
Fターム[3C034DD18]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 目的 (2,044) | 異常検知 (122)
Fターム[3C034DD18]に分類される特許
1 - 20 / 122
板状基板の割れ検知方法
【課題】研磨加工中の板状基板に割れが発生したことを適確に判断することができ、板状基板の割れに速やかに対処することができる板状基板の割れ検知方法を提供する。
【解決手段】加工送り量制御手段50で研磨手段20の加工送り量を制御しながら基板1を研磨している最中に、研磨手段20の研磨工具26と基板1との接触によって発生する荷重が予め定められた所定の範囲を超えて減少した時に、基板1に割れが発生したと判断する。
(もっと読む)
切削装置

【課題】切削装置の仮置き手段の箇所において、被加工物が保持された環状フレームを確実にセンシングし、環状フレームの存在を確実に認識できる切削装置を提供する。
【解決手段】仮置き手段は、被加工物ユニットを挟持する一対のガイドレールと、ガイドレールを挟んだ上下方向で対面し、2本の該ガイドレールの間を光線が通過するように配置された発光素子と受光素子からなる光学センサを備え、ガイドレールの長手方向の所定範囲に被加工物ユニットがあるときに、光学センサの光線を該被加工物ユニットが遮断することで、被加工物ユニットが所定範囲にあることが検知される。
(もっと読む)
ウェーハ面取り装置、および面取り用砥石の表面状態または面取り用砥石によるウェーハの加工状態の検出方法
【課題】回転砥石側のAEセンサの検出信号を非接触で固定側に誘起し、誘起信号の信号処理により、接触状態や砥石の表面状態を判定可能にしたウェーハ面取り装置の実現。
【解決手段】ウェーハWを保持して回転するウェーハテーブル10と、面取り用砥石20を保持して回転する砥石回転機構と、を有するウェーハ面取り装置であって、砥石回転機構は、回転ユニットと、固定ユニットと、を有し、回転ユニットは、AEセンサ34と送信手段31と、を有し、固定ユニットは、送信手段と通信する受信手段41と信号処理回路65と、を有し、送信手段はAEセンサの信号を検出し、信号処理回路は、アンプ63と、AD変換器64と、デジタル処理回路と、を有し、低周波数成分を除去するフィルタリング処理を行い、さらに回転ユニットの回転周期に対応した信号変化を抽出する処理を行う。
(もっと読む)
加工装置
【課題】 消耗品の交換時期が迫るとオペレータの感覚に訴える直観的警告を発することが可能な報知部を備えた加工装置を提供することである。
【解決手段】 被加工物を保持するチャックテーブルと、着脱可能な消耗品を使用して該チャックテーブルに保持された被加工物に加工を施す加工手段と、該加工手段の加工状況を伝える報知部と、を備えた加工装置であって、該消耗品の交換時期が迫ると該報知部によってオペレータの感覚に訴える直感的警告が発せられることを特徴とする。
(もっと読む)
加工装置
【課題】被加工物と、被加工物を保持するチャックテーブルのミスマッチを未然に防止できる加工装置を提供すること。
【解決手段】被加工物Wを保持するチャックテーブル10と、保持された被加工物Wを加工するための加工手段20と、加工手段20およびチャックテーブル10を制御する制御手段100と、識別マーク13を検出する検出手段30と、識別マーク13とチャックテーブル10が保持することができる被加工物Wとの対応関係に関する情報を被加工物Wごとに記録する記録手段110と、警告を発生する警告手段120とを有する加工装置1であって、チャックテーブル10は、被加工物Wを保持する保持部11と、チャックテーブル10を識別するための識別マーク13とを備える。制御手段100は、加工動作開始前に検出された識別マーク13と加工動作を開始しようとする被加工物Wとが対応関係を具備しない場合には警告手段120に警告を発生させる。
(もっと読む)
研削装置
【課題】研削送りを制御する機能が停止しても、研削送りの暴走を抑制できる研削装置を提供する。
