
Fターム[3C030AA12]の内容
Fターム[3C030AA12]に分類される特許
1 - 20 / 62
部品挿入装置及び方法
作業検知システム
【課題】ワークや作業主体の作業に干渉する可能性を低減できる作業検知システムを提供する。
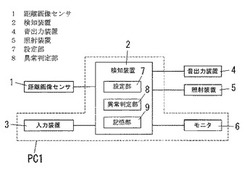
【解決手段】距離画像センサ1は作業領域の距離画像を撮影する。検知装置2は、距離画像に現れる作業主体又は作業主体が扱うワークを検知対象とし、設定部7及び異常判定部8を備える。設定部7は、距離画像内で検知対象の存否を検知する複数の検知領域とその検知順序とを設定する。異常判定部8は、何れかの検知領域で検知順序とは異なる順序で検知対象が検知されると異常と判定して音出力装置4及び照射装置5に報知命令を出力する。音出力装置4及び照射装置5は、検知装置2から報知命令が入力されると、作業内容の異常をそれぞれ音及び光で報知する。
(もっと読む)
長手鋼材の供給方法及び面体フレーム

【課題】 同一断面形状毎に成形された長手鋼材を、効率的に軸組フレームの出荷順に溶接工程に供給することができる長手鋼材の供給方法を提供する。
【解決手段】 長手鋼材の供給方法は、長手鋼材を溶接して面体フレームを製造する溶接工程に前記長手鋼材を供給する長手鋼材の供給方法であって、鋼板を成形して形成した前記長手鋼材を、同一断面形状毎に、前記溶接工程で組み付ける順序で所定のパレットに積載する同一断面形状毎積載工程と、前記パレットに積載された前記長手鋼材を前記溶接工程で溶接する順に前記溶接工程に払い出すピッキング工程と、を備える。
(もっと読む)
部品供給装置および部品供給方法
【課題】作業者が部品の供給および取出を行う際のロボットの作業時間ロスを抑制してサイクルタイムを短縮する。
【解決手段】部品供給装置は、作業者32によりワークがセットされた第1トレイ10がロボット作業領域側に押し出されスイッチ22aをオンしたことを検知するとロック機構23を動作させ、ロボット30がワークを用いて作業を行う。部品供給装置は、ロボット30が完成品を第1トレイ10へ戻したことを検知するとロック機構23を解除し、作業者32が第1トレイ10を引き寄せて完成品を取出し新たな部品を供給できるようにする。これにより、ロボット30が第1トレイ10のワークで作業する間に、作業者32がもう一方の第2トレイ20の完成品取出と部品供給を行うことができる。
(もっと読む)
直交型組付装置
【課題】大型化を招くことなく、ワークを移動させることのできる範囲を拡大可能な直交型組付装置を提供する。
【解決手段】レールとレールに沿って移動する移動部材からなるX軸、Y軸、Z軸ローダによって、ワークWを把持するワーク把持部16を移動させる。さらに、ワーク把持部16をワークWに接触して把持するマニュピレータ部16aと、このマニュピレータ部16aをX軸、Y軸、Z軸のうち少なくとも一つの軸方向へ移動させるマニュピレータ稼働部16bによって構成する。これにより、X軸、Y軸、Z軸ローダによってワークWを移動させることのできる範囲に加えて、マニュピレータ稼動部16bによる移動範囲を拡大できる。
(もっと読む)
部品組立システム
【課題】自動化された部品組立システムにおいて、搬送台車の走行スペースを削減する。
【解決手段】主部品6を搬送する主部品搬送台車3が走行する主搬送路1から、副部品12を搭載して移動する副部品搬送台車4の部品投入路2を分岐・合流させる。副部品搬送台車4により、副部品12を組立ステーション9のストッカ17に補充するときは、副部品搬送台車4を部品投入路2に分岐させて、集中部品庫38から副部品12を積み込んだ後、主搬送路1へ合流させて目的の組立ステーション9へ運ぶ。
(もっと読む)
部品供給装置および組立システム
【課題】組立システム全体の設置面積の増大を抑える。
【解決手段】組立作業を行う組立ロボット1に組立用部品8を供給するための部品供給装置2は、組立用部品8が載置された複数のトレイ7が収納される収納棚と、収納棚の上面に形成され、組立ロボット1による組立用部品8の組立作業が行われる組立部20と、収納棚からトレイ7を取り出して組立部20に搬送する搬送手段40とを備える。搬送手段40は、トレイ7を支持するトレイ支持部と、トレイ支持部を水平方向に移動する水平移動機構と、トレイ支持部を鉛直方向に移動する鉛直移動機構とを有する。
(もっと読む)
部品供給装置および部品供給方法
【課題】トレー上に供給された軸状部品の重なりを簡単に解消してロボットのハンド部での把持を容易に実行するできる部品供給装置および部品供給方法を提供すること。
