
Fターム[3C030BC35]の内容
Fターム[3C030BC35]に分類される特許
1 - 20 / 32
被加工物の加工方法
【課題】溶接によって、被加工物の加工精度を向上させることができる被加工物の加工方法を提供する。
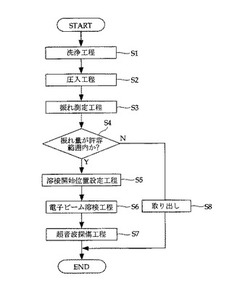
【解決手段】第1部材110及び第1部材110に組み付けられる第2部材120に対して溶接する被加工物100の加工方法において、第2部材120を基準軸として被加工物100を回転させた際に生じる第1部材110の最大振れ位置を検出する振れ測定工程S3、最大振れ位置と第1部材110に相当する部材と第2部材120に相当する部材との偏位発生傾向位置を予め設定した偏位発生傾向位置データとを対比して第1部材110と第2部材120の接合部に溶接開始位置Sを設定する溶接開始位置設定工程S5、溶接開始位置Sを溶接始点として第1部材110と第2部材120との接合部を溶接する溶接工程S6を備える。
(もっと読む)
作業の良否判定システム及び良否判定方法

【課題】ロボット1等の機械装置においてワークの保持部近傍の大型化やケーブル数の増加を抑制するとともに、センサ等の故障を防止する。
【解決手段】ロボット1等の機械装置におけるワークの保持部(例えばチャック8)と、その支持部(例えば手首部6)との間に可動部(例えばコンプライアンス装置7)を設け、作業に伴う保持部及び支持部の位置の変化からその良否を判定する。例えば、可動部の保持部側及び支持部側の部材に夫々マーカーMを設けて、カメラ11により撮影した画像中のマーカー位置を画像処理により検出し、保持部及び支持部の間隔の変化から作業の良否を判定する。
(もっと読む)
部品組立方法および部品組立装置
【課題】部品組立方法および部品組立装置において、挿入部材が被挿入部材の凹部に引っかかりやすい場合にも、効率よく被挿入部材に挿入部材を挿入することができるようにする。
【解決手段】被挿入部材に設けられた凹部に挿入部材を挿入して部品を組み立てる部品組立方法であって、凹部の開口を上方に向けて被挿入部材の位置を固定する被挿入部材固定工程(ステップS1)と、挿入部材を凹部上に配置する挿入部材配置工程(ステップS2)と、ステップS2で配置された挿入部材の、凹部に対する偏心方向を検出する偏心方向検出工程(ステップS3)と、挿入部材の水平面に対する傾斜が、偏心方向に沿ってより増大するように被挿入部材を傾ける被挿入部材傾斜工程(ステップS4)と、ステップS4を行った後に挿入部材に衝撃を加える衝撃印加工程(ステップS5)と、を備える方法とする。
(もっと読む)
チェッカの角度調整装置及び方法
【課題】ブラケットの角度調整が自動化可能なチェッカの角度調整装置及び方法を提供する。
【解決手段】チェッカ1の角度調整装置10は、ブラケット3を下部に位置させてチェッカ1のアーム2を保持するアーム保持機構20と、保持されたアーム2に対してブラケット3を揺動させて押し上げるブラケット押上機構30と、傾斜ガイド面51aを有するガイド部材51を所定位置に位置させるガイド設定機構50と、ブラケット3を揺動させて押し下げ、傾斜ガイド面51aにブラケット3を当接させるガイド当接機構60とを備える。
(もっと読む)
双腕ロボット
【課題】汎用性が高く複雑な組立作業ができる双腕ロボットを提供する。
【解決手段】第1アーム1は、第1ハンド2と第1視覚センサ3を有し、第1力センサ4を搭載する。第2アーム5は、第2ハンド6と第2視覚センサ7を有し、第2力センサ8を搭載する。各視覚センサ3、7で鏡筒9及び固定筒10の位置を検出して把持し、中央の組立エリア13に搬送する。フレキ9aの位置を第1視覚センサ3で測定し、フレキ9aを固定筒10の中に通し、固定筒10と鏡筒9を、力センサ4、8の出力を用いた力制御で嵌合して組み立てる。各視覚センサによって検出されたワークの位置座標を、ロボット座標に変換して各ハンドの軌道を計算し、各アームを駆動することで、2つのアームの協調動作を実現する。
(もっと読む)
バルブスプール組み付け装置
