
Fターム[3C034BB72]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 構造 (3,536) | ワーク保持機構 (1,020) | 把持 (111)
Fターム[3C034BB72]に分類される特許
41 - 60 / 111
シリコンインゴットの面取り加工装置
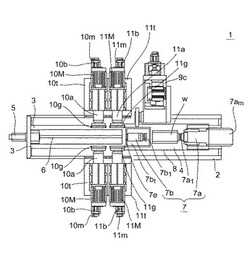
【課題】スループット時間が短く、フットプリントがコンパクトな角柱状シリコンインゴットの面取り加工装置を提供する。
【解決手段】角柱状インゴットの4隅Rコーナ部の円筒研削加工を1個の研削車9gで、角柱状インゴットの4側平面の面取りを一対の粗研削砥石10g,10gで同期制御研削加工行ったのち、その面取り面4面を一対の精密仕上げ研削砥石11g,11gで同期制御研削加工して面取りを完成させるインゴットの面取り加工装置1。
(もっと読む)
研削装置における内径形状加工制御方法及び研削装置

【課題】簡易な構成で、種々の内径形状の加工を可能とする。
【解決手段】
砥石24〜26を回転自在に設ける一方、砥石24〜26の軸線方向に対して直交する方向に往復動可能に第1のスライド部101を設けると共に、第1のスライド部101の往復動方向に対して直交する方向に往復動可能に第2のスライド部102を第1のスライド部101上に設け、第2のスライド部102上にワークを取り付け、第2のスライド部102に砥石24〜26の軸線方向における往復動を与えると同時に、第1のスライド部101には、ワークに内径一定の貫通孔の形成の際に必要な前記砥石の軸線方向に対して直交する方向における移動に、先の貫通孔の形状を所望の形状とするに必要な移動を重畳して与えて、ワークに対する内径形状加工を可能としてなるものである。
(もっと読む)
光コネクタプラグの研磨装置
【課題】治具盤の溝部とフェルール押え板との間に光コネクタプラグを差し込んだ際に、当該光コネクタプラグを常時安定した状態で保持しておくことができるようにする。
【解決手段】フェルールFを支持する内面略U字形状の溝部2a、2bを側端面に形成し、フェルールFを研磨する研磨板Qと対向するように配置する治具盤1と、前記溝部2a、2bに差し込んだフェルールFを治具盤1との間で挟持するよう当該溝部2a、2bに係合してフェルールFの他の箇所を支持可能とする係合突起5a、5bを前端面に設けて成るフェルール押え板5とを備える。また、略U字形状の溝部2a、2bとして少なくとも3点箇所でフェルールFを支持する内面多角形状の溝部2a、2bを含むものとする。
(もっと読む)
筒状ワークの研削方法
【課題】外研砥石と内研砥石と外径側を測定可能な測定手段を用い、内径側を直接的に測定することなく、外径側も内径側も所望する寸法にて研削できるとともに、より短時間に研削加工することができる、筒状ワークの研削方法を提供する。
【解決手段】筒状ワークWの外径の加工個所の一部を内研砥石TNにて試し研削し、内研砥石の位置情報を得るとともに、外径測定手段60にて試し研削した個所(WK)の寸法を測定するステップと、試し研削した際の内研砥石の位置情報と、試し研削した個所の外径の寸法と、に基づいて内研砥石における筒状ワークの径方向の先端部の位置である内研砥石先端位置を求めるステップと、内研砥石先端位置に基づいて内研砥石の位置を制御して筒状ワークの内径を研削するステップと、外研砥石を用いて試し研削した個所を含む筒状ワークの外径を研削するステップと、を有する。
(もっと読む)
ウェーハの製造方法及びウェーハの製造装置
【課題】本発明の目的は、FZ法によって製造された単結晶インゴットのコーン部を、新たなウェーハ用インゴットとして用いることを可能とし、さらに、高品質なウェーハを得ることにある。
【解決手段】FZ法によって製造された、コーン部11及び直胴部12を有する単結晶インゴット10から、前記コーン部11を単結晶インゴット12の中心軸線Xに対し直交する方向に切り出し、前記コーン部11を、直胴部12から得られるウェーハの直径Wよりも小さい直径W1をもつ小径化ウェーハ30を得るための小径化ウェーハ用インゴット14とすることを特徴とする。
(もっと読む)
切断研磨加工装置
【課題】矩形基板を棒状に効率よく切断するとともに研磨することができ、切断面を傾斜面に形成することができる切断研磨加工装置を提供する。
