期しながら前記縫製データに基づく位置決め機構及びアクチュエータの動作を実行させる確認動作制御手段1000を備えている。
(もっと読む)
ミシン
【課題】縫製中の芯紐を安定させて、縫い目からのはみ出しや縫製中の詰まりを防止し、芯紐入りの鳩目縫いを美しく縫製する。
【解決手段】ボタン径から必要な縫製長さを算出すると共に、算出した縫製長さのボタンホール縫いを行う制御手段を備え、ボタンホール縫い目の形成の際に、当該ボタンホール縫い目を補強する芯紐Tをボタンホール縫い目の形成と共に被縫製物Cに縫いつけるミシンは、折り曲げられた芯紐Tの折曲部T1を保持する芯紐保持部Nと、押さえ枠22に形成され、折り曲げられた芯紐の各端部側を係止する芯紐係止部22dと、を備え、制御手段は、芯紐保持部で芯紐の折曲部を保持すると共に芯紐係止部で折り曲げられた芯紐の各端部側を係止した状態で、折曲部に最初に針落ちさせて被縫製物に鳩目ボタンホール縫い目を形成する。
(もっと読む)
ミシン
【課題】縫製の途中で異常が発生しても最初から縫製をやり直す必要がなく、被縫製物の傷みを防止し、作業効率を向上すること。
【解決手段】ミシン10は、縫製中に異常が発生した場合に、ミシン10の動作を停止させる入力を行うと共に送り量検出手段24により検出された異常発生時点での送り量と、縫製データから求まる針落ち位置と、を記憶させる旨の入力を行う指示入力手段90と、指示入力手段からの入力があった場合に、送り量と針落ち位置とを記憶する記憶手段32と、指示入力手段からの入力により縫製を中断した後、縫製を再開する旨の入力を行う再開入力手段91と、を備えている。そして、制御手段3は、指示入力手段からの入力があった場合に、送り量と針落ち位置とを記憶手段に記憶させると共に、再開入力手段からの入力があった際に、記憶手段に記憶された送り量と針落ち位置とに基づいて、縫製が中断した位置から縫製を再開させる。
(もっと読む)
玉縁縫いミシンの玉布押さえ機構
【課題】玉布の生地厚に関らず好適に機能する玉縁縫いミシンの玉布押さえ機構を提供する。
【解決手段】玉布押さえ機構20は、水平板22aと垂直板22bとを有するバインダー22と、アーム25aによって回動可能に設けられて水平板22aの上面に対して昇降可能な生地ガイド23と、生地ガイド23を昇降させるパルスモータ25bと、パルスモータ25bの回転角度を検出することで生地ガイド23の昇降位置を検出するエンコーダ25cと、生地ガイド回動角度制御プログラム62aを実行することでパルスモータ25bの回転角度を制御するCPU61と、を備える。
(もっと読む)
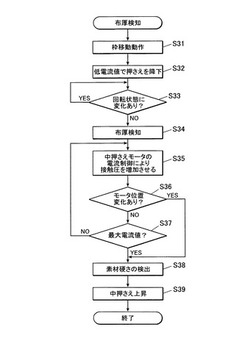
ミシンの中押さえ装置
【課題】縫製中に縫製物におけおる縫製箇所の厚みが変化した場合であっても、中押さえの下死点における針板からの高さ位置を調節することにより、ミシン主軸に過度の負荷が加わってしまうのを防止するとともに、縫製不良が発生してしまうのを防止する。
【解決手段】 中押さえ6を所望の前記高さ位置に下降させるために高さ調節モータ52が出力する初期出力値によって中押さえ6を下降させ、中押さえ6により縫製物を押さえつけた結果、高さ調節モータ52が実際に出力した現実出力値と初期出力値とを比較し、現実出力値と初期出力値との偏差が予め決定されている基準値を超えた場合には、偏差が基準値となるように高さ調節モータ52の出力値を修正し、修正した出力値に基づいて中押さえ6を下降させることにより、中押さえ6の高さ位置を調節する制御を行う制御手段55を有する。
(もっと読む)
21 - 40 / 111
[ Back to top ]