
Fターム[3C038CA06]の内容
スパナ、レンチ、ドライバーの細部、付属具 (2,087) | 締付力制御手段(検知手段) (373) | 検知対象 (266) | トルク検知 (154)
Fターム[3C038CA06]に分類される特許
101 - 120 / 154
エアドライバ装置
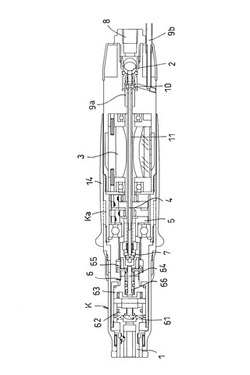
【課題】構造が簡単で装置を小形化しやすく、また、耐久性に優れたエアドライバ装置を提供すること。
【解決手段】締付トルクがトルク設定値に達した場合に、締付トルク制御機構6及びシャットオフバルブ機構7により、エアモータ3への圧縮空気の供給を遮断し、ねじ部材を所定の締付力で締め付けるようにしたエアドライバ装置において、締付トルク制御機構6を、クラッチ部61と、締付トルクがトルク設定値に達した場合にクラッチ部61のクラッチ板61a、61b同士が相対的に回転差動することにより軸方向に移動するようにした一方のクラッチ板61aを背面に形成した駆動ピストン62と、この駆動ピストン62を収容するシリンダ63と、シリンダ63内に充填したオイルを介して駆動ピストン62と連動し、シャットオフバルブ機構7を作動させるチェック弁64と、トルク設定値を規定するトルク調節部材65とから構成する。
(もっと読む)
ボルト締付けツール

【課題】本発明は一回の作業で2本のボルトを等しいトルクで締付けることができるツールを提供することを課題とする。
【解決手段】ボルト締付けツール10は、インナーケース40、アウターケース20、第1回転軸60、第1ソケット61、第2回転軸90及び第2ソケット91を備え、第1ソケット61と第2ソケット91との少なくとも一方を軸方向に移動自在に構成する。
【効果】第1回転軸60と第2回転軸90の間にモータ42が介在するので、第1ボルト63が締付けを完了し、第2ボルト92は締め代aが残った際、第1ボルト63を固定点として第2回転軸90が回転し、第2ボルト92に追加締付けを与える。これで一回の作業で2本のボルトを等しいトルクで締付けることができる。
(もっと読む)
締付工具
【課題】 作業者が、ネジ類から受ける反力に抗して、支持しやすい締付工具を具現化する。
【解決手段】 締付工具は、モータと、ネジ類に係合する工具と、モータと工具との間に介装されている一対のクラッチ部材と、一対のクラッチ部材の少なくとも一方を他方に押圧する付勢手段を備えている。一対のクラッチ部材には、少なくとも第1係合部と第2係合部が形成されている。第1係合部は、工具に加えられているトルクが第1所定値以上となると、一対のクラッチ部材の係合を解除する。第2係合部は、工具に加えられているトルクが第1所定値よりも大きい第2所定値以上となると、一対のクラッチ部材の係合を解除する。そして、一対のクラッチ部材は、第1係合部の係合が解除された後に、第2係合部が係合することを特徴とする。
(もっと読む)
締付トルク測定ユニット及びボルト・ナット締付機
【課題】締付機本体に取り付けて使用するトルク測定ユニットにおいて、表示されたトルクの信頼性を高める。
【解決手段】締付機本体1の出力軸12に接続可能な内軸31と、反力受軸13に接続可能な外軸32を有し、内軸31には締付用ソケット21、外軸32には反力受22が設けられており、外軸32に歪ゲージ47、該歪ゲージの歪み量に対応する締付トルクに変換する回路基板7及び締付トルクを表する表示部5を具えている。締付トルク測定ユニット4に反力受22を取り付けできるから、締付け反力が反力受22を倒す様に働くことを抑えて、ナットの軸心の延長上に、締付機本体1、締付トルク測定具9、ソケット21の軸心を一直線上に揃えて、正しく締付トルクを測定できる。
(もっと読む)