【解決手段】矩形基板を保持する保持テーブル機構と、矩形基板を分割予定ラインに沿って切断する切削ブレード542と切断面を研磨する研磨ホイール543とを有する工具54を備えた加工手段とを具備している。保持テーブル機構は支持基台と基板を支持する保持面を備えており、保持テーブルには矩形基板の一方の端面にワックスを介して接合した状態で保持面に載置する送り治具と、治具送り手段と、送り出された送り治具に接合された矩形基板を吸引保持する吸引保持手段と、送り治具を保持面に押圧して送り治具の動きを規制する押圧手段とが配設されており、加工手段は複合工具54を構成する研磨ホイール543の研磨面が切り込み送り方向に対して傾斜するように作動せしめる工具角度調整機構7を備えている。
(もっと読む)
タイヤ研磨装置
【課題】浮出しマークの表面形状が極端に変化したときであっても、削り込み精度を格段に向上させ、手直しが不要で生産能率を向上させることができ、また、砥石の細かな動きを可能にして研削精度を向上させることができるタイヤ研磨装置を提供することを課題とする。
【解決手段】タイヤを保持する上リムおよび下リムと、浮出しマークの表面形状を測定する表面形状測定手段と、表面形状測定手段による測定結果に基づいてタイヤ形状を変化させて浮出しマークの表面形状を調整するマーク位置修正手段とを備え、マーク位置修正手段は、上リムおよび下リムの間隔を調整するリム間距離調整機構と、上リムおよび下リムにより保持されてタイヤの内圧を調整する内圧調整機構とを備えていることを特徴とする。
(もっと読む)
円筒研削によってクランクシャフトの主軸受およびロッド軸受を研削するための方法ならびに当該方法を実行するための研削機
本発明は、クランクシャフト(1)の主軸受およびピン軸受(3,5)を研削するための方法に関する。ピン軸受(5)はまず、第1の研削ステーションにおいて事前研削および仕上げ研削される。次いで、主軸受(3)が第2の研削ステーション(23)において事前研削および仕上げ研削される。両方の研削ステーション(22,23)において、クランクシャフト(1)は、たとえば主軸受(6)上の研削されない、単に機械加工された粗い外形によって中心部に搭載される。この目的のために、クランクシャフト(1)はまず回転駆動部の2つの点(52,53)の間の中心に搭載される。これに好適なチャック(43)は2つの支持部材(12)を有している。これらの支持部材(12)は、半径方向(13)に移動可能であり、自己等化の態様で主軸受(6)に対して位置決めされる。係合位置では、支持部材(12)はロッキングピン(16)によってチャック(43)にきつくロックされる。旋回クランプ部材(44)が次いで、主軸受(6)に対してその動作端部(56)でクランプされる。このように行われたクランクシャフト(1)の強固な位置決めは、ピン軸受(5)を研削する際の研削結果に対して有利な効果を有する。  (もっと読む)
(もっと読む)
研削及びバリ取り用研削盤と、研削及びバリ取りの方法
本発明は、工作物(20、22、48、60)、特にカム(48、60)、を研削するための研削盤に関する。該研削盤は、機械ベッド(12)と、砥石(58、36、36’)の回転軸に略平行に延びる研削領域(74)と、砥石(58、36、36’)の回転軸に平行に延びていない少なくとも1つの断面(70、72)とを備えた輪郭を有する砥石(58、36、36’)と、少なくとも1つの前記砥石(58、36、36’)が配置されており、機械ベッド(12)の上に移動可能に配置される、研削スピンドル(28、28’)と、研削加工を制御するための制御ユニット(96)とを備え、該制御ユニット(96)が、工作物(20、22、48、60)の研削中または研削後の、特に、工作物(20、22、48、60)の研削の終わり頃の工作物(20、22、48、60)の長手軸(24)の方向での工作物(20、22、48、60)の端部(76’、76’’)の位置情報を用いて、工作物(20、22、48、60)の端部(76’、76’’)を砥石(58、36、36’)の少なくとも1つの断面(70、72)により相次いでバリ取りまたは面取りするように構成されている。また、本発明は、このタイプの研削盤を用いて、工作物(20、48、60)、具体的にはカム(48、60)、をホルダ(54)上で研削するための方法に関する。  (もっと読む)
(もっと読む)
円筒研削盤の内径チャック装置、及びコレット部材
【課題】
芯出し精度が高い状態で、内径の小さなワークの研削を可能にすることである。
【解決手段】
内径を加工基準として、円筒状のワークW1 の外径を研削加工する際に使用される円筒研削盤の内径チャック装置であって、スピンドル軸1の先端部に、当該スピンドル軸1に対して芯出しされた状態で一体に装着された基準軸5と、当該基準軸5の外周面に対して僅かに出入り可能なように周方向に沿ってほぼ等間隔をおいて半径方向に挿入されて、突出用受圧面に油路R1 の油圧により、前記基準軸5の外側に当該基準軸5と同心に配置されたワークW1 の内周面を突き当ててチャッキングするための多数のチャックピンP1 と、チャッキング状態の前記各チャックピンP1 の全て、又は特定されたチャックピンのみを軸直角方向から押圧して固定するための固定ピン15a,15bを備え、ワークW1 の内周面に突き当てられているチャックピンP1 を側方から押圧して当該チャックピンP1 を固定した状態で、研削加工を行う構成とする
