
Fターム[3B150NC06]の内容
Fターム[3B150NC06]に分類される特許
81 - 100 / 317
加工アタッチメント及びミシン
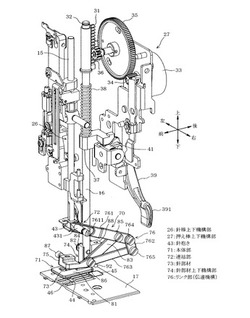
【課題】既存のミシンに備わる機構や装置を利用することにより、複雑な模様であっても、模様の形成が容易にできるパーチメントクラフトに適した加工アタッチメント及びミシンを提供する。
【解決手段】アタッチメント70は、針棒15及び押え棒16を備えるミシンの押え棒16に着脱可能に装着され、本体部71、連結部72、針部材73及び針部材上下機構部74を備える。本体部71は、押え棒15の下端に装着可能である。連結部72は、針棒15の下端に設けられた針抱き43に連結可能であり、針棒上下機構部26による針棒15の上下動に伴って針棒15と共に上下へ移動可能である。針部材73は、被加工物を貫いて被加工物に穴を形成する。針部材上下機構部74は、連結部72の上下動により針部材73を上下動させる。これにより、ミシンにアタッチメント70を取り付けるだけで、被加工物に対し容易に穴を形成することができる。
(もっと読む)
装着機構

【課題】表示器と刺繍枠との位置合わせを行うことができる利便性に優れた装着機構を提供する。
【解決手段】装着機構18は、少なくとも刺繍模様を含む刺繍縫製に関する情報を表示し且つ裏側が透視可能な表示器16と、前記刺繍模様を縫製可能に加工布CLを保持する刺繍枠11とを所定位置に着脱可能に装着する。この場合、装着機構18は、これら表示器16及び刺繍枠11を、少なくとも表示器16の表示領域と刺繍枠11内の刺繍縫製可能領域との互いの一部が重なるように前記所定位置に装着する。
(もっと読む)
ミシン及び糸調子調整プログラム
【課題】糸調子の判定及び調整を自動で行うことが可能なものにあって、糸調子の判定の正確性を十分に高いものとし、糸調子の調整を良好に行う。
【解決手段】縫目形成直後の加工布の縫目を、上面(表面)側から撮影する第1のカメラ39を頭部5に設けると共に、加工布の縫目を下面(裏面)側から撮影する第2のカメラ40をミシンベッド2に設ける。ミシン本体1の制御装置は、糸調子調整プログラムの実行により、加工布の縫目の糸調子の判定及び自動調整の処理を次のように行う。カメラ39,40により、加工布の表面側及び裏面側の双方から撮影された縫目の画像データを夫々取込み、それら画像データから交絡点に現れた反対側の糸の領域を抽出する。抽出した糸の領域の面積を算出し、糸調子率を判定する。その判定結果に基づいて、糸調子調整機構の糸調子調整用パルスモータを制御する。
(もっと読む)
ミシンの模様選択装置
【課題】単純な構造で耐久性に優れると共に安価な模様選択装置を提供する。
【解決手段】模様選択装置(30)は、模様を選択するための複数の模様選択部(31a〜31n)が一面に設けられたプレート(3)と、プレートの他面側において複数の模様選択部のそれぞれに対応して配置された複数のタッチ電極(10a〜10n)と、複数のタッチ電極のうちの少なくとも一つのタッチ電極とグランド間の電圧の変化に基づいて、少なくとも一つのタッチ電極に対応する少なくとも一つの模様選択部への物体の接触を検出する検出部(11)と、検出部によって物体の接触が検出された少なくとも一つの模様選択部を残りの前記模様選択部から視覚的に識別する識別部(72a〜72n)とを含む。
(もっと読む)
ミシンの糸切断装置
【課題】上糸が内釜回り止めで引っかかってしまうことを防止する。
【解決手段】水平釜の内釜が外釜に追従して回転しないように内釜の回転を規制するため、当該内釜に接触して規制力を付勢する内釜回り止めを有し、水平釜と針穴との間に渡る上糸又は下糸の少なくとも何れか一方の縫い糸を切断するミシンの糸切断装置である。糸切断装置は、針板の下方で進退移動して縫い糸を捕捉する第一糸捕捉部材と、第一糸捕捉部材により捕捉され縫い糸を捕捉して固定刃に案内し切断する第二糸捕捉部材と、内釜回り止めと内釜との間に隙間を形成する隙間形成部と、第一糸捕捉部材による捕捉動作の後に第二糸捕捉部材による捕捉動作と切断動作とを行わせるとともに、第一糸捕捉部材により捕捉された縫い糸が内釜回り止めを通過する際に、隙間形成部による隙間形成動作を行わせる動作装置と、を備える。
(もっと読む)
ミシン
