
Fターム[3C038CA06]の内容
スパナ、レンチ、ドライバーの細部、付属具 (2,087) | 締付力制御手段(検知手段) (373) | 検知対象 (266) | トルク検知 (154)
Fターム[3C038CA06]に分類される特許
21 - 40 / 154
トルク検定装置
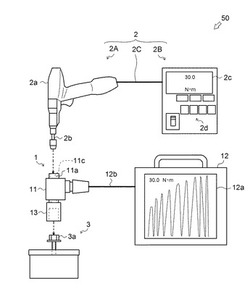
【課題】「静的」な締付トルクを付加する締付工具と、該締付工具によって締め付けられる締結部品との間に組付けられ、前記締付トルクを測定するトルク検定装置であって、「動的」な締付トルクを付加する締付工具についても対応可能なトルク検定装置の提供。
【解決手段】締結部品3aを締め付ける締付工具2の締付トルクを測定するトルク測定器11と、トルク測定器11を操作するとともにトルク測定器11によって測定された締付トルクをトルク波形として取り込む操作装置12と、を有するトルク検定装置1であって、締付工具2によって締結部品3aに加えられる締付トルク(「実締付トルク」)が、連続的に付加する「静的」な締付トルクである場合と、間欠的に付加する「動的」な締付トルクである場合とに応じて、操作装置12内に取り込むトルク波形の周波数を切り替えて測定する。
(もっと読む)
プロテクター締め付け装置及びプロテクター締め付け方法

【課題】プロテクターの締め付けのトルクの制御を精度良く行うことができるプロテクター締め付け装置を提供する。
【解決手段】プロテクター締め付け装置1は、ねじ付管2を保持する保持部3と、ねじ付管2のねじ部21に螺着されるプロテクター41を把持して回転させる締め付け本体部4とを備えている。締め付け本体部4は、プロテクター41を把持するプロテクターチャック42と、プロテクターチャック42を回転させるサーボモータ43と、制御部44とを有している。制御部44は、トルクが予め定められたトルク制限値に達するとトルクをトルク制限値に保持するトルク制御を開始し、トルク制御の開始から予め定められた所定時間経過した後にサーボモータ43の回転速度の設定値を零に減少させる回転停止制御を開始し、サーボモータ43の回転速度の設定値が零になるとトルク制御を停止する。
(もっと読む)
トルク工具
【課題】設定トルク値を設定する場合に、設定トルク値を視認しやすく、設定トルク値の設定を行いやすいトルク工具を提供する。
【解決手段】トルク工具は、トルクリミッタを内蔵した柄部材と、前記柄部材に対して回転可能に設けたトルク値調節部材と、前記トルク値調節部材の回転操作により回転する調節ねじと、前記調節ねじの回転により、該調節ねじ上を螺進するスライド部材と、前記スライド部材と前記トルクリミッタとの間に弾装されたトルク値調節用ばねとを備え、前記トルク値調節用ばねのばね力に応じて前記トルクリミッタの作動トルク値が設定され、設定トルク値で締結部材を締め付け可能とするトルク工具であって、前記柄部材の外表面に設けられ、前記柄部材の長手方向に沿って目盛を表示した前記設定トルク値の目盛表示部と、前記トルク値調節部材の回転により、前記目盛表示部上を直進移動して目盛を指示する目盛指標部材とを有することを特徴とする。
(もっと読む)
トルク/アングルレンチの較正のための可動装置
【課題】トルク/アングルレンチの較正のため可動装置を提供し、それによっていかなるネジの連結も再現できるようにすること。
【解決手段】本発明は少なくともトルク/アングルレンチ(10)を収容するための収容部(12)と、トルク/アングルレンチ(10)にトルクを加えるためのトルクアクチュエーター(13)と、トルクを検出するためのトルクセンサー(14)とを備えるトルク測定システム(11)を有するトルク/アングルレンチ(10)の較正用可動装置(100)に関する。本発明は、トルク/アングルレンチ(10)のトルクを測定することに加えて、回転アングルについてトルク/アングルレンチ(10)の回転が測定できる方法でトルク測定システム(11)を回転させる回転アングル測定システム(15)を備えることを特徴とする。
(もっと読む)
打撃式締め付け工具
【課題】ネジを確実に締め付けることができる打撃式締め付け工具を提供する。