(もっと読む)
2つのスピンドルセットを備えた研削盤
本発明は、工作物(20、22、48、60)を研削するための研削盤、特に、近接して配置された2つの工作物(48)を同時に研削するための研削盤に関する。研削盤は、少なくとも2つの第1研削スピンドル(26、26')と、少なくとも2つの第2研削スピンドル(28、28')とを備えており、少なくとも2つの第2研削スピンドルのそれぞれが砥石固定部(37)を持つと共に第1研削スピンドル(26,26')の一方のスピンドル部(30)上に支柱(40)によって旋回可能に取り付けられており、その結果、各第1研削スピンドル(26、26')の回転軸(46)を中心として旋回することができる。  (もっと読む)
(もっと読む)
動力伝達チェーン用ピンの製造方法
【課題】 治具セッティングの工数を削減し、研削時間を短縮することができる動力伝達チェーン用ピンの製造方法を提供する。
【解決手段】 動力伝達チェーン用ピンの製造方法は、圧入を容易とするための第1ガイド面L1,L2をピン14の両端部の一側に、圧入を容易とするための第2ガイド面U1,U2をピン14の両端部の他側に連続して形成するガイド面研削工程を有している。ガイド面研削工程は、第1ガイド面を研削する第1砥石32と第2ガイド面を同時に研削する第2砥石32とを使用し、まず、第1および第2砥石の回転軸同士をつなぐ線に対してピン軸方向が直交するように未研削ピン14Aを保持して、その両端部に第1ガイド面を同時に研削し、次いで、第1ガイド面研削済みピン14Bをこの状態のまま第2砥石側に移動させ、次いで、第1ガイド面研削済みピンを第2砥石に対向させてその両端部に第2ガイド面を同時に研削するものである。
(もっと読む)
針の先端近傍に孔、スロット、及び/又は窪みを形成する方法及び装置
針の先端近傍に孔、スロット、及び/又は窪みを形成する方法及び研削器装置であって、前記研削器装置は、複数のカテーテル針チューブを平行な位置合わせ状態に固定して針の先端を露出させるストリップと、その間に前記ストリップをクランプする少なくとも2つの保持板を備える前記ストリップのための保持手段アセンブリと、前記保持手段アセンブリに隣接して位置する研削表面を有する研削円盤を有する研削器円盤アセンブリと、前記保持手段アセンブリをそれに沿って動かして、前記保持手段アセンブリによって前記ストリップに支持されている針チューブの位置を変えるように構成された、研削器装置に動作可能に搭載された可動テーブルと、を備える。  (もっと読む)
(もっと読む)
スラブの表面を研磨するためにスラブを取り扱う方法および装置
本発明は、スラブ(2a,2b)の表面を、圧延ロール域における圧延加工前に研磨し、その際、スラブを、可逆の研磨台(12a,12b)上に載設させて、研磨室に配置された、研磨機ユニット(I,II)の研磨アセンブリの下側で往復運動させ、表面を研磨加工したあとで直線的に研磨台を研磨室から外方へ移動させ、スラブを、研磨台から持ち上げて反転装置に供給し、その際、スラブを、反転後に反転装置から取り出して、未加工の別の表面が上側に位置するように研磨台に収容し、次いで、該研磨台を、表面を加工するために新たに研磨室に進入させる、特に連続鋳造により製造されたスラブを取り扱う方法および装置に関する。構造上の手間が大きく低減された、極めて簡単な、連続鋳造されたスラブを研磨する際にスラブを取り扱う方法および装置を提供することが望ましい。このことは、スラブを、回動可能なスラブ挟持兼持上手段(14;14a,14b)を備えたスラブマニピュレータ(9)により受け取り、スラブマニピュレータにより、緊締されたスラブを横方向に搬送することも反転することもできるようにすることにより達成される。  (もっと読む)
(もっと読む)
ワーク収納機構および研削装置
【課題】カセットとの突き当りによる破損を防止することにより、環状フレームに貼着テープを介して支持されたワークを安全にカセット内に収納させることができるワーク収納機構および研削装置を提供すること。
【解決手段】貼着テープ83を介して環状フレーム82の開口部に半導体ウェーハWを支持したワークユニット81を支持するワークユニット支持部73と、ワークユニット支持部73を移動させて、ワークユニット81を搬出用カセット6内に収納させる移動機構71、72とを備え、ワークユニット支持部73は、ワークユニット81に水平方向の遊びを持たせた状態で、ワークユニット81の下面を支持する構成とした。
