
Fターム[3C038CA06]の内容
スパナ、レンチ、ドライバーの細部、付属具 (2,087) | 締付力制御手段(検知手段) (373) | 検知対象 (266) | トルク検知 (154)
Fターム[3C038CA06]に分類される特許
41 - 60 / 154
締付装置及び回転角法による締付方法
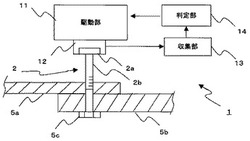
【課題】締め付け作業毎にスナグ点を求めることで締め付け作業を最適になし得る、締付装置及び回転角法による締付方法を提供する。
【解決手段】締付部品2を回転して締め付る駆動部11と、締付部品2に加わるトルク及び締付部品2の回転角度を検出する検出部12と、検出部12で検出した値からスナグ点を判定する判定部14と、を設ける。判定部14は、締付部品2の一定の回転角度毎におけるトルクの変化量を算出し、その変化量が一定とみなされる範囲となったときをスナグ点と判定する。
(もっと読む)
線路ポイントの切替検査装置

【課題】列車が走行する線路の分岐点に設けられたポイントにおける回転動作部のトルク値測定検査を容易に行うことができる線路ポイントの切替検査装置を提供する。
【解決手段】トルクレンチ10が固定されると共に回転軸部5を回転自在に保持する保持フレーム6を備え、回転軸部5の一端に設けたはすばギヤ17とこれに歯合されたウォームギヤ18とをギヤボックス15に収容する。ウォームギヤ18に連結したハンドル部20を回転すると、ウォームギヤ18とギヤボックス15との減速比により発生する増幅された力によって、回転軸部5に係合されたポイント2の回転動作部4を回転できるから操作性に優れる。また、回転動作部4のトルク値を測定するとき、トルクレンチ自体は回転されないから、作業者はトルクレンチ10の表示部12に表示される回転動作部4のトルク値を容易に把握することができる。
(もっと読む)
弁棒トルク計測用トルクレンチ及びそのトルクレンチを用いたシステム
【課題】 様々な形状及びサイズの手動弁に対応して弁棒のトルクを1つのツールで正確にしかも簡単に測定することを可能とした弁棒トルク計測用トルクレンチを提供する。
【解決手段】 少なくとも2本のホークを有するハンドルが取り付けられた手動弁の弁棒の締め付けトルクを管理するための弁棒トルク計測用トルクレンチであって、ハンドルの各ホークの側面部に係合するための少なくとも2本のピンと、ピンを固定する掴み部と、掴み部と接続したトルクレンチ本体部とを有する。
(もっと読む)
締付装置
【課題】締め付けトルクを測定して締め付けトルクの管理を行うことができるトルクメータを備えた締付装置において、トルクメータの欠損が生じることがない締付装置を提供する。
【解決手段】被締付部材を回転させて締め付けるときの締め付けトルクを測定するトルクメータ3を備える締付装置1であって、前記トルクメータ3は、外力によって軸心に対する回動操作を受けて回動する操作部材21と、前記操作部材21の回動をバネ部材33を介して受けることで前記軸心に対して回動する回動部材34とを有し、前記バネ部材33と前記回動部材34との間に所定以上の前記バネ部材33の弾性変形を規制するための規制機構(係止ピン133、規制溝部143)を備えていることを特徴とする。
(もっと読む)
トルクレンチ
【課題】半自動式のトルクレンチにおいて、二度締め作業を未然に防止し、誤って締付完了信号が出力されることを防止できるトルクレンチを提供する。
【解決手段】仮締め付けトルク値までは電動モータによりボルト等の締結体を締め付け、その後はトルクレンチ本体による手動操作による締め付けを行い、トグル機構が作動するとトグル作動検知スイッチが作動して、駆動制御回路から締付け完了信号を出力する通常のねじ締め動作において、前記電動モータの起動時に設定した起動電流マスク時間の経過後、前記仮締めトルク値に到達するまでの間に設定した2度締め監視時間内に前記仮締めトルク値に相当するモータの通電電流を検出すると2度締めと判定し前記電動モータを停止させる。
(もっと読む)
被締付物の締め付けトルク測定方法
【課題】被締結物を各種製品に締め付けた際に、その締め付けが適切なトルクで達成されているか否かをバラツキなく測定する。
