
Fターム[3C034DD09]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 目的 (2,044) | 非金属材料の研削 (724) | セラミック (44)
Fターム[3C034DD09]に分類される特許
1 - 20 / 44
切削装置および切削方法
【課題】低コストで高精度な、積層セラミックコンデンサを製造するためのワークの切削装置を提供する。
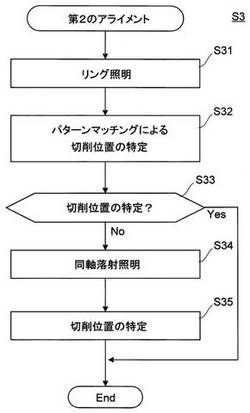
【解決手段】積層セラミックコンデンサを製造するためのワーク10を切削する切削装置100であって、ワーク10を切削するブレード22と、ブレード22を回転させるモータを備えたスピンドル20と、リング照明および同軸落射照明を切り換えてワーク10を撮像可能に構成された撮像装置30と、撮像装置30により取得されたワーク10の画像に対して画像処理を行うことによりワーク10の切削位置を特定し、特定された切削位置においてワーク10を切削するようにブレード22を制御する制御部40とを有する。
(もっと読む)
切削装置及び分割方法

【課題】被加工物に形成された2本のV溝から露出したアライメントマークを検出しアライメントマークを基準として加工予定ラインを設定する場合において、アライメントマークを効率よく検出できるようにする。
【解決手段】被加工物を撮像する撮像手段と、被加工物を回転可能に保持する保持テーブルと、被加工物を切削する切削ブレードを備える切削手段とを少なくとも備え、保持テーブルと切削手段とが相対的に切削送り方向に切削送りされるとともに、切削送り方向と直交する割り出し送り方向に相対的に割り出し送りされる切削装置において、撮像手段は、撮像素子が切削送り方向に一列に配列されたラインセンサであり、撮像手段と保持テーブルとを相対的に割り出し送りすることで被加工物の切削領域を検出する。割り出し送り方向に形成された2列の溝のアライメントマークを同時に検出することができるため、切削加工の生産性を向上させることができる。
(もっと読む)
ワイヤソー
【課題】ワイヤの断線の有無を高精度かつ安定して検出する。
【解決手段】走行するワイヤ3に被加工物Wを押し付けて当該被加工物Wを切断するワイヤソー1である。回転駆動されるワイヤガイド2,2間に略平行なワイヤ群3aが形成されている。一対のワイヤ送り装置5,6がワイヤ3の巻き出し及び巻き取りを交互に行う。ワーク保持部7が被加工物Wを押し付けるワイヤ群3aに液供給装置8が加工補助液を供給する。断線検出部材16、振動センサ17を有するワイヤ断線検出装置9が支持部4に取り付けられている。制御装置10は、ワイヤ3が断線するとワイヤ3の走行を停止する。断線検出部材16、振動センサ17は除振部材15を介して支持部4に取り付けられている。
(もっと読む)
四角柱状インゴットの四隅R面の円筒研削方法
【課題】 四角柱状シリコンインゴットの四隅R面の面取り研削加工時間を短縮できる面取り加工方法の提供。
【解決手段】
カップホイール型砥石11gを軸承する前後移動可能な砥石軸11o,11oの一対の砥石軸間高さを離間させ、ワークテーブルに搭載されたクランプ機構7の主軸台7aと心押台7b間に支架されたワークのC軸心を前後に26度揺動回転させながら前記カップホイール型砥石11g,11gの刃先に当接触させてワークのインフィード研削を開始し、ついで、この揺動するワークを前記カップホイール型砥石11g,11g間を通過させてトラバース研削を行ってワークのR面を面取り研削加工する。
(もっと読む)
分割予定ライン検出方法
【課題】分割予定ラインの間隔が等間隔でないとともに平行でない被加工物の分割予定ラインを正確に迅速に検出可能な分割予定ライン検出方法を提供する。