(もっと読む)
円筒研削機
【課題】チョクラルスキー法により育成したままのシリコン単結晶の外周を高い加工精度で円筒研削することができる円筒研削機を提供する。
【解決手段】シリコン単結晶1を、両端から主軸側チャック2bおよび心押側チャック2cにより挟み込んで支持し、シリコン単結晶1を主軸側チェック2aの駆動に伴い軸周りに回転させて、研削水を供給しながら外周を研削する円筒研削機であって、主軸側チャック2bおよび心押側チャック2cは、シリコン単結晶1の各端部を受け入れる円錐状の凹部を有し、この凹部の表面に皮革が貼り付けられており、皮革は摩擦係数が乾燥時よりも吸水時に大きくて、0.4以上であることを特徴とする円筒研削機である。
(もっと読む)
クランクシャフトを加工するための方法及び装置
【課題】 クランクシャフトを加工するための方法及び装置を提供する。
【解決手段】 本発明は、軸周りで回転する円心の円柱面及び偏心の円柱面を有する回転するワークピース、例えばクランクシャフトを加工するための方法及び装置に関する。ワークピースは、それらの中心軸線を円心に位置して、両先端を支えて又はチャックに固定される。偏心加工のために、ワークピースは、それらの中心軸線に直交する方向にずらされ、ワークピース保持部に対して回転させることによって所望の角度位置に導かれる。本発明の有利な一態様は、クランクシャフトを両端でチャックに保持し、角度位置を調整するために、第1のチャックを緩め、第2のチャックにより所望の回転を実施し、次に第2のチャックを緩めて、そこでも相対回転を行うことにある。
(もっと読む)
シリコンインゴットの面取り加工装置およびそれを用いる角柱状シリコンインゴットの面取り加工方法
【課題】スループット時間が短く、フットプリントがコンパクトな角柱状シリコンインゴットの面取り加工装置を提供する。
【解決手段】インデックス型ロータリーテーブル2にサーボモータ3mによりセンター軸を回転させる主軸台3rの4台と心押台3fの4台よりなるクランプ機構3を同一円周上に等間隔にかつ、縦方向に4基設け、この4基のクランプ機構の位置でインデックス型ロータリーテーブル2上のワークピースw位置を、ローディング/粗研削砥石を用いるコーナー部粗研削加工/アンローディングステージ(s1)と、一対のカップホイール型砥石を用いる両側面同時平面研削加工ステージ(s2)と、仕上げ研削砥石を用いるコーナー部仕上げ研削加工ステージ(s3)と、一対のカップホイール型砥石を用いる両側面同時平面仕上げ研削加工ステージ(s4)の四つの研削加工ステージに区分けしたインゴットの面取り加工装置1。
(もっと読む)
シリコンインゴットの面取り加工装置およびそれを用いる角柱状シリコンインゴットの面取り加工方法
【課題】スループット時間が短く、フットプリントがコンパクトな角柱状シリコンインゴットの面取り加工装置を提供する。
【解決手段】インデックス型ロータリーテーブル2にサーボモータ3mによりセンター軸を回転させる主軸台3rの4台と心押台3fの4台よりなるクランプ機構3を同一円周上に等間隔にかつ、縦方向に4基設け、この4基のクランプ機構の位置でインデックス型ロータリーテーブル2上のワークピースw位置を、ローディング/仕上げ研削砥石を用いるコーナー部仕上げ研削加工/アンローディングステージ(s1)と、一対のカップホイール型砥石を用いる両側面同時平面研削加工ステージ(s2)と、粗研削砥石を用いるコーナー部粗研削加工ステージ(s3)と、一対のカップホイール型砥石を用いる両側面同時平面仕上げ研削加工ステージ(s4)の四つの研削加工ステージに区分けしたインゴットの面取り加工装置1。
(もっと読む)
眼鏡レンズ加工装置
【課題】 レンズ加工時のトラブル対応の容易化、対応の迅速化を図る。
【解決手段】
レンズチャック軸と眼鏡レンズの加工具とが配置された加工室と、眼鏡レンズの加工条件データを入力するデータ入力手段と、加工条件データに基づいてレンズチャック軸と加工具との相対的な位置を変化させて眼鏡レンズを加工する加工制御手段とを備える眼鏡レンズ加工装置は、加工具による眼鏡レンズの加工状態の映像を撮影可能に加工室に配置されたカメラと、カメラに撮影された映像を記憶する記憶手段と、装置の動作開始信号及び加工終了信号に基づいてカメラにより撮影された映像の記憶手段への記憶を制御する記憶制御手段と、を備える。記憶制御手段は、さらに加工条件データを付加データとして眼鏡レンズ毎の映像に対応付けて記憶手段に記憶させる。
(もっと読む)
41 - 60 / 111
[ Back to top ]