【課題】 縫製開始時に間欠押えを針板と同じ位置に設定してから1針目の縫製を行う場合において、糸巻き処理時に間欠押えが針板に衝突するのを防止し、間欠押えと針板との衝突により発生する騒音を防止することができるミシンを提供する。
【解決手段】 糸巻き処理を実行すると、先ず、RAM64に記憶されたデフォルト値を読み出して間欠押え6をデフォルト値(針板2aの上面から5mm上方)で示す位置に上昇させる(S30)。次に、ミシンモータ72を起動させて糸巻機構50による糸巻き処理を実行する。糸巻き処理を実行すると、起動ペダル70のOFF待ち状態となる。作業者が起動ペダル70をOFFにした場合(S32;Yes)、ミシンモータ72の駆動を停止させてから(S33)、間欠押え6を予め設定した位置に下降させた後(S34)、S3に戻る。
(もっと読む)
ボタン付けデータ作成装置及びボタン付けデータ作成方法
【課題】 座標原点から第1針落点までの最初の主移動量と、複数の針落点に順次針落ちさせる為の複数の主移動量と、複数の針落点のボタン穴内の補正移動量とを針落ち順位と対応付けて演算するボタン付けデータ作成技術を提供する。
【解決手段】 複数の針落点の位置情報を針落ち順に入力し、各ボタン穴の基準位置を設定し、針落点の位置情報と各ボタン穴の基準位置とに基づいて、各針落点が属するボタン穴を決定し、各針落点が属するボタン穴の基準位置と各針落点の位置情報とに基づいて、針落ち順に、針落点毎に前記針落点が属するボタン穴の基準位置からの移動量を補正移動量として演算し、各ボタン穴の基準位置に基づいて、針落ち順に、各ボタン穴から次のボタン穴までのボタン穴間の移動量を主移動量として演算し、針落点を規定するデータを、複数の主移動量と、複数の補正移動量とで構成した。
(もっと読む)
ボタン付けミシン及びボタン付け方法
【課題】ボタン付けの針落点データを作成する為の基本移動量データを、ボタン穴間隔を示す穴間移動データと、ボタン穴内の基準点を原点とするボタン穴内針落点データと、針落ち順位のデータとで記述可能にしたボタン付けミシンを提供する。
【解決手段】図6に示す基本移動量データは、主移動量データと、補正移動量データとを含み、図6においてデータ順位はデータの順番を示し、移動内容は原点から針落点1への移動、針落点1以降の針落点間移動を示し、主移動量データは、座標系におけるX方向移動とY方向移動を示し、補正移動量データは、ボタン穴内の基準点を原点とするx方向座標データとy方向座標データとを示す。ボタン穴内での針落点の移動の際は、主移動量データは(0,0)である。
(もっと読む)
ミシン
【課題】布を潰すことなく中押さえを上下動させる。
【解決手段】縫い針108を上下動させるミシンモータ2aにより回転駆動される主軸2の角度を検出する主軸角度検出手段2bと、縫製時に被縫製物の浮き上がりを防止する中押さえ29と、縫い針に同期して中押さえに上下動させる中押さえ上下動機構M1と、中押さえモータ42により中押さえの高さを調整する中押さえ高さ調節機構M4と、中押さえモータを制御する中押さえ高さ制御手段73ととを備え、中押さえ高さ制御手段は、中押さえが下降を行う所定の回転区間で、外部トルクTfと釣り合うように駆動トルクTmの出力を行う高さ可変制御を行うと共に、高さ可変制御後には高さ可変制御区間の最終出力軸角度を維持するように中押さえモータを追従制御させる。
(もっと読む)
鳩目ボタン穴かがりミシン
【課題】旋回モータの原点検索を正確に行う。
【解決手段】ミシンフレーム2のアーム部2c内に針棒旋回台が配置され、ベッド部2a内にルーパ土台47及び旋回機構60が配置されたボタン穴かがりミシン10において、旋回機構は、旋回モータ61と、旋回モータに連結された主動プーリ62と、ルーパ土台に連結された第一の従動プーリ63と、ベッド部内からアーム部内の針棒旋回台に回転力を伝達する伝達軸64と、伝達軸に連結された第二の従動プーリ5と、主動プーリから各従動プーリに回転力を伝達するタイミングベルト66とを備え、主動プーリと第二の従動プーリ又は第一の従動プーリと第二の従動プーリの回転比率を異なるものとし、回転比率が異なる二つのプーリの各々に旋回モータの原点検出手段68,69を設けたことを特徴とするボタン穴かがりミシン。
(もっと読む)
ベルトループ縫いミシンの制御方法およびベルトループ縫いミシン
