
Fターム[3C037FF04]の内容
Fターム[3C037FF04]に分類される特許
1 - 20 / 48
刃具及び刃具の刃先形成方法
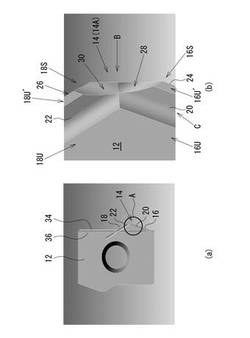
【課題】刃具の刃先を形成するための工数の増加を防ぎつつ、刃具によって切削されるワークから発生する切り屑の、砕片化を促進する。
【解決手段】コーナー部14を挟んだ二辺16、18の、すくい面16U、18Uの各々に、各辺16、18と平行かつコーナー部14で交差する態様で、円弧断面状のブレーカ20、22を形成する。円弧断面状のブレーカ20、22は、その交差部分28、30において、ニックと同等の機能形状部を構成する。すなわち、円弧断面状のブレーカ20、22の交差部分28、30は、切り屑のカール方向と直交する方向に切り屑を分断するものとなる。従って、刃具12に対して円弧断面状のブレーカ20、22を形成する際の、砥石の走査方向と異なる、ニック形成工程が不要となる。
(もっと読む)
摩擦圧接中空材の製造方法およびクーラント孔付き切削工具の製造方法

【課題】クーラント孔付きの工具に製造されるような中空素材同士を摩擦圧接により接合するのに際して、溶融した素材がバリとして中空孔を塞いでしまうようなことがない摩擦圧接中空材の製造方法を提供する。
【解決手段】中空孔11、21を有する中空素材10、20同士を、中空孔11、21同士が連通するように摩擦圧接により接合する摩擦圧接中空材の製造方法であって、中空素材10、20の接合部Pにおける中空孔11、21の開孔部13、23同士の間に間隔dがあけられるようにして、その周囲を摩擦圧接する。
(もっと読む)
ドリル
【課題】ドリルチャックに把持した際のシャンク部の損傷を防ぐことができるとともに、穴明け加工中のドリル本体の折損を抑制することが可能なドリルを提供する。
【解決手段】ドリル本体1の後端部にシャンク部2が形成されるとともに、先端部には切刃5と切屑排出溝4が形成された刃部3を備え、ドリル本体1の硬度が、刃部3の先端側部分において最も高く、後端側に向けて低減させられて、切屑排出溝4の切上げ端Pから、後端側に向けてシャンク部2の長さの1/2までの範囲A内、または先端側に向けて切刃5の外径Dの1.5倍の範囲B内の位置で最小値となり、さらにこの位置から後端側に向けて高くなるようにされている。
(もっと読む)
冷却水路構造
【課題】破損、圧力、捻れ、及び曲げに対する耐久性と共に冷却水の流量を改良した内部冷却式の切削工具を提供する。
【解決手段】ドリル工具の各ウェブに形成された内部冷却水路3は、工具の先端からそれとは反対側のドリルの端部にまで延びると共に、中心点Mを有した仮想上の円Kを囲むよう連続的に延びる断面外形線30を備える。前記断面外形線30は、好ましくは2箇所の最大曲率値を含み、それらのドリルの軸Aまでの距離は、中心点M及びドリルの軸A間の一線に沿う方向で、中心点M及びドリルの軸A間の距離と同等又はそれよりも大きい。冷却水路3とドリルの外周7との間の最小壁厚さ、冷却水路3と加工する面5との間の最小壁厚さ、冷却水路3と加工しない面6との間の最小壁厚さは、所定の下限値と上限値との間の範囲に設定され、内部冷却水路3の形状と共に、冷却水の流れと工具の安定性が最適化される。
(もっと読む)
切削工具及びかかる切削工具を作る方法
モノリシック構造を有する切削工具(62)は、射出成形されたシャンク(60)及びシャンク(60)から前方に延在する押出されたフルート付けられた部分(64)を含み、当該シャンク(60)及び当該フルート付けられた部分(64)はモノリシック構造を有している。切削工具(62)を形成する方法は、シャンク(60)及びフルート付けられた部分(64)がモノリシック構造を有するように、未焼結本体のシャンク(60)を射出成形し、そして当該未焼結本体のフルート付けられた部分(64)を押出すことによって、切削工具未焼結本体を形成すること、そしてその後に、当該切削工具未焼結本体を焼結することを含んでいる。 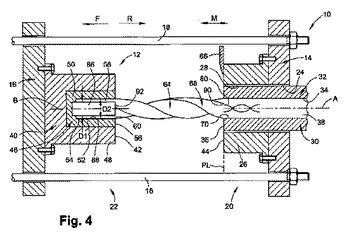 (もっと読む)