ねじ締め制御方法、および衝撃式動力ねじ締め工具
【課題】少ない部品点数で構成する衝撃式動力ねじ締め工具および制御方法を提供すること。
【解決手段】本発明は、回転駆動される発生側衝撃部材が被駆動軸側へ衝撃力を与えるように構成された衝撃式動力ねじ締め工具1において、発生側衝撃部材が被駆動軸側へ衝撃力を与えて発生側衝撃部材の角速度が変化したときの角加速度を検出する検出手段81a、81bと、角加速度に基づいて発生側衝撃部材から被駆動軸へ伝達される衝撃トルクを算出する算出手段13と、算出した衝撃トルクに基づいてねじ締め制御を行う制御手段13とを具備したことを特徴としている。
(もっと読む)
クロスレンチ
【課題】構成する諸要素を相互に確実に固定することで、信頼性及びユニットの保全性が高く、同時に製造にかかる労働量が低下したクロスレンチを提供することを目的とする。
【解決手段】一端に面ナットヘッドを、他端に力点を備え、かつ3つの固定溝を有する多角棒部と、両端に面ナットヘッドを備える拡張部材と、からなり、該拡張部材には部分的に交差しあう少なくとも3組の開口部(開口部2つで1組)が設けられ、及び、それぞれの組における第1の開口部は該多角棒部のための通し穴になっており、第2の開口部には調節プッシュボタンクランプが設けられているクロスレンチを提供する。
(もっと読む)
ボルト類の締付け状態判定装置
【課題】マーキング液の付着状態からボルトの所要トルクでの締付けの有無を判定する時の第2次締付け時におけるマーキング液のシール機能を向上してマーキング液の漏洩をなくしたボルト類の締付け状態判定装置を提供する。
【解決手段】液体の含浸性を有する材料からなり上端部がマーキング液室内に浸漬され下端部がボルト3の頭部に当接可能にされるとともに、シール部11Cの外周がケースの下部に支持されたシール部材15の内周に往復動可能に嵌合されたマーキング部材11と、マーキング部材を前記ボルトの頭部に押付ける方向に付勢されたスプリングとをそなえ、ボルトの頭部を回転させたとき、マーキング部材の下端部が前記ボルトの頭部に当接されて、マーキング液が該マーキング部材のシール部を通してボルトの頭部に付着する。
(もっと読む)
出力軸上に取り付けられたトルクセンサを含むアングルヘッドねじ締め工具および対応する伝動モジュール
本発明は、駆動軸(4)と、回転の軸線(511)が前記駆動軸(4)の軸線と略直角である出力軸(51)を含むアングルヘッド(5)と、前記駆動軸(4)を前記出力軸(51)に接続する伝動手段と、前記出力軸(51)に組み込まれた少なくとも1つのトルクセンサと、を備え、
前記伝動手段が、前記出力軸(51)と略平行な軸線を有する中間ギア(6)であって、前記出力軸(51)の回転を駆動するように設計されたギア(512)と協働する少なくとも1つの中間ギア(6)と、前記駆動軸(4)および前記中間ギア(6)を直接または間接的に接続する少なくとも1つの円錐状連結器(2)とを備えている、ねじ締め工具に関するものである。  (もっと読む)
(もっと読む)
レンチのケーシング上における締め付けによって誘発される動的現象の測定手段を備えている不連続締め付けレンチ
本発明は、ケーシング内に組み込まれたモータとパルスクラッチとを備えるタイプの不連続締め付けレンチであって、その測定値を締め付けレベルに関連付けるために、前記ケーシング上における締め付けによって誘発される動的現象の測定手段を備えていることを特徴とする不連続締め付けレンチに関する。  (もっと読む)
(もっと読む)
トルクレンチ
【課題】ボルトなどの締結部品に対する作業者の締付姿勢、作業環境などに応じて表示器の視認性を確保できるトルクレンチを提供する。