【解決手段】被加工物を保持する保持手段20と、被加工物に対して粗研削を施す第一の研削手段30と、仕上げ研削を施す第二の研削手段40と、第一の研削送り手段50及び第二の研削送り手段60と、これらを制御する制御手段3とを備える研削装置1であり、第一の研削送り手段50及び第二の研削送り手段60には、サーボモータ54、64と、これらを制御するサーボドライバー55、65とを備えており、サーボドライバー55、65は、制御手段3からサーボモータ54、64の駆動開始の指令を受けた後、駆動終了の指令を受ける前に制御手段3に対して随時駆動の確認信号を出力する。そして、制御手段3から応答が途絶えた際にサーボモータ54、645の駆動を停止することで、第一の研削送り手段50及び第二の研削送り手段60の暴走を抑制できる。
(もっと読む)
ワイヤソー
【課題】ワイヤの断線の有無を高精度かつ安定して検出する。
【解決手段】走行するワイヤ3に被加工物Wを押し付けて当該被加工物Wを切断するワイヤソー1である。回転駆動されるワイヤガイド2,2間に略平行なワイヤ群3aが形成されている。一対のワイヤ送り装置5,6がワイヤ3の巻き出し及び巻き取りを交互に行う。ワーク保持部7が被加工物Wを押し付けるワイヤ群3aに液供給装置8が加工補助液を供給する。断線検出部材16、振動センサ17を有するワイヤ断線検出装置9が支持部4に取り付けられている。制御装置10は、ワイヤ3が断線するとワイヤ3の走行を停止する。断線検出部材16、振動センサ17は除振部材15を介して支持部4に取り付けられている。
(もっと読む)
ワーク位置ずれ検出装置
【課題】搬送による位置ずれが発生した被加工物を研削室内に移動する前に取り除くことができ、自動運転の続行可能な機能を持つ加工装置を提供する。
【解決手段】ワーク位置ずれ検出装置3を備える加工装置1であり、搬送アーム31に位置ずれ検出手段40を備え、検出手段40は、ワーク外周部近傍のワークW上で検出光を投光する投光部41aと検出光がワークWで反射し受光する受光部41bとからなる位置ずれ検出センサー41と、受光量を数値で算出する演算部412と、算出値が予め設定したしきい値以上の時は動作を続行し、予め設定したしきい値を下回る時はワークWを取り除く指示のメッセージを画面に表示する判断部413とを備える。ワークWの位置ずれが発生してもワークWが研削室9b内に移動する前にワークWを取り除くことができ、加工装置1の自動運転も続行可能となるため、被加工物の生産性の向上を図ることができる。
(もっと読む)
チャックテーブル機構
【課題】チャックテーブルに連通する配管の圧力を計測する圧力センサーに異物が侵入するのを防止し、圧力検知部に異物が付着ないし衝突しないようにする。
【解決手段】チャックテーブル2に連結され開閉弁40,41によって吸引源50または高圧エアー源51のいずれかに連通する第1の配管30を備え、第1の配管30に圧力計6が連結されたチャックテーブル機構1において、圧力計6は、第1の配管30に対して立設され第1の配管30の内径より大きい内径を有し上部が閉塞した筒体60と、筒体60の側壁に連結され筒体60の内径より小さい内径を有し上部が閉塞した枝筒体61と、枝筒体61の閉塞端に配設され圧力を検知する圧力センサー62とから構成される。第1の配管30よりも筒体60を太くして容積差を持たせることで、流体速度を抑制して筒体60内に異物10を滞留させ、バキューム動作によって吸引を行うと圧力計6から異物を排出できる。
(もっと読む)
定寸装置
【課題】AEセンサをなるべく加工点の近くに設置し、加工中にS/N比の良い明瞭なAE信号を検出することによりワークの面粗さの推定及び砥石のドレスタイミングの検出を可能とするとともに、AEセンサの取り付けを容易にする。
【解決手段】研削加工中の加工物に接触してその寸法変化を検出しこれを電気信号として出力する測定ヘッドと、前記測定ヘッドのフィンガー部に取り付けられた接触子と、前記接触子からの電気信号に基づいて前記加工物の寸法を検出し、前記加工物が所定の寸法に加工されるように前記加工物を加工する工作機械を制御する定寸制御手段と、前記工作機械の加工具が前記加工物に接触する際のアコースティックエミッションを検出するため、前記加工物に直接接触する部位に取り付けられたAEセンサと、前記AEセンサの検出信号に基づいて前記加工物の加工状況を検出するAEセンサ制御手段とを備えたことを特徴とする定寸装置を提供する。