(もっと読む)
物品の取り付け方法又は物品の取り付けを改善する方法
本開示は、第1の材料及び第2の材料を含む物品であって、気相堆積及び/又は反応により第1の材料と第2の材料の間に新たな及び接着性の1つ又は複数の固相を形成することで、第1の材料と第2の材料の間の取り付けが改善されるか又は作られる物品に関する。 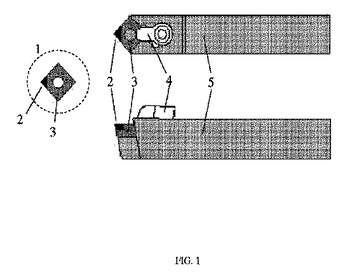 (もっと読む)
(もっと読む)
ドリルおよび該ドリルの研削加工方法
【課題】高精度の穴明け加工を達成する。
【解決手段】中心軸線CLまわりに回転させられるドリル本体10の先端側部分である刃部の外周面13には、刃部の先端面12に一対に形成された先端逃げ面12a、12bから基端側に向けて二条の主溝20、30が延設され、前記二条の主溝のうちの一の主溝のドリル回転方向K前方側を向く壁面22と前記先端逃げ面12aとの交差稜線に形成された、前記ドリル本体10の外周端まで延びる切刃21と、前記一の主溝よりも溝長が短い他の主溝のドリル回転方向K前方側を向く壁面32と前記先端逃げ面12bとの交差稜線であって、前記切刃21より基端側に後退していて、被削材に接触しない交差稜線に形成された非切削部31と、前記一の主溝および他の主溝の外周縁に連結する前記刃部の外周面13に、加工穴の内周壁面に摺接可能に形成されたランド23、33と、を含んでなるドリルを提供する。
(もっと読む)
ドリルおよび該ドリルの研削加工方法
【課題】高精度の穴明け加工を可能にする。
【解決手段】中心軸線CLまわりに回転させられるドリル本体10の先端側部分である刃部の外周面13には、刃部の先端面12に一対に形成された先端逃げ面12a、12bから基端側に向けて二条の主溝20、30が延設され、前記二条の主溝のうち一の主溝のドリル回転方向K前方側を向く壁面22と前記先端逃げ面12aとの交差稜線に形成された、前記ドリル本体の外周端まで延びる第1の切刃21と、前記一の主溝20よりも溝長が短い他の主溝のドリル回転方向K前方側を向く壁面32と前記刃部の前記先端逃げ面12bとの交差稜線の、前記交差稜線の外周部および該外周部に連結する前記壁面32をドリル回転方向K後方側に切り欠く副溝40によって形成された非切削部41を除く内周側領域に形成された第2の切刃31と、を含んでなるドリルを提供する。
(もっと読む)
切削インサートキット、切削インサートの製造方法及び切削インサートキットから分離された切削インサート
本発明は, 脆い耐摩耗性の材料から一体的に製造された本体(1)の形の切削インサートキットに関し、切削インサートキットは複数の切削インサートブランク(3)を含み、切削インサートブランク(3)は切れ刃(8,9)をそれぞれ含み、強度が弱い破断指示部(4)によってキットから一つずつ切り離すことができる。本発明によれば、本体はすべての切削インサートブランク(3)に共通する基部(2)を含み、基部(2)に種々の切削インサートブランクの強度が弱い接続部分(4)という形の破断指示部を介して接続されており、接続部分(4)が基部と各切削インサートブランクの後端の間に延びている。 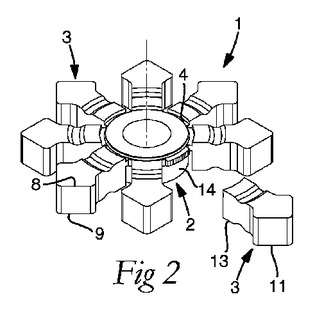 (もっと読む)
(もっと読む)
穿孔ドリル及び穿孔ドリルの加工方法
【課題】ドリル本体が小径部と大径部を有する段付きドリルであっても、ドリル本体に対して一定の捻れ角の捻れ溝を加工することができ、段付き孔を効率的に穿孔できる穿孔ドリル及び穿孔ドリルの加工方法を提供する。