【解決手段】エアモータ23と、エアモータ23からの回転トルクが変換されたパルス状の打撃トルクが付与されて回転する主軸24と、を備え、主軸24の回転により、ボルト100の締め付けを行うインパクトレンチ10であって、ボルト100の締め付けトルクTを検出するトルクセンサ30と、ボルト100の締め付け制御を行うコントローラ50と、を具備し、コントローラ50は、トルクセンサ30により検出した締め付けトルクTが所定値以上Tsとなったときに、エアモータ23の回転数Vを変更してボルト100の締め付けを行う。
(もっと読む)
インパクト回転工具
【課題】1台のインパクト回転工具で幅広い目標トルクに対して精度よく締め付けを行うことができるものとする。
【解決手段】 回転駆動源であるモータ2と、モータ回転からパルス状の衝撃を発生させるとともに該衝撃で出力軸7に回転トルクを加えるインパクト発生装置と、出力軸に加わるトルクを測定するトルクセンサ10と、トルクセンサにより測定されたトルクが設定された目標トルクに達した時に上記モータを停止させる制御手段Cとを備える。上記制御手段は、設定された目標トルクに応じて1衝撃当たりのトルク増大値を変化させて目標トルクが小さい時には上記トルク増大値も小さくする。
(もっと読む)
打撃式締め付け工具
【課題】ネジを確実に締め付けることができる打撃式締め付け工具を提供する。
【解決手段】エアモータ23(もしくは電動モータ)と、該エアモータ23からの回転トルクが変換されたパルス状の打撃トルクが付与されて回転する主軸24とを備え、該主軸24の回転により、ネジ100の締め付けを行うインパクトレンチ10であって、ネジ100の締め付けトルクTを検出するトルクセンサ30と、前記主軸24の回転角度を検出する角度センサ40と、ネジ100の締め付け完了を判断するコントローラ50と、を具備し、前記コントローラ50は、前記締め付けトルクTと、主軸の回転角度の増加度合いを示す回転角度の増加分ΔRと、に基づいて、ネジの締め付け完了を判断する。
(もっと読む)
電動工具
【課題】減速比変更の際の係合の衝撃を抑制し、且つ、この減速比変更を迅速に且つスムーズに完了することのできる電動工具を提供する。
【解決手段】本発明の電動工具は、モータ1と、減速機構部2と、減速機構部2の減速比を切り替える減速比切替手段とを具備する。減速機構部2は、軸方向にスライド自在な切替部材7と、切替部材7と係合可能なギア部材5とを用いて形成される。減速比切替手段は、切替部材7をスライドさせる変速用アクチュエータ6と、モータ1の駆動状態を検知する駆動状態検知部と、切替部材7のスライド位置を検知するスライド位置検知部と、モータ1と変速用アクチュエータ6を制御する制御部とを有する。制御部は、駆動状態検知部の検知結果に応じて変速用アクチュエータ6を起動させるとともに、スライド位置検知部の検知結果に応じてモータ1の回転動力を一時的に低下または増大させる。
(もっと読む)
ねじ締め不良防止システム及びねじ締め不良防止プログラム
【課題】ねじ締め不良が生じる事態を総合的にチェックし、締結不良品の流出防止を図ることが可能なシステム等を提供する。
【解決手段】電動ドライバー20と、電動ドライバー20によるねじ締付トルク及びねじ締付軸力を検出するトルク検出器22と、電動ドライバー20のねじ締め角度を検出する回転角検出器23と、ねじ締め箇所を検出領域として配置され、ねじ締め不良を引き起こす要因となりうる予め設定された複数の管理項目それぞれの正常異常を判断するためのデータを検出する複数のねじ締め箇所検出センサ11と、各検出センサ11からの各検出データに基づいて複数の管理項目それぞれの正常異常を判断すると共に、各検出器22,23の検出データに基づいてねじ締結状態の正常異常を判断し、異常と判断した場合、その異常が解消されるまで次工程へ移行できないように電動ドライバー20の動作制限を行う制御部35とを備えた。
(もっと読む)
衝撃式締付工具
【課題】作業工数を少なくすると共に、仮締め工程の後の本締め工程において生じる締付けトルクの過剰ないし不足を防止することができる衝撃式締付工具を提供すること。