【課題】バルブボディに形成された収容孔の内部をバルブスプールが落下する速度を精度良く制御することが可能であり、ひいてはバルブスプールおよびバルブボディの変形を防止することが可能なバルブスプール組み付け装置を提供する。
【解決手段】バルブボディ1に形成された収容孔2にバルブスプール3を収容する組み付け装置100に、自重で落下するバルブスプール3を収容孔2の開口部に導くフローティングガイド10と、フローティングガイド10に水平方向の振動を付与する加振装置20と、バルブスプール3の先端部が収容孔2の開口部に嵌合する時点を基準時点とし、基準時点以前は第一周波数N1の振動をフローティングガイド10に付与させ、基準時点以後は第二周波数N2の振動をフローティングガイド10に付与させる制御装置151と、を具備した。
(もっと読む)
位置姿勢計測装置、およびワーク搬送組立装置
【課題】
計測対象物の色や光沢に左右されることなく、計測対象物を撮像した画像における計測対象物と背景とのコントラストの差を簡易な構成で確実に大きくし、計測対象物の位置および姿勢を高精度に計測すること。
【解決手段】
計測対象物を撮像するカメラと、カメラ側から計測対象物に向けて発光する第1照明と、前記計測対象物を挟んで前記第1照明と反対側に設けられた第2照明と、計測対象物の輪郭より大きな開口部を備え、遮光部材によって第2照明を覆うカバーと、第1照明の点灯および消灯を制御する第1照明制御部と前記第2照明の点灯および消灯を制御する第2照明制御部と撮像画像に基づいて画像処理により、計測対象物の位置および姿勢を計測する。
(もっと読む)
ウィンドウガラスの取付装置及び取付方法
【課題】ウィンドウガラス取付手段をボディに同期して移動させつつ、ウィンドウガラスをボディの窓枠に取り付けるべく、制御することができる構成の自動車のウィンドウガラスの取付装置を提供する。
【解決手段】ボディを搬送する搬送手段3と、ウィンドウガラス16をボディ2に取り付けるアーム12を有するウィンドウガラス取付手段4と、ウィンドウガラス取付手段4の移動手段5と、移動手段5に設けられたセンサ6と、ボディの窓枠2bの段差部Bを、センサによって検出させ、その検出信号に基づいて、移動手段5によってウィンドウガラス取付手段4を搬送手段3と同期するように移動させ、センサ6によって、ウィンドウガラス16の端部を検出させ、ウィンドウガラス16の端部とボディ2の窓枠2bの段差部Bとが平面上で略一致するようにアーム12を制御する制御手段7と、を備えている。
(もっと読む)
ロボット生産システム
【課題】専用の治具やツールを用意する必要がなく、短時間で高精度の教示作業を完了することができ、正確な位置合わせが不要となされ、生産ラインへの設置作業が容易であり、生産ラインへ設置した状態と生産ラインから外した状態との間を配置変更自在とすることができるロボット生産システムを提供する。
【解決手段】搬送ロボット30が配設された配置変更自在な第1の作業テーブルT1と、第1の作業テーブルT1を設置した際にこの第1の作業テーブルT1の位置の所定位置に対する位置ずれ量を検出する位置ずれ検出手段となるカメラ33と、カメラ33による検出結果に基づいて搬送ロボット30の動作の基準となる教示データを補正する位置ずれ補正手段となる制御部51を備えた。
(もっと読む)
キー材嵌入方法及びキー材嵌入装置
【課題】キー材をキー嵌入孔に円滑に嵌入させることが可能なキー材嵌入方法及びキー材嵌入装置を提供する。
【解決手段】作像部において、CCDカメラ25によって取込まれた画像から抽出された対象となるキー嵌入孔8の輪郭の画像データに基いて平面座標上に対象画像が作像される。演算処理部において、平面座標上で対象画像がマスター画像に一致するような平面座標における対象画像のX軸方向への補正量A及びY軸方向への補正量Bが算出される。X軸方向への補正量A及びY軸方向への補正量Bに基いて、NC制御装置は、キー嵌入ヘッド14を軸移動させて、キー材7を対象となるキー嵌入孔8に対して補正後の嵌入位置に位置決めさせる。したがって、キー材7を対象となるキー嵌入孔8に円滑に嵌入させることができる。
(もっと読む)
軸受装置および軸受の誤組付け防止治具