【解決手段】ドリル本体11の先端部に小径部12、基端部に大径部13を有する段付きの穿孔ドリルにおいて、前記ドリル本体11の大径部13及び小径部12に同一の捻れ角を有する螺旋状の捻れ溝12a,13aを連続して形成したことを特徴とする。
(もっと読む)
加工工具およびその製造方法
【課題】 要求される条件に応じて材質が異なる少なくとも二つの部材を長手方向に接続した加工工具等を提供する。
【解決手段】 棒状のボディ部分1とその先端部に被加工物を加工するべく加工部2を備えた加工工具Aにおいて、ボディ部分1を、長手方向において材質が異なる少なくとも二つの部材1A,1Bから構成し、二つの部材の接続端部のいずれか一方に挿入穴3を形成するとともに、他方に挿入穴3に嵌入され且つ挿入端部側に開口した拡径穴4Bを備えた挿入部4を形成し、挿入部4の長さを挿入穴3の深さより短く構成し、基部5Bが前記短くなっている寸法に等しい厚さ寸法tを有し先端部5Aの先端が前記拡径穴4Bより小径で該先端部の基端が拡径穴より大径になった拡径素材5を、挿入穴3にその穴底側に基部5Bが位置するように挿入した状態で、挿入穴3内に挿入部4を圧入して嵌着せしめて前記二つの部材を接続して一体状のボディ部分1を形成した。
(もっと読む)
穴明け工具及びその製造方法
【課題】ロウや化学薬品を用いる必要なく超硬合金の使用量を削減でき、しかも十分な接合強度を発揮可能な、安価に製造可能で且つ接合強度に秀れた極めて実用的な穴明け工具の提供。
【解決手段】刃部1を有するボデー部2とシャンク部3とから成り、前記刃部1は炭化タングステン及びコバルトを主成分とする超硬合金部材4で形成されており、また、前記シャンク部3はステンレス鋼部材5で形成されており、この両者が溶接接合されて成る穴明け工具であって、前記超硬合金部材4と前記ステンレス鋼部材5との接合界面7の少なくとも20%以上の面積で、前記ステンレス鋼部材5の鉄成分を前記超硬合金部材4に入り込ませる。
(もっと読む)
ドリル
【課題】ドリルボディ3の機械的強度を十分に確保しつつ、ドリルボディ3のランド部7側へ流出した切粉によるドリルボディ3のランド部7の損傷を抑えること。
【解決手段】ドリルボディの先端部に超硬チップ13が設けられ、超硬チップ13の先端面にドリルボディ3の排出溝5に接続した切刃19が形成され、ドリルボディ3のランド部7に放電表面処理により硬質被膜21が形成され、硬質被膜21は、TiC、ステライト金属、又はこれらの複合材料により構成されたこと。
(もっと読む)
切削工具及びその製造方法
【課題】耐摩耗性に優れるとともに、切刃先端の摩耗に伴う切削性能の低下が抑えられ、より多くの加工数に亘り切削性能が持続する切削工具を提供する。
【解決手段】切刃部のすくい面6に前記切刃部の母材(例えば、超硬合金)より耐摩耗性の高い材料の被覆12(例えば、ダイヤモンド被覆)が施され、切刃部の逃げ面10,13の全部又は切刃部の切刃先端15に連続する一部において母材が露出してなるドリルである。
【効果】当該被覆の切刃先端のエッジが摩耗により減ってもそれと同時に逃げ面が摩耗により減ることにより切刃先端が比較的鋭利に保持されるので、切刃先端の摩耗に伴う切削性能の低下が抑えられ、より多くの加工数に亘り切削性能が持続する。
(もっと読む)
ドリル及びドリルの製造方法
【課題】刃部の耐摩耗性を高めて、工具寿命の向上を図ることができるドリル及びドリルの製造方法を提供すること。
【解決手段】ドリル100によれば、単結晶ダイヤモンドの結晶面の中で最も硬さに優れているとされる(111)結晶面により中心軸線Cに直角な刃部20の断面を構成することで、中心軸線Cの方向、即ち、被削材を削り込む方向に対する刃部20の耐摩耗性を高めることができる。これにより、工具寿命の向上を図ることができる。
(もっと読む)