【解決手段】操作部の操作によって回転駆動するモータと、モータの出力によってメインシャフトに衝撃を加える衝撃発生部とを備える衝撃式締付工具であって、設定トルクに達するとモータを停止し、停止後の所定時間内は操作部の操作によってモータを駆動可能な状態に制御し、前記所定時間内に行われる操作部の操作によって生じる締付けトルクが許容範囲であるか否か判定することを特徴とする衝撃式締付工具。
(もっと読む)
回転工具
【課題】
回転トランスの製造時の不具合を低減させるとともに、安定した性能を発揮できるようにした回転工具を提供する。
【解決手段】
モータと、モータを収容するハウジング(15)と、モータにより回転される出力軸5と、出力軸に設けられ出力軸に生じるトルクを検出するトルク検出手段を設け、トルク検出手段への信号の伝達を行う回転トランス30、40と、トルク検出手段の検出信号が入力される処理装置を有する回転工具であって、回転トランス30、40は、出力軸側に設けられる回転コイル33、43と、回転コイル33、43に対向するハウジング側に固定される固定コイル32、42を有し、固定コイル32、42は、ボビン35、45に巻かれた後に軸方向に複数分割して組み立てられる固定コア31、41によって保持される。固定コア31、41にはボビン35、45を保持するための返し部31c、31d、41c、41dが形成される。
(もっと読む)
インパクト工具
【課題】
新規な機構のインパクト機構を用い、歪ゲージ等のセンサをアンビルに取り付けることなく締め付けトルクの検出手段を実現したインパクト工具を提供する。
【解決手段】
モータと、モータの回転力を減速する減速機構と、減速機構の出力部に接続されるハンマと、ハンマと相対的に360度未満の回転角で揺動可能なアンビルを有し、モータによりハンマを駆動するインパクト工具であって、モータを正回転及び逆回転に交互に駆動することによってハンマをアンビルに打撃し、打撃直後にモータに流れる電流値の大きさ(矢印90a、90b、90c、90d)によって、アンビルによる締め付けトルクの大きさを算出する。また、モータへの正回転の駆動電流は、打撃が行われた後の時間taだけ継続して供給し、締め付けトルク算出のための電流値は、打撃後であって時間taが経過するまでに検出される。
(もっと読む)
インパクト工具
【課題】
新規な機構のインパクト機構を用い、締め付け負荷の大きさに応じてインパクト動作時の打撃の強さを調整しながら効率良く打撃を行うインパクト工具を提供する
【解決手段】
モータに接続されるハンマと、モータを正回転及び逆回転に交互に駆動することによってハンマにより打撃されるアンビルと、を有するインパクト工具であって、打撃による締め付けトルク値(
89a、89b)を検出し、締め付けトルク値に応じてモータへの駆動電流の大きさを変更するようにした。駆動電流の変更は、例えば、モータへ供給される印加電圧を変更することによって行う。
(もっと読む)
ネジ締付け診断装置及び電動ドライバ
【課題】不完全なネジの締付け状態を簡単、確実に検出して確実なネジ締付け作業を行わしめるネジ締付け診断装置を提供する。
【解決手段】電動ドライバの回転軸に生ずる回転トルクが、締付けるネジ長に応じて予め設定されたネジ締付け最小所要時間以降の所定時間範囲内に予め設定された回転トルクに達したことを検出する回転トルク検出手段と、ネジ締付けの際に電動ドライバでネジを押圧することで生ずる押圧力が予め設定された押圧力に達したことを検出する押圧力検出手段と、この回転トルク検出手段が最小所要時間以降の所定時間範囲内で予め設定された回転トルクに達したことを検出すると共に、押圧力検出手段が予め設定された押圧力を検出した場合にはネジ締付けが正常に行われたと診断するネジ締付け診断手段とを備える。
(もっと読む)
重力センサを備えるトルクレンチ及びその回転角度を正確に計算する方法
【課題】重力センサを利用し、トルクレンチの角度を測定することができる上、手作業により発生する誤差を修正することができる重力センサを備えるトルクレンチ及びその回転角度を正確に計算する方法を提供する。