【課題】 非対称の軸受を使用した装置の組立てに際し、作業者ミスによる軸受の誤組付けの発生を確実に防止することができる軸受装置および軸受の誤組付け防止治具を提供する。
【解決手段】 軸受装置5は、外輪11、内輪12、両輪間に配置された複数の転動体13および内輪12に組み付けられた誤組付け防止治具18を備えている。誤組付け防止治具18は、内輪12の内径に嵌め入れられる円筒部31と、円筒部31の一端部に形成されて内輪12端面に当接する外向きフランジ32と、弾性変形可能で内輪12の環状溝12aに係合して誤組付け防止治具18の軸方向への抜けを防止する係合部33とを有している。
(もっと読む)
圧入方法及び圧入装置
【課題】被圧入部材の設計変更などに柔軟に対応できると共に、構造が簡易で円滑に圧入対象部材を圧入することができる方法と装置を提供する。
【解決手段】シリンダヘッド4に形成された複数の圧入部にバルブシートとバルブガイド12を圧入する装置であって、バルブシート及びバルブガイド12を一軸方向に移動可能に保持するバルブシートホルダ及びバルブガイドホルダと、これらのホルダを複数設けると共にシリンダヘッド4を位置決めするシリンダヘッド固定治具15,17と、これらのシリンダヘッド固定治具15,17に設けたホルダに保持されたバルブシート及びバルブガイド12を圧入部に順次圧入するC型加圧治具を備える。C型加圧治具は、多関節ロボットのアーム先端部にフローティング機構を介して装着されている。
(もっと読む)
組立方法及び組立装置
【課題】部材の移動操作の精度を特段に向上させる必要を生ずることなく、軸部品102の孔への挿入を短時間で完了することができ、さらに、軸部品102を孔部品101に押し付けたままで移動させることがない組立方法及び組立装置を提供する。
【解決手段】孔部品101又は軸部品102のいずれかを把持して移動操作して孔103に軸部品102を挿入する組立方法において、孔103に軸部品102を挿入させるときに軸部品102の先端部と孔103の周囲部とが当接した場合に孔部品101が受ける挿入方向の並進力及びこれに直交する軸周りのモーメントを検出し、検出された並進力及びモーメントに基づく演算を行い軸部品102の先端部の当接位置の孔103の中心からの方向及び距離を算出し、算出された方向及び距離に応じて孔部品101、または、軸部品102のいずれかを移動操作して、軸部品102を孔103に挿入させる。
(もっと読む)
ワーク取付けシステムおよびワーク取付け方法
【課題】ワークを確実に把持でき、かつ、この把持したワークを高精度で取り付けることができるワーク取付けシステムを提供すること。
【解決手段】ケース取付けシステム1は、第2カメラ73と、双腕ロボット30と、制御システム33と、を備える。制御システム33は、変速機本体11が供給されると、第2カメラ73で変速機本体11を撮影して変速機本体11の位置を特定し、変速機ケース12が供給されると、変速機ケース12の挿入孔を双腕ロボット30で把持し、この把持した変速機ケース12を変速機本体11と第2カメラ73との間に位置させて、その後、第2カメラ73で変速機ケース12を撮影し、この撮影画像に基づいて変速機ケース12のうち軸受を認識し、この軸受を基準として、変速機ケース12を変速機本体11に取り付ける。
(もっと読む)
プラネタリギヤの組付装置及び組付方法
【課題】作業内容が簡明で、確実にかつ短時間で行うことができ、製造設備が廉価で省スペースであるプラネタリギヤの組付装置及び組付方法を提供する。
【解決手段】サンギヤと噛合する複数個のピニオンギヤを保持するキャリアと、複数個の該ピニオンギヤを包絡して噛合するリングギヤとを、ケースに軸支された回転軸とともに回転する該サンギヤ及び該ケースに組み付けるプラネタリギヤの組付装置1であって、前記ケース91に着脱可能及び軸方向移動可能に設けられる本体3と、該本体3に回動可能に設けられ、前記回転軸(中間軸92)に連結されて共回りする軸部4と、該本体3に開閉可能に設けられ、前記ピニオンギヤと前記リングギヤとが噛合した状態で、前記キャリアと該リングギヤとを一括して把持及び解放する爪部8と、該軸部4の回動と該爪部8の開閉動作とを操作する共通操作手段(操作レバー5、円筒カム6、爪開閉駆動部7)と、を備える。
(もっと読む)