【課題】1本針閂止めミシンで縫製物本体にベルトループを縫付る際に、押えでループ材を縫製物に押え後、ループ材の挟持を開放して縫製するまでの時間を短縮し、作業効率を向上するベルトループ縫いミシンの制御方法及びベルトループ縫いミシンを提供する。
【解決手段】一端部が縫製物本体に縫付れたベルトループの他端部に閂止縫いする前に、挟持手段13を設定された閂止め形状サイズに合わせた押えの移動範囲から退避させるベルトループ縫いミシンの制御方法で、X軸方向移動手段XPMのみを駆動させるX軸方向退避方法と、X軸方向移動手段とともにX軸方向移動手段の駆動よりも早く又は同時にY軸方向移動手段YPMを駆動させるY軸方向退避方法のいずれかの方法を選択し、X軸方向移動手段XPMおよび/またはY軸方向移動手段YPMを駆動させ、挟持手段が押えの移動範囲から退避してベルトループの他端部の閂止め縫いを開始する制御を行う。
(もっと読む)
ミシン
【課題】布厚等にかかわらず、安定した押さえ圧で布を押さえ、損傷を防止すること。
【解決手段】布押さえ機構と、押さえモータ11と、検出手段12と、制御手段100と、を備えるミシン1において、布押さえ21の下降の際に、目標となる下降位置の指令信号を押さえモータに送信すると共に、検出手段により検出された布押さえの位置をフィードバックして押さえモータの駆動を通常電流で制御する位置制御手段100と、押さえモータに通電する駆動電流を通常電流よりも減少することで布押さえがゆっくり降下し被縫製物を押さえる押さえ圧を低下する圧力制御手段と、布押さえの下降制御を位置制御手段から圧力制御手段に切り替える布押さえの切替位置を記憶する記憶手段104と、下降する布押さえが記憶手段に記憶された切替位置に到達したときに、布押さえの下降制御を位置制御手段から圧力制御手段に切り替える切替制御手段100と、を備えた。
(もっと読む)
ミシン
【課題】ミシンの縫製速度変化にも対応したステッピングモータの制御を行う。
【解決手段】ステッピングモータ76a,77aにより被縫製物の移動位置決めを行う位置決め機構120と、縫製パターンデータ71aに基づいてステッピングモータの動作制御を行う縫製制御手段73とを備え、ミシンの縫製速度を設定に応じて可変とするミシンにおいて、一針分の位置決め動作を行うステッピングモータの駆動パルス列の各パルスの出力時間間隔を定めた駆動パターンPを、複数の位置決め動作量及び複数の縫製速度について個々に記憶するパターン記憶部72を備え、縫製制御手段は、縫製パターンデータに定められた位置情報に基づく位置決め動作量と設定された縫製速度とに基づいて駆動パターンを選択し、ステッピングモータの動作制御を行う。
(もっと読む)
ミシン
【課題】中間位置の設定を容易に行うことができ、作業効率を向上すること。
【解決手段】布押さえ機構と、押さえモータ11と、操作ペダル70と、制御手段100と、を備えるミシン1において、布押さえを下降させる場合に、当該布押さえが被縫製物に当接して下降が停止したときの検出手段(12)によって検出された押さえモータの駆動量に応じた布押さえの下降量と、下降前の布押さえの針板からの初期高さとから被縫製物の厚さを算出する布厚算出手段(100)と、算出された布厚に加算する補正値を記憶する補正値記憶手段(104)と、算出された布厚に補正値を加算して中間位置を算出する中間位置算出手段(100)と、算出された中間位置を記憶する中間位置記憶手段(104)と、を備え、制御手段は、中間位置の算出後、布押さえで被縫製物を押さえた状態から布押さえを上昇させる際に、記憶された中間位置で布押さえの上昇を停止させる。
(もっと読む)
針釜タイミング調節装置付きミシン装置
【課題】 針と釜の剣先の出会いタイミングを調節することにより、安定的な作動を確保できるミシン装置を提供すること。
【解決手段】 針棒12を駆動する上軸3と、釜50を駆動する下軸17と、上軸3及び下軸17を回転自在に支持する機枠2と、上軸3の回転と下軸17の回転を同期させるタイミングベルト22と、を備えた針釜タイミング調節装置80付きのミシン装置100であって、カム部材42と、カム部材42に回転力を与えるステッピングモータ38と、機枠2の回転自在に支持される一対のテンションプーリブラケット26、31と、テンションプーリブラケット26、31に取付けられタイミングベルト22に常時接触するテンションプーリ23、24と、上軸3と下軸17の少なくとも一方に設けられステッピングモータ38の駆動を許可する信号を検出するエンコーダ70、71と、を備える。