【解決手段】分割予定ライン検出方法であって、撮像手段を分割予定ラインに沿って相対的に移動して、第1アライメントマークPと、中間アライメントマークRと、第2アライメントマークQとの間隔に対応して各アライメントマークP、R、Qを撮像して記憶する往路アライメントマーク撮像工程と、撮像手段を隣接する分割予定ラインに移動し、各アライメントマークP,R,Qを撮像して記憶する復路アライメントマーク撮像工程と、該往路アライメントマーク撮像工程と該復路アライメントマーク撮像工程とを複数回繰り返して複数の分割予定ラインに関するアライメント情報を取得した後、位置情報から最小二乗法により、分割予定ラインを検出する分割予定ライン検出工程と、を具備した。
(もっと読む)
半導体製造装置
【課題】半導体ウェハのダイシング中にチッピングを発生することなく良好な切断面を有する半導体素子を作製することができる半導体製造装置を提供することにある。
【解決手段】ダイシングブレード34がダイシングシート11に切り込むように半導体ウェハ12のダイシングを行うと共に、その切り込み量Dがダイシングブレード34の円弧状の刃先先端部の半径rに対して((r×1/5)≦D≦rの範囲となるようにした。
(もっと読む)
研磨装置
【課題】研磨処理に掛かる時間を長くすること無く、砥石の偏摩耗を抑制することができる研磨装置の提供。
【解決手段】角柱状シリコンインゴットWK1のR面角部を、リング状の各砥石31a,32aに対してワーク移動機構の移動方向と直交する方向に揺動移動させつつ、各砥石31a,32aを回転させて研磨するので、各砥石31a,32aの広範囲に角柱状シリコンインゴットWK1のR面角部を接触させることができる。したがって、各砥石31a,32aをリング状として偏摩耗を抑制することができ、かつR面角部と各砥石31a,32aとの接触部分を増やして、研磨処理に掛かる時間を長くせずに済む。
(もっと読む)
硬脆性材料のスライス方法
【課題】ウェーハの反りを抑制しながら、硬脆性材料のスライス時間を短縮可能な硬脆性材料のスライス方法を提供する。
【解決手段】スライス初期では、第1の固定砥粒による硬脆性材料の切断が進行し、これに伴い、電着固定砥粒ワイヤの走行モータの負荷電流が徐々に低下し、電着固定砥粒ワイヤに撓みが生じてくる。しかしながら、第1の固定砥粒の粒度が第2の固定砥粒の粒度に達した時、鋭角な角部を有した未使用の第2の固定砥粒が、硬脆性材料の切断溝の底部に当接し、それ以降、切断溝の底部の主な研削は第2の固定砥粒が引き継ぐ。これにより、走行モータの負荷電流の低下が徐々に回復し、撓みが徐々に減少する。その結果、一定の押し付け速度のままで硬脆性材料をスライス可能となる。よって、ウェーハの反りを抑制しながら、硬脆性材料のスライス時間を短縮できる。
(もっと読む)
硬質基板の研削方法
【課題】 硬質基板を損傷させることなく研削可能な硬質基板の研削方法を提供することである。
【解決手段】 硬質基板の研削方法であって、チャックテーブルの保持面で硬質基板を保持する保持工程と、該チャックテーブルを研削位置に位置づける位置付け工程と、研削送り手段を作動して第1の研削送り速度で該チャックテーブルに保持された硬質基板に研削砥石を接近させ、研削砥石が硬質基板に接触した瞬間を厚み検出手段によって検出する接触検出工程と、該接触検出工程によって該研削砥石と硬質基板との接触を検出した後直ちに該研削送り手段を作動して該研削砥石を硬質基板から離反させる離反工程と、該研削送り手段を作動して該第1の研削送り速度よりも遅い第2の研削送り速度で該研削砥石を研削送りしながら該チャックテーブルに保持された硬質基板を研削する研削工程と、硬質基板が所望の厚みに達した際研削を終了する研削終了検出工程と、を具備したことを特徴とする。
(もっと読む)
円筒状単結晶シリコンインゴットブロックを四角柱状ブロックに加工する切断装置および切断方法
【課題】 円筒状シリコンインゴットの側面剥ぎ切断装置上で、円筒状単結晶シリコンインゴットの結晶方位を正確に検知する方法および外周刃の横揺れ幅を小さくすることができる自己補償機構の提供。