【解決手段】ボルト13を貯留したホッパーと、ホッパーから供給される複数のボルト13を並べるトレー32とを備え、トレー32上のボルト13を撮像し、この撮像された画像に基づいて、ロボット本体により当該ボルト13を把持してトレー32外に供給する部品供給装置において、トレー32は、周囲を壁部52〜55及び仕切壁56で囲まれた領域32A,32Bを有し、各領域32A,32Bの対向する壁部54,55と仕切壁56との間の距離L1とボルト13の長さL2との差以上の移動距離L3で、トレー32を当該壁部54,55及び仕切壁56が対向する方向に略水平に往復移動させるスライダー33と、ホッパー31、スライダー33、および、ロボット本体を制御する供給部制御部34とを備えた。
(もっと読む)
電子部品片搬送体
【課題】収容部に対する位置決めを気にすることなく、電子部品片を格段と容易に、且つ、スピーディーに収容することができる電子部品片搬送体を提供する。
【解決手段】部品を収容するための収容部として機能する複数の凹部が所定間隔に設けられた平板状の第1搬送体と、第1搬送体を搭載するための第2搬送体と、を備え、前記収容部に部品を収容した第1搬送体を、前記第2搬送体に搭載した状態で前記部品を供給する電子部品片搬送体であって、第1搬送体における複数の収容部は、少なくとも五角以上の多角形状または円形状で形成されるようにした。
(もっと読む)
ロボット制御システムおよびロボット制御方法
【課題】ロボットの自動組立を継続して行う際に様々な要因によって生じ得る作業対象部品などの位置ずれによる「チョコ停」の未然防止を可能とするロボット制御システムおよびロボット制御方法を提供する。
【解決手段】ロボット制御方法の一実施形態では、X軸方向、Y軸方向および回転角θについて水平移動可能なX−Y−θステージ9上に載置された部品供給トレイ5に搭載された作業対象部品をロボットハンド31に取り付けられた小型カメラで撮像する。撮像された画像の画像処理によって、次の作業対象部品を検出して正確な位置を算出するとともに、正常位置データとの比較によって位置誤差を算出して、その位置誤差を補正するような指令をX−Y−θステージ9に与える。そのようにして位置誤差が補正された後に、次の作業対象部品に対する作業を実行する。
(もっと読む)
ロボット制御方法およびロボット制御システム
【課題】主として部品供給トレイなどに搭載された作業対象部品などの位置ずれに起因する「チョコ停」の未然防止を可能とするロボット制御方法およびロボット制御システムを提供する。
【解決手段】ロボット制御方法の一実施形態では、ロボットハンド31の1つ以上の作業対象部品が搭載された部品供給トレイ5が、所定位置に載置された状態で、作業対象部品のすべてが含まれるように撮像し、撮像された画像データから作業対象部品それぞれを検出するとともに、検出された作業対象部品それぞれの正常位置に対する位置誤差が許容範囲内か否かを判定する。位置誤差が許容範囲内と判定された作業対象部品に対しては通常作業を実行するが、位置誤差が許容範囲内ではないと判定された作業対象部品に対しては通常作業を実行しない。
(もっと読む)
種々異なる締結部品の識別のためのシステム
【課題】容器に保持された複数の締結部品からの、種々異なる寸法設定の締結部品の明確かつ迅速な識別を可能にする。
【解決手段】組み立てられるユニットの構成部材を結合するために使用される種々異なる締結部品50の識別のためのシステムにおいて、形状及び/又は寸法及び/又は材料が互いに異なる種々異なる締結部品50を受容するための容器1,1′,1′′が設けられており、前記種々異なる締結部品が装填された容器が、個々に結合される構成部材と対応させられており、容器によって受容することができる締結部品の数が、少なくとも構成部材に設けられた結合部位の数に対応しており、容器を受容するために働くハウジングが設けられており、容器における締結部品の個々の装填位置を表示するための識別部材33が設けられている。
(もっと読む)
締結部品を受容するための容器
【課題】締結部品の構造化された配置を可能にする容器を提案する。
【解決手段】組み立てられるユニットの2つの構成部材を結合するために使用される締結部品50を受容するための容器1が、形状及び/又は寸法及び/又は材料が互いに異なる種々異なる締結部品50の個別の受容のために構成されており、種々異なる締結部品50が前記容器1に装填されるようになっており、種々異なる締結部品が、結合される構成部材とそれぞれ対応させられており、容器1によって受容されることができる締結部品50の数が、少なくとも構成部材に設けられた結合部位の数に対応している。
(もっと読む)
組付装置及び組付方法
【課題】設備が巨大化してスペース生産性を悪化させることなく、組付装置の汎用性及び段替性を向上させ、特に、コンロッドの種別に応じて前記組付パレットを効率的に段替えすることが可能となる、組付装置及び組付方法を提供する。