【解決手段】レバー部材2の前端部に締結部品の駆動面に係合する係合部4を設けると共に、レバー部材2の後端部にグリップ部5を設け、取得したデータを表示器に表示する表示部3を備えたトルクレンチにおいて、表示部3をレバー部材2の軸回りに対し一定範囲内で回転可能に取り付け、表示器の向きを調整可能とした。
(もっと読む)
トルク機器
【課題】締付トルクの検査を行うトルクレンチにおいて、検査後に記憶している検査結果を表示手段に表示する際、いつ検査したのか、どのワークのものであるかを表示すること。
【解決手段】トルクレンチ本体に設けた処理装置6は、第2表示部9に検査トルク値を表示させ、第1表示部8に検査時刻を表示させ、メモリ31に検査トルク値に対応させて検査時刻を記憶する。また第1表示部8には検査時刻に加えてワーク名称を登録する。そして、メモリ31に記憶した検査トルク値を呼び出す際に、第1表示部8に検査時刻とワーク名称を表示させる。
(もっと読む)
トルク機器
【課題】省電力化を図り、小型軽量のバッテリーを使用しても長時間の操作が可能なトルクレンチ等のトルク機器を提供する。
【解決手段】バッテリーにより、トルク検出手段と表示器と電気系全体を制御する演算処理装置とを少なくとも駆動する表示部を備えたトルク機器において、前記演算処理装置は、前記トルク検出手段に対して間欠的に電圧を印加するトルク計測間隔t2を生成し、該トルク値計測間隔t2で計測した計測値が予め設定したトルクしきい値を越えると、該トルク値計測間隔を終了して前記トルク検出手段に電圧を連続的に印加するトルク連続計測期間t1を生成し、該トルク連続計測期間t1でトルク値を測定する。
(もっと読む)
トルク機器
【課題】締付トルクの検査を行うトルクレンチにより複数種類のワークを検査する際、そのワークの検査本数、検査トルクを記憶しておき、該当するワークの必要数値を確認できるトルク機器を提供する。
【解決手段】 増締検査用のトルクレンチにおける処理装置6は、ワーク毎に検査する部位並びに部位における検査対象となる締結部材の本数及び、締結部材に対する締結トルク値の合格範囲が登録され、この登録内容を第1表示部8および第2表示部9に表示させると共に、検査トルク値が合格範囲内であると合格の判定を行う。
(もっと読む)
トルク機器
【課題】トルクレンチに測定データをデジタル表示する際、液晶表示方式とLED表示方式にはそれぞれ明るさといった使用環境下において視認性の点において一長一短があったが、その長所をとり使用環境下で確実に表示情報確認できるトルク機器を提供する。
【解決手段】トルクレンチ本体1に、液晶表示方式の第1表示部8と7セグメントLED式の第2表示部9を左右に並べて配置し、第1表示部と第2表示部の両方を使用する第1モードと、第1表示部8のみを使用する第2モードとを選択可能とし第1モードを選択すると、第2表示部9にはトルク値を表示させ、第1表示部8にはカウンタ番号を表示させる。また、第1モードを選択すると第1表示部にトルク値とカウンタ番号とを表示させる。
(もっと読む)
電動工具のためのトルク制御装置
【課題】 初期設定トルクを正確に設定できる電動工具のためのトルク制御装置を提供する。
【解決手段】 電動工具のためのトルク制御装置は、スイッチング回路、電圧検出回路、トルク検出回路およびプロセッサを備える。スイッチング回路は、電動工具のモータと直流電源との間に接続されている。電圧検出回路は、前記モータの電圧または電流の変動を検出する。トルク検出回路は、検出された電圧または電流の変動情報に基づいてモータの現実のトルク値を出力する。プロセッサは、現実のトルク値を初期設定値と比較し、現実のトルク値が初期設定値を超えるか否かを決定する。超えていれば、モータが損傷を受けることを防止すべくプロセッサによりスイッチング回路はオフ動作する。
(もっと読む)
手持ち式パルスツールにおけるねじの締付角度測定装置