【解決手段】 加圧冷却液供給パッド一対96p,96pを外周刃91aを挟んで外周刃の前面および後面に設け、ポンプ96pより供給される加圧液体の供給管を2分岐し、分岐された供給管のそれぞれの先端を前記一対の加圧冷却液供給パッドの液体貯め空間に望ませた外周刃横揺れ自己補償機構96。および、レーザ光反射型変位センサsを用い、円筒状単結晶シリコンインゴットの結晶方位を正確に検知する。
(もっと読む)
インゴットブロックのクランプ装置およびそれを用いて研削砥石軸に軸承された砥石の研削開始点位置を補正する方法
【課題】 磨耗した研削砥石でワークを研削加工しても所望寸法の加工ワークが得られるように、砥石の研削開始点位置を補正する方法の提供。
【解決手段】 ワークを主軸台7aとタッチセンサー7tを備える心押台7bとよりなるクランプ装置7で挟持し、このクランプ装置に挟持されたインゴットブロックを砥石10gにより円筒研削加工または面取り加工するにおいて、砥石の磨耗量に応じて研削砥石軸の前進移動を行って砥石を研削開始点位置まで移動させる砥石の研削開始点位置補正方法。
(もっと読む)
超音波加工方法およびその装置
【課題】加工開始時から高い加工速度で安定した加工を行うことができる超音波加工方法を提供する。
【解決手段】超音波振動が付与された工具を前進させて工具の先端部により被加工物の加工が開始され(T1)、工具の先端部が被加工物の表面から所定の微小深さD1にまで到達すると(T2)、工具が所定の後退量D2だけ後退して工具の先端部が被加工物の表面から離れ(T3)、次に、工具が所定の前進量D3だけ前進して被加工物の加工が進行し(T4)、以降、工具の先端部が被加工物の表面から予定していた加工深さに到達するまで、所定の後退量D2の後退と所定の前進量D3の前進が繰り返される。
(もっと読む)
収容具の形成方法
【課題】正確な深さの円形凹部を形成可能な収容具の形成方法を提供する。
【解決手段】円形凹部15と該円形凹部15を囲繞する環状凸部17とを有する収容具を形成する方法であって、チャックテーブル36で円板状部材11を保持するステップと、円板状部材11に該円板状部材11の直径の略1/2の直径を有する研削砥石24を該円板状部材11の中心と外周の手前に当接させ、該チャックテーブル36と該研削砥石24とを回転させて該円板状部材11に円形凹部15を形成するとともに該円形凹部15を囲繞する環状凸部17を形成する研削ステップとを具備し、第1高さ位置検出手段44で加工領域の高さ位置を第1高さ位置として検出するとともに、第2高さ位置検出手段46で該環状凸部17に対応する外周領域の高さ位置を第2高さ位置として検出し、該第2高さ位置から該第1高さ位置を減じた値が所定値に達した際に研削を終了する。
(もっと読む)
圧電振動子の両面ポリッシング加工装置、及び、両面ポリッシング加工方法
【課題】周波数掃引法によって厚み検出を行う圧電振動子の両面ポリッシング加工において、非導電性のポリッシングパッドの厚み、弾性、あるいは使用時間の影響を実質的に受けることなく、共振周波数の高周波数化と表面粗度への要求とに対応することを課題とする。
【解決手段】上定盤11には、流体貯留部34内に開口し、樋25から通電用流体を供給するための注入路32が設けられている。流体貯留部34内には、電極端面331が流体ポケット35より突出しない位置になるように測定電極33が設けられている。測定電極33は、電極端面331を除いて周囲が絶縁壁332により電気的に絶縁されている。
(もっと読む)
研磨用治具およびそれを用いた研磨装置並びに研磨方法
【課題】対象物の表面をより均一に研磨する。
【解決手段】 研磨用治具1は、対象物Tの表面を研磨する本体2を有し、本体2は、凹部8と、該凹部8の内部と外部とを連通する複数の連通路10とを有し、該複数の連通路10は、一端が凹部8の内部に通じ、本体2を平面透視したときに、他端が一端よりも外側に位置している。
(もっと読む)
研磨用治具およびこれを用いた研磨装置、並びに研磨方法