(もっと読む)
穴かがりミシン
【課題】左右の布押さえで押さえる布の厚さが異なるような場合であっても、適切な押圧力で布を切断することができ、布切り不良やメスの欠損を防止すること。
【解決手段】支持台14に固定された土台31と、この土台に上下動自在に設けられ、下端が初期位置でハンマー12よりも下方に配置されると共に、ハンマーの前方に近接して配置された検知部材32と、検知部材との間の距離を計測する距離計測手段34と、初期位置における検知部材と距離計測手段との間の初期距離及びメスの長さを記憶する記憶手段24と、送り台に被縫製物を載置した状態で支持台を下降させ、初期距離に基づいて被縫製物の厚さを算出する厚さ算出手段20と、メスの長さと被縫製物の厚さから切断圧力を算出する圧力算出手段20と、算出された切断圧力で切断するように駆動装置50に通電する電流量を制御する制御手段20と、を備える。
(もっと読む)
穴かがりミシン
【課題】縫い幅の選択肢を減らすことなく、縫製データの容量を減らすこと。
【解決手段】穴かがりミシンは、縫い幅を入力する縫い幅入力手段60と、入力された縫い幅の比率を算出する比率算出手段3と、一方の側縫い部の外側の針落ち位置の座標データを算出する第1の位置算出手段3と、一方の側縫い部の幅を算出する側縫い幅算出手段3と、他方の側縫い部の外側の針落ち位置の座標データを算出する第2の位置算出手段3と、を備え、制御手段3は、記憶手段32に記憶された双方の側縫い部の内側の針落ち位置の座標データと、第1の位置算出手段により算出された一方の側縫い部の外側の針落ち位置の座標データと、第2の位置算出手段により算出された他方の側縫い部の外側の針落ち位置の座標データと、に基づいて針上下動機構、送り機構及び針振り機構の駆動を制御する。
(もっと読む)
ベルトループ縫いミシン
【課題】 縫製物本体が浮き上がった状態で押さえに押さえられることを防止して、ループ材を縫製物本体にきれいに縫い付けることにより、ベルトループの品質の向上を図る。
【解決手段】 制御手段は、ループ材20の一端部20aがZ字状に折曲される形状のベルトループを形成する場合において、1番目の縫製部分である一端部20aを縫い付け、挟持手段3がミシン2の縫製位置を通過して一端部20aがU字状に折曲されるように挟持手段3を移動した後であって、2番目の縫製部分である一端部20aの近傍を縫い付ける前に、挟持手段3を縫製位置に近づく方向に移動する制御を行う。
(もっと読む)
ベルトループ縫いミシンの制御装置およびベルトループ縫いミシンの制御方法
【課題】 挟持手段によるループ材の挟持位置のずれやループ材が挟持手段による挟持から外れてしまうのを防止し、ループ材を縫製物本体の意図する位置に縫い付けることにより、ベルトループの品質の向上を図る。
【解決手段】 1番目の縫製部分であるループ材20の一端部20aを縫い付けた後の、ループ材20を挟持した挟持手段2が押さえ23の下方を通過し、前記1番目の縫製部分を覆うようにループ材20を折り曲げる工程において、制御手段17が、挟持手段3と載置台31とを押さえ23の下方を通過する方向である一方向に移動する第1工程と、制御手段17が、挟持手段3を前記第一方向に移動するとともに、載置台31を前記第一方向と反対の他方向に移動する第2工程とを有する。
(もっと読む)
鳩目穴かがりミシンの布切り装置
【課題】サイクルタイムを損なうことなく、容易に適正な押圧力を設定する。
【解決手段】メス32とメス受け31と、メス又はメス受けを移動させる移動機構35と、メス又はメス受けの移動駆動源となるパルスモータ34と、パルスモータの回転量を検出する回転量検出部55と、パルスモータを制御する制御部50とを備え、制御部は、メス又はメス受け部の移動を途中から低速に切り換える制御を行い、低速移動時に、パルスモータの偏差が設定値となったと偏差判断手段が判定するとパルスモータの駆動を停止する切断制御手段50cと、低速移動時に、パルスモータへ通電する電流値を高速移動時よりも低く制限する電流制御手段50cとを有している。
(もっと読む)
81 - 100 / 317
[ Back to top ]