(もっと読む)
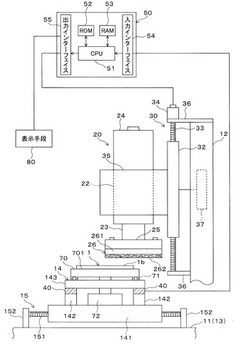
基板の研磨装置及び研磨方法
【課題】本発明は、基板を吸着保持する吸着シートの破れを自動で確認できる基板の研磨装置及び研磨方法を提供する。
【解決手段】本発明の研磨装置12は、3台の光電センサ40〜44を備えた検査装置10を有する。光電センサ40〜44は、貼着ステージ22から研磨ステージ26に向けて搬送中の膜体16の破れを検出する。光電センサ40〜44は、光を投光する投光部46と光を受光する受光部48とを備えている。投光部46及び受光部48は、膜体16の吸着シート32に対向配置され、投光部46から光を吸着シート32に投光し、吸着シート32から反射した前記光を受光部48によって受光する。前記受光量の変化に基づいて膜体16に破れが発生したと検知部50が判定する。
(もっと読む)
研削異常監視方法および研削異常監視装置
【課題】閾値をより適切に設定することにより、工作物に加工変質層が発生した場合でも研削異常の判定精度を向上することができる研削異常監視方法および研削異常監視装置を提供する。
【解決手段】工作物Wを研削したときの研削負荷が変化すると工作物Wの加工変質層の厚さが変化する関係に基づいて、研削送り位置に対する研削負荷についての閾値を設定する。これにより、工作物Wに加工変質層が発生した場合でも、その後の研削により加工変質層を取り除くことが可能となり、研削異常の判定精度を向上することができる。
(もっと読む)
切削装置
【課題】チャックテーブル上からのガイド枠の取り外し忘れにより、ガイド枠、切削ブレード、又は装置を破損させる恐れのない切削装置を提供する。
【解決手段】パッケージ基板11を保持するチャックテーブル機構38と、パッケージ基板11を切削する切削ブレードを有する切削手段とを備えた切削装置であって、該チャックテーブル機構38は、パッケージ基板11を保持する保持面18aに分割予定ラインに対応した切削ブレードの逃げ溝34が形成されたチャックテーブル18と、パッケージ基板11の該分割予定ラインを該チャックテーブル11の該逃げ溝34に対応させてパッケージ基板11を該チャックテーブル18上に載置するためのパッケージ基板11に対応した開口36aを中央に有し、該チャックテーブル18上に着脱可能に装着されるガイド枠36とを含み、該チャックテーブル18上の該ガイド枠36の有無を検出するガイド枠検出手段を具備する。
(もっと読む)
研削異常監視方法および研削異常監視装置
【課題】砥石車の外径が変化することにより研削負荷が変化したとしても、より高精度に研削異常を判定することができる研削異常監視方法および研削異常監視装置を提供する。
【解決手段】研削負荷についての上限閾値Th1および下限閾値Th2の少なくとも一方を設定する閾値設定工程と、研削負荷が上限閾値Th1および下限閾値Th2の少なくとも一方を超えた場合に研削異常であると判定する研削異常判定工程と、砥石車43の外径を取得する砥石車径取得工程と、取得した砥石車43の外径に応じて上限閾値Th1および下限閾値Th2の少なくとも一方を変更する閾値変更工程とを備える。
(もっと読む)
研削装置
【課題】ワークのチャックテーブルからズレを検出する。
【解決手段】ワークを保持する保持面が形成された保持手段と、該保持手段に保持された前記ワークを研削加工する加工手段とを有する研削装置であって、該保持面の所定位置に搬入されたワークが、研削加工中に該所定位置からズレた際に、該ズレ量を検出するズレ検出手段を有し、該ズレ検出手段は、ワークのエッジ近傍に検出光を照射する照射部と、ワークで反射した該検出光を受光する受光部と、該受光部での受光に基づいてワークのズレを算出する演算部と、該演算部で算出したズレが予め設定した閾値を下回っていた場合には研削加工を続行し、予め設定した閾値を上回っていた場合には研削加工を停止する制御部と、を有する研削装置とする。
(もっと読む)
研削方法および研削装置
【課題】研削割れの発生を防止できるとともに、生産性を向上できる研削方法を提供する。