ウィンドウガラス取付装置及びウィンドウガラス取付方法
【課題】作業者が一人で、ウィンドウガラスの車体に対する位置合わせを行い、車体へのウィンドウガラス取付作業を行うことを可能にする。
【解決手段】本発明のウィンドウガラス取付装置は、ウィンドウガラス保持具に保持されたウィンドウガラスを作業者が車体の所定の取付位置に位置決めして取付ける際に、作業者の車体に対するウィンドウガラスの取付作業を容易にする。このウィンドウガラス取付装置では、ウィンドウガラス保持具に取付けられた2つのカメラが、ウィンドウガラス保持具で保持されたウィンドウガラスの左右端をそれぞれ撮像する。撮像された画像の一方のみが左右鏡像反転されてモニタ150に表示される。
(もっと読む)
施工装置、施工装置用ボードスタッカおよびボードの施工方法、並びにボード保持装置
【課題】操作が簡単であり、隣接するボード相互の位置ズレを防止または抑制可能であり、さらに、その施工の作業効率を向上させ得る施工装置を提供する。
【解決手段】この施工装置1は、自走台車2、可動アーム4、およびアタッチメント装着部5を備え、アタッチメント装着部5は、可動アーム4の先端側に設けられており、ボード100を保持可能なボード保持部70およびタッカー装置等の施工用の付属装置が装着される。そして、可動アーム4は、自走台車2上にその進行方向に沿って設けられた案内部12およびこの案内部12上を相対移動可能なスライダ14を有する直動案内装置10を備えており、この直動案内装置10は、そのスライダ14の相対移動によるアタッチメント装着部5の移動量が、ボード100の幅の2倍以上になっている。
(もっと読む)
ウィンドウガラス取付装置
【課題】コンベア上を搬送される車体の所定の取付位置に、自動でウィンドウガラスを取付けることを可能にする。
【解決手段】ウィンドウガラス取付装置10は、ウィンドウガラス300を保持するウィンドウガラス保持装置20と、ウィンドウガラス保持装置を車体200の搬送方向に移動自在に案内する縦ガイド110と、ウィンドウガラス保持装置に取付けられたアーム40で構成される。そして、コンベア100上を搬送される車体200が所定の位置となると、アーム40が車体200に当接することで、ウィンドウガラス保持装置20が縦ガイド110に案内されてコンベア100上を搬送される車体200に追従して移動する。
(もっと読む)
ワーク移し替え方法、ワーク移し替え装置及びワーク移し替えシステム
【課題】ワークの種類が増えた場合でも作業者による手作業をすることなくワークの移し替え作業を容易に行うことのできるワーク移し替えシステムを提供する。
【解決手段】車体の組み立て生産順番に従って、第1のパレット4A〜4Hから第1,第2ハンドリングロボット1,2にて所定のワーク3A〜3Hを取り出した後、組み立て生産順番となるように第2のパレット5A〜5Cに移し替えて順次配列させる作業を繰り返し行うワーク移し替えシステム。ワークの種類が増えた場合、第3ハンドリングロボット22と、この第3ハンドリングロボット22がアクセスする複数台の第1のパレット4I〜4Lと、ロボット2,22間に配置されるワーク仮置き台6Bをパッケージ23として追加する。ワーク3の種類がさらに増えた場合は、パッケージ23をさらに追加することで対応する。
(もっと読む)
圧入の良否の判定方法および装置
【課題】圧入の終了位置を基点としてチェックポイントを設定することとし、ワーク部材などのばらつきによる判定の不正確さをなくし、正確な圧入判定を行うこと。
【解決手段】直線駆動するプランジャによって、押切り端を有する被圧入部材にワーク部材を圧入したときの圧入の良否を判定する方法であって、プランジャがワーク部材を圧入する際の所定のストローク範囲RMにおいてプランジャの推力情報と位置情報とを取得し、圧入の終了位置LLQを基点として、複数の設定された距離だけ逆上った複数の位置P1〜P6をチェックポイントとしてそれぞれ設定し、チェックポイントにおける推力情報が、それぞれのチェックポイントにおいて設定された所定の範囲内にあるか否かによって圧入の良否を判定する。
(もっと読む)
1 - 20 / 32
[ Back to top ]