【解決手段】重力センサを備えるトルクレンチ300は、ワークにトルクを加えるレンチ本体310と、トルクが所定のトルク値より大きいか否かを測定するトルクセンサ321と、トルクが所定のトルク値より大きいとき、レンチ本体310の回転角度を測定し、角度値を生成する角度センサ322と、レンチ本体310の傾き角度を測定する重力センサ323と、傾き角度に基づいて角度値を修正し、正確な角度値を生成する処理ユニット324とを備える。
(もっと読む)
回転入力制御機能を有する動力スクリュードライバ
動力工具は、長手方向軸線の周りで回転するように構成された出力シャフトと、回転運動を与えるように出力シャフトに駆動可能に接続されたモータと、出力シャフトから空間的に分離され、長手方向軸線に対してユーザが与える動力工具の回転運動を求めるように作動可能な回転運動センサと、を含む。コントローラは、回転運動センサ及びモータに電気的に接続される。コントローラは、回転運動センサからの入力を用いて、軸の周りの動力工具の角速度、軸の周りの動力工具回転変位、及び/又は回転変位の方向を求める。次いで、コントローラは、角速度、回転変位、及び/又は回転変位の方向によりモータを制御する。 (もっと読む)
締結部材の締め付けトルク検査方法及び締め付けトルク検査システム
【課題】締結部材の締め付けトルク検査方法において、締結部材の検査締め付けトルクを検出する場合に、被締結部材の剛性が低く、かつ、低トルク領域で検出する場合でも高精度に検査締め付けトルクを検出可能とすることである。
【解決手段】締め付けトルク検査方法は、ボルトを自動締め付け機構により増し締めするとともに、増し締め時の締め付けトルクT及び締め付け角度θを検出するステップと、検出されたT、θから、dT/dθを表す締め付け角度微分値特性を取得するステップと、取得された締め付け角度微分値特性で、dT2/d2θが負となり、かつ、dT/dθが0または0近辺の所定の設定微分値となる場合の、対応する締め付けトルクに基づいて、検査締め付けトルクTmを取得するステップとを含む。
(もっと読む)
締結工具システム
【課題】ボルトの軸力値が設定値となる前のボルトの降伏を抑制する。
【解決手段】締結工具1に回転自在に設けられナット125に嵌合して前記ナット125とボルト123とを締め付けるためのソケット9と、該ソケット9を回転駆動して前記ナット125に締付トルクを付与する駆動部13と、前記ボルト123に作用する軸力を検出する軸力検出部117とを備え、前記軸力が設定値となるまで前記ナット125の締め付けを行わせる締結工具システム1において、前記駆動部13の駆動制御によって前記締付トルクを制御するコントローラ5と、前記締付トルクを検出するトルク検出部119とを設け、前記コントローラ5が、前記締付トルクと前記設定値となる前の軸力とに基づく前記ボルト123の応力が降伏応力に達するときに前記締付トルクの増加を停止する。
(もっと読む)
ねじ部品締緩装置
【課題】一つの回転駆動源で高速かつ締付トルク精度の高いねじ部品の締結、緩めの双方を実現し得るねじ部品締緩装置の提供。
【解決手段】ACサーボモータ3の駆動を受けて回転する第1入力軸5及び第2入力軸9を設け、この第1入力軸と第2入力軸との間にこれらを常時一体に回転可能にし、かつ一方に所定の回転負荷トルクを超える回転負荷トルクが作用した場合にはこれらの差動回転を許容する摩擦クラッチ8を設ける。また、ねじ締め工具が連結される出力軸11を設け、この出力軸11を第2入力軸の回転を受けて回転可能に構成するとともに、前記第1入力軸5から減速機12及びツースクラッチ14を介して伝達される回転を受けて回転可能に構成する。
(もっと読む)
締付装置及び回転角法による締付方法
【課題】締め付け作業毎にスナグ点を求めることで締め付け作業を最適になし得る、締付装置及び回転角法による締付方法を提供する。
【解決手段】締付部品2を回転して締め付る駆動部11と、締付部品2に加わるトルク及び締付部品2の回転角度を検出する検出部12と、検出部12で検出した値からスナグ点を判定する判定部14と、を設ける。判定部14は、締付部品2の一定の回転角度毎におけるトルクの変化量を算出し、その変化量が一定とみなされる範囲となったときをスナグ点と判定する。
(もっと読む)
21 - 40 / 154
[ Back to top ]