【解決手段】温度A2および温度A3を設定する設定工程と、研削点Pの温度を測定する測定工程と、研削点Pの測定温度が温度A2および温度A3により定まる温度の範囲内である場合、研削点Pの温度を低下させるように研削条件を再設定する調整工程と、を含み、温度A2は、測定工程および調整工程に要する時間、および研削前に予め設定される砥石20によるワークWへの切込量に基づいて、ワークWに引っ張り残留応力が発生するまでに研削点Pの温度を低下可能な温度に設定され、温度A3は、温度A2よりも低い温度に設定される。
(もっと読む)
フィレットローラの欠損判定装置およびその方法
【課題】簡易な制御でありながら、精度よくフィレットローラの欠損を判定する。
【解決手段】逐次算出した所定時間あたりの電力変化量ΔPiを用いて電力変化量積算値ΔPjおよび電力変化量最大値ΔPmaxjを算出し(ステップS102〜S108,S114)、電力変化量積算値ΔPjと電力変化量最大値ΔPmaxjとを含む直近20ケの電力変化量積算値ΔPj−19〜ΔPjおよび電力変化量最大値ΔPmaxj−19〜ΔPmaxjを用いて許容値範囲ΔPjmav±3σsjおよびΔPmaxjmav±3σmjを設定して(ステップS112〜S118)、電力変化量積算値ΔPjおよび電力変化量最大値ΔPmaxjが許容値範囲ΔPjmav±3σsjおよびΔPmaxjmav±3σmjの範囲内であるか否かによってフィレットローラRが欠損しているか否かを判定する(ステップS120)。この結果、簡易な制御で欠損判定をすることができる。
(もっと読む)
フィレットローリング加工装置及びフィレットローリング装置の異常判定方法
【課題】フィレットローリング加工時に発生するフィレットローラに欠けなどの異常を精度よく判定可能なフィレットローリング加工装置及びフィレットローリング装置の異常判定方法を提供する。
【解決手段】フィレットローリング加工装置(100)は、フィレット溝部Fにフィレットローラ(5)を圧接しながら、クランクシャフトSを回転することによりフィレットローリング加工を行う。フィレットローリング加工後、低圧力値でフィレットローラ(5)をフィレット溝部Fに圧接しながら、低回転速度でクランクシャフトSを回転駆動して検出した振動振幅にフィレットローラ(5)における異常の有無を判定する判定手段(15)を備える。
(もっと読む)
研削加工装置
【課題】研削加工装置の搬送ロボットの電池の残量がなくなることによって搬送ロボットにおける各軸の位置の記憶が消えないようにする。
【解決手段】主電池部55aの残量がなくなった場合等に使用する予備電池部55bを電池部55に備え、主電池部55aの残量がなくなった場合でも予備電池部55bからの電力供給によって記憶部54の記憶内容を維持し、搬送ロボット5の軸部51a〜51dの位置に関する情報が記憶部54において保持されるようにする。また、記憶部54への電力の供給源が主電池部55aから予備電池部55bに切り替わった際に予備電池部55bが使用されていることをオペレータに知らせる警告部57を備え、主電池部55aの残量が少なくなった場合又はなくなった場合に主電池部55aを迅速に交換することを可能とする。
(もっと読む)
研削装置
【課題】 サファイア基板等に破損が生じる前に研削加工を停止可能な研削装置を提供することである。
【解決手段】 被加工物を保持するチャックテーブルと、該チャックテーブルに保持された被加工物を研削する研削砥石を有する研削ホイールが回転可能に装着された研削手段とを備えた研削装置であって、該研削手段は、該研削ホイールが連結されるスピンドルを回転可能に支持するスピンドルハウジングと、該スピンドルハウジングに装着された振動測定手段と、該スピンドルハウジングを支持し該チャックテーブルに対して該スピンドルハウジングを接近及び離反させる方向に移動する研削送り手段と、該振動測定手段から出力される振動情報を受信する受信部と、異常な振動情報が予め記録されている異常記録部と、該受信部が受信した振動情報と該異常記録部に登録された該異常な振動情報とに基づいて該受信部が受信した振動情報の異常を検出し、該研削送り手段を制御する制御部とを有する制御手段と、を具備したことを特徴とする。
(もっと読む)
1 - 20 / 122
[ Back to top ]