【課題】手ぶれやリバウンド等のノイズの影響を排除して正確なねじの締付角度の測定を行うことを可能にした手持ち式パルスツールにおけるねじの締付角度測定装置を提供すること。
【解決手段】モータ13と、このモータ13により駆動され、パルス状のトルクを主軸15に与える打撃トルク発生装置14とを備えた手持ち式パルスツールに、締付トルクを検出する締付トルク検出器2及び主軸15の回転角度を検出する角度検出器3を配設して、締付トルク及び主軸15の回転角度を検出するとともに、締付トルク検出器2によって検出した締付トルクの値が予め設定した値以上である間の主軸15の回転角度を、締付終了まで繰り返し発生するパルス状の締付トルクにおいて積算し、この積算値をねじの締付角度として算出する。
(もっと読む)
マーカ付締付工具
【課題】締め忘れ防止とボルトなどの被締結部材の緩みの確認も可能なマーキングを施せるマーカ付締付工具を提供する。
【解決手段】マーキング装置Mが装着され、設定トルク値に達すると作動するトグル手段の動作によりマーキング装置Mの後端側を押し込むマーカ駆動手段37を備えたトルクレンチ本体1と、トルクレンチン本体1のヘッド2に取り付けられ、被締付体Cを締め付ける六角穴付ボルトBの頭部に係合する六角棒レンチ6とを有し、トルクレンチ本体1に対してマーキング装置Mを傾斜して取り付け、先端側のマーカ体105aが六角穴付ボルトBの頭部側面と被締結体Cとの交差する部分に接触できるようにし、また使用しない時にはマーキング装置Mを回転させてマーカ駆動手段との当接を解除し、マーカ体へのキャップの装着を容易とした。
(もっと読む)
締付工具
【課題】 予め設定された停止条件が成立するとモータを自動的に停止するオートストップ機能を備えた締付工具において、モータの停止条件を決定するための労力と時間を削減する締付工具を提供する。
【解決手段】 この締付工具では、トリガースイッチが駆動されるとモータ30が回転する(S30)。モータが回転してネジ類の締付が行われハンマとアンビルの衝突が検出されると(S32でYES)、駆動時間測定用タイマTsetがスタートする(S36)。そして、トリガースイッチがオフされると(S38でYES)、駆動時間測定用タイマTsetが停止し(S46)、測定された時間が表示される(S48)。
(もっと読む)
ボルト・ナット締付機及びネジ締め工法
【課題】 1台の締付機で、仮締めと本締めの切替えを可能にする。
【解決手段】 モータ1の回転を減速機構2を含む回転伝達経路を介して締付ソケット8に伝達してボルト・ナットの締付けを行うボルト・ナット締付機において、回転伝達経路に高速・低トルク運転と、低速・高トルク運転に手動で切り替える変速装置4を設けた。締め付けるべき複数のネジに対して、先ず、高速・低トルク運転で全てのネジを仮締めしてから、全てのネジについて、低速・高トルク運転で本締めする。締付トルクにバラツキは生じない。
(もっと読む)
倍力レンチ
【課題】締め付け対象であるねじ部材をねじ切ったり、変形させたりするおそれのない倍力レンチを提供する。
【解決手段】倍力レンチ1は、締め付け対象であるナットなどにソケットレンチ用のソケットを介して着脱可能に係合する係合部材2と、係合部材2の周りに回動可能に軸支された反力部材3と、係合部材2にラチェット機構4を介して回動可能に軸支された駆動レバー5と、反力部材3に支軸6を介して回動可能に軸支された操作レバー7と、操作レバー7の回動を駆動レバー5に伝達するために操作レバー7と駆動レバー5とを連接する作動レバー8とを備えている。そして、ナットの締め付け作業時に、操作レバー7に設定値以上の力が加わると折れ曲がる折曲部11を設けている。
(もっと読む)
101 - 120 / 154
[ Back to top ]