【課題】対象物の被研磨面をより平坦に研磨することができる研磨用治具を提供する。
【解決手段】研磨用治具1aは、対象物を研磨する研磨用表面4を備えた本体2を有し、該研磨用表面4は、第1の表面領域S1および第2の表面領域S2を有し、第2の表面領域S2は第1の表面領域S1の外周部に位置し、第2の表面領域S2は第1の表面領域S1よりも硬度が大きい。
(もっと読む)
研磨装置
【課題】研磨工程の前及び研磨工程中のいずれにおいても、リアルタイムに研磨ヘッドの傾きを検知して、その水平を確認することのできる研磨装置を提供すること。
【解決手段】センサー81と被検知物82の組み合わせから成る検知手段80を複数箇所に設ける。センサー81はフレームに固定されて研磨ヘッド20の昇降によっては上下動せず、被検知物82は研磨ヘッド20の昇降に伴って上下動する位置に固定されている。研磨ヘッド20を降下させて、研磨プレート21を被研磨物A’に押圧するとき、これら複数箇所の検知結果を比較することにより、研磨ヘッドの傾きの有無を確認できる。
(もっと読む)
建設切断作業用のソー
回転可能な円形ソーブレード(3)と、ソーブレード(3)を回転するためのモーター出力軸駆動モーター(5)と、モーター出力軸(9)を回転可能なソーブレード(3)に相互接続するための伝動装置(20)であって、モーター出力軸(9)の不適当な高速および低トルクの組み合わせを、回転可能な工具(3)におけるより有用な高トルクおよび低速度の組合せに変換するための伝動装置(20)と、を備え、伝動装置は、伝動装置(20)の歯およびギアがさらされる力の最大値を制限するように、所望の所定値に設定可能な並列の2つの調整可能な摩擦ソー保護クラッチを備える。寸法を大きくしすぎる必要はなく、かつ伝動装置(20)は、過酷な環境において正常に動作する。伝動装置は、1速または2速タイプとすることができる。 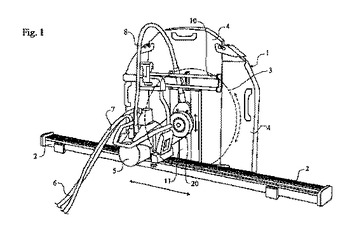 (もっと読む)
(もっと読む)
被加工物の研削方法
【課題】研削トラブルを発生することなくモース硬度9以上の被加工物を研削可能な研削方法を提供する。
【解決手段】被加工物を保持するチャックテーブルと、被加工物を研削する研削砥石を有する研削ホイールと、スピンドル及び該スピンドルを回転駆動するモータとを含む研削手段と、研削送り手段とを備えた研削装置を用いて、モース硬度9以上の被加工物の破砕層を研削して除去する被加工物の研削方法であって、該チャックテーブルで被加工物を吸引保持する保持工程と、該研削手段を研削送りして該チャックテーブルで保持された被加工物の破砕層を研削するとともに、研削中の該モータの負荷電流値を計測する研削・負荷電流値計測工程と、研削中の該モータの負荷電流値が規定負荷電流値に達したか否かを判定する負荷電流値判定工程と、該モータの負荷電流値が該規定負荷電流値に達した際に研削送りを停止する研削送り停止工程と、を具備したことを特徴とする。
(もっと読む)
ワイヤ鋸装置およびワイヤ鋸装置でワークを切削する方法
【課題】ワイヤおよびガイドローラに生じる振動を抑制することで切断面品位を高めてワークを切削することを可能にする。
【解決手段】ワイヤ鋸装置1は、ワイヤ2、ガイドローラ3A〜3C、フレーム4、モータ6、ワーク送り部5、センサ7A,7B、および、制御部8を備える。ガイドローラ3A〜3Cは、ワイヤ2が張架される。フレーム4は、ガイドローラ3A〜3Cを回転自在に保持する。モータ6は、設定された速度でワイヤ2を走行させる。ワーク送り部5は、ワイヤ2の側面に対して垂直な方向から、ワイヤ2の側面に向けてワーク50を送る。センサ7A,7Bは、ガイドローラ3B,3Cの位置に関する検出瞬時値を出力する。制御部8は、センサ7A,7Bから入力される検出瞬時値を解析し、検出瞬時値に生じる振動の振幅代表値を検知し、その振幅代表値を低減するようにワイヤ2が走行する速度を設定する。
(もっと読む)
1 - 20 / 44
[ Back to top ]