小径棒状超硬合金およびミニチュアドリルならびにその製法、加工装置
【課題】優れた硬度および抗折強度を有するとともに、研削加工性に優れた小径棒状超硬合金およびミニチュアドリルならびにその製法、加工装置を提供する。
【解決手段】硬質相成分としてWCを、結合相成分としてCoをそれぞれ含む相対密度99.5%以上の小径棒状超硬合金1であって、WC粒子の平均粒径が0.15μm以下であるとともに、小径棒状超硬合金1の長さ方向xに伸びる芯部1aと、該芯部1aを取り囲む外殻部1bとを具備し、長さ方向断面の長さ2mmにわたる電子顕微鏡写真(200倍)において、芯部1aにおける最大径が1μm以上のボイド数が1個以下であるとともに、最大径が1μm以上のボイド数が芯部1aよりも外殻部1bに多いことを特徴とする。
(もっと読む)
ドリルヘッドの製作方法及びドリルヘッド
【課題】従来PVDコーティングしか適用できなかったドリルヘッド製作にあたり、CVDコーティングをも適用することにより、CVD法の有する特徴を有効に活用でき、それによって工具寿命が長くなり、さらに高速切削に適したドリルヘッドを製作可能なドリルヘッドの製作方法を提供する。
【解決手段】硬質材料によってCVDコーティングした切削用チップ3をヘッド本体1の先端側所要部に鑞付けし、この鑞付けしたチップ3の、ヘッド本体1の回転軸心Gを中心とする外径部ODを研磨加工し、その後に切削用チップ3及びヘッド本体1を硬質材料によって鑞付け温度よりも低温でPVDコーティングする。
(もっと読む)
加工寸法設定用治具、加工寸法設定用治具の製造方法
【課題】単純な構造で、外れる恐れのない加工寸法設定用治具、及び加工寸法設定用治具の製造方法を提供する。
【解決手段】ドリルの刃に取り付けられる筒状の加工寸法設定用治具であって、前記ドリルに取り付けたときにこのドリルの刃の使用する部分を露出させると共に、この刃の使用しない部分を被うストッパを備える。
(もっと読む)
PCDドリル
【課題】PCD(多結晶ダイヤモンド)の超高圧焼結体を有する一対の切れ刃チップが重ね合わされてドリル本体に一体的に固設されるPCDドリルにおいて、超高圧焼結体についても十分な接合強度が得られ、チッピングや欠けの発生が抑制されるとともに優れた加工精度が安定して得られるようにする。
【解決手段】一対の切れ刃チップ16を反対向きに重ね合わせてろう付けする際に、真空または非酸化性雰囲気中でろう付け処理を行なうようにしたため、PCDの黒鉛化が抑制されるなどして、そのPCDの超高圧焼結体12についてもろうの拡散により他方の切れ刃チップ16の台座24との接合強度が十分に且つ安定して得られるようになる。これにより、切削抵抗による振動等でその超高圧焼結体12が他方の切れ刃チップ16から剥離し、チッピングや欠けが発生することが抑制され、種々の加工条件において安定した加工性能や工具寿命が得られるようになる。
(もっと読む)
段付きツイストドリルおよびその製造方法
【課題】大径部の切れ味に優れるとともに、この大径部による加工形状の誤差の小さい段付きツイストドリルおよびその製造方法を提供することを目的とする。
【解決手段】本発明の段付きツイストドリルは、小径部40および大径部50には別個のねじれ溝がそれぞれ形成され、上記大径部のねじれ溝51のリードが上記小径部のねじれ溝41のリードに対して相対的に小さく、上記大径部の切刃のすくい面を構成する該大径部のねじれ溝のリーディングエッジ側の壁面52が、該ドリル軸線方向で上記小径部40の中間部以降において、上記小径部のねじれ溝のリーディングエッジ側の壁面42の少なくとも外周縁部をドリル回転方向K後方側に切欠き、さらに、この切欠きのドリル回転方向Kの深さDが上記軸線方向後端側にいくにしたがって漸次大きくなるように形成されてなる。
(もっと読む)
1 - 20 / 48
[ Back to top ]