【解決手段】本発明に係る組付装置10は、搬入部21で搬入されるロッドWr及びキャップWcに固有の情報に基づいて、ロッドWr及びキャップWcで形成するコンロッドWの種別を判定し、コンロッドWの種別情報を生成し、該種別情報に基づいて生成した指令信号にしたがって、コンロッドWの種別に対応して順次組付けてコンロッドWを形成し、前記指令信号にしたがって、コンロッドWの種別に対応して前記コンロッドWの種別に対応した種別の専用の組付パレットPを供給し、かつ、前記コンロッドWを搬出した後の前記組付パレットPを収容することで、前記組付パレットPの種別を段替えする。
(もっと読む)
ネジの収容ケース及びネジの取出管理システム
【課題】航空機などの組立工程に含まれる締付作業に際して、複数種のネジの中から不適正なネジを取り出した場合に、これを正確に作業者に報知する。
【解決手段】締付作業時に使用される複数種のネジWを収容する持ち運び可能なネジの収容ケース2であって、複数種のネジWの種類に対応した専用の収容部6と、それぞれの収容部6に収容されたネジWの取り出しを検知するセンサと、各センサによって検知された結果を無線送信する送信器10とを備えている。
(もっと読む)
搬送トレイとこれを備える搬送装置システム
【課題】コストを上昇させることなく、かつ、組立体および搬送トレイの搬送能率を全体として高く維持できるようにする。
【解決手段】積載対象物が積載される搬送トレイ5は、1つ又は複数の部品からなる組立体を把持するロボットハンドに把持されて搬送される。搬送トレイ5には、搬送トレイの上面5aから上方に突出した被把持部7が設けられる。被把持部7は、ロボットハンドが把持可能な寸法および形状に形成されている。
(もっと読む)
ハンドリングシステム
【課題】本発明は、段取り換えを容易にでき、1つのロボットの動作に複数の機能を備えたハンドリングシステムを提供する。
【解決手段】双腕ロボットを用いた組立作業をするハンドリングシステムにおいて、前記双腕ロボットが、線状体送給部に対面するように配置されたものである。
(もっと読む)
作業装置、及び作業プログラム
【課題】作業装置において部品の供給設定を効率よく行う。
【解決手段】組立装置10は、ロボット部20を駆動して、給材装置27に置かれた部品を組立パレット26上のワークに組み込んでいく装置である。給材装置27には、部品が部品ごとに入れられた複数の容器が設置されており、制御部11は、カメラ25で容器に入れられた部品を撮影してこれら部品の種類を自動認識する。この自動認識は、事前に登録してあった部品の画像と、容器上で撮影した部品の画像を比較することにより行う。組立装置10は、一連の組立ステップを行う組立プログラムを実行するが、各容器に入っている部品を認識しているため、組立ステップを行う際に、当該組立ステップで使用する部品の入っている容器から部品を取り出してワークに取り付ける。
(もっと読む)
部品供給装置
【課題】部品の穴の開いた部分であっても部品を吸引して搬送する。
【解決手段】チャック30は、部品容器5bに凹部7bに定置さたれ部品21の中央を吸着する。この際、部品21の貫通孔22の内部の気圧が吸引により低下して負圧となり、部品21を部品容器5bに貼り付ける方向に大気圧が作用するが、部品容器5bには、空気抜き用の溝6bが形成してあり、ここから外気が漏れ入るため、貫通孔22内の負圧が緩和され、チャック30によって容易に部品21を持ち上げることができる。特に、貫通孔22がザグリ加工されており、ザグリ面が下面となる場合は負圧による影響が大きく、場合によっては、部品21を持ち上げることができない場合もあるが、このような場合でも、溝6bで外気をリークさせると容易に部品21を持ち上げることができる。
(もっと読む)
搬送装置
【課題】機械による作業と作業者による作業を効率よく行う。
【解決手段】組立装置1は、内周部分に、組立装置1の上面を一周し、反時計方向に個別に駆動するベルト11〜17を備えている。チャック部23は、レール21やアーム22などによりXYZ方向に移動することができ、部品容器61や部品容器62に置かれた部品をチャッキングして、ピン31やピン33で位置決めされているワーク2に対して部品の組立作業を行う。ピン31で位置決めされ、チャック部23による機械作業で部品が組み立てられたワーク2は、ベルト13からベルト14に搬送され、ベルト14に蓄積される。組立装置1による機械的な作業と、作業者3による手作業は、サイクルが異なるが、これら工程が個別に動作するベルト13〜16によって分断されているため、同一のライン上で作業することができる。
(もっと読む)
1 - 20 / 62
[ Back to top ]