【解決手段】トルク測定治具が被締結物の増し締めを行っている時間を細分化して、細分化した時点毎に検出される増し締めトルクを逐次サンプルホールドし、細分化された時点毎の増し締めトルクを所定の細分化数毎にグループ化すると共に、所要数の増し締めトルクのグループよりも時間的に遅れて細分化された時点毎の増し締めトルクも所定の細分化数毎にグループ化し、時間的に後行するグループでの最大のトルク変化値と、時間的に先行するグループでの最大のトルク値との比率を演算し、後行するグループの最大のトルク変化値と、先行するグループの最大のトルク変化値との比率が、増し締めトルクの測定に先立ち予め設定しておいた閾値に合致した時点で測定される現実の増し締めトルク値をもって、被締結物の締め付けトルクと推定する。
(もっと読む)
固定用ねじの締め付け器具
固定用ねじの締め付け器具であって、軸線方向ボアを持つシャンクと、ボアの内部に位置しシャンクに接続されており、一部が固定用ねじの端面を超えて突出するか、端面と面一になるか、または端面よりも奥に配置されたゲージ・ピンと、一部が固定用ねじの端面を超えて突出するか、端面と面一になるか、または端面よりも奥に配置されたゲージ・ピンによって回転可能に支持され、固定用ねじに圧力が加えられていない状態では自在に回転することが可能な一方で、固定用ねじに既定の引張荷重が加えられた場合には回転が固定されるよう構成された指示部とを備えた種類の固定用ねじの締め付け器具を提供するものであり、 固定用ねじは、指示部に隣接するシャンクの端部と結合したヘッドか、あるいは指示部に隣接するシャンクの端部とねじ係合 が可能なナットを備えており、固定用ねじの締め付け器具は、器具内で回転可能に支持され、シャンクに結合されたヘッドまたはシャンクと係合可能なナットを受け入れるための受入部と、受入部を回転させるための装置と、 器具内で回転可能に支持され、使用時においては指示部に対して回転が固定される様に構成された係合部とを備えており、係合部の既定の回転抗力を検知するための装置が含まれることを特徴とする。 (もっと読む)
ワイヤレス・データ送受信システム
【課題】回転軸に配備されたデータ送信ユニットから回転軸に作用するトルク及び/又は回転軸の回転角度に関する信号をワイヤレスでデータ受信ユニットへ送信するワイヤレス・データ送受信システムを提供する。
【解決手段】締付機50の回転軸52上に設けられ、トルク及び回転角度を検出するデータ送信ユニット20であって、回転軸に作用するトルクを検知可能に配備されるトルクセンサ21と、回転軸の回転角度を検知可能に配備される回転角度センサ29と、前記センサ21,29に電気的に接続され、センサ21にて検出されたトルク及びセンサ29にて検出された回転角度に関する信号をワイヤレス送信する送信手段22と、を有するデータ送信ユニット20と、送信されたトルク及び回転角度に関する信号を受信する受信手段32と、該受信手段が受信したトルク及び回転角度に関する信号を表示する表示手段40と、を有するデータ受信ユニット30を具える。
(もっと読む)
インパクト締付工具の締付角度の測定方法
【課題】パルス状に発生する締付トルクを用いるインパクト締付工具において、締付角度測定の精度を向上させることができる。
【解決手段】スナッグトルク値Tsと、カットトルク値Tcを予め設定する。締付開始後に初めてトルク値Ts以上となった初回締付トルクについてのトルクセンサの検出値をTs1とし、締付開始後から初回締付トルクまでの角度センサの検出値の積算値をθs1とする。初回締付トルクの直前の締付トルクについてのトルクセンサの検出値をTbとし、締付開始後から直前締付トルクまでの角度センサの検出値の積算値をθbとする。締付開始後から、トルク値Tc以上となったパルス状の締付トルクである終了締付トルクまでの角度センサの検出値の積算値をθc1とする。この場合に、締付角度θaを下記の式(1)によって算出する。
θa=θc1−[θb+{(θs1−θb)×(Ts−Tb)/(Ts1−Tb)}]
(もっと読む)
電動工具およびそのモータ制御方法
【課題】油圧発生部が1回転で複数打撃を行うタイプにおける打撃不良の継続を抑制する。
【解決手段】ステップ104で打撃角度が閾値以下かを判断し、閾値以下であればステップ106でモータの消費電流を検出する。ステップ108で消費電流が閾値以下かを判断し、閾値以下であればステップ110でモータの回転速度を遅くする。即ち、打撃不良を油圧発生部が1打撃する打撃角度およびモータの負荷トルクと比例関係にある負荷電流に基づいて判断し、打撃不良である場合にはモータの回転速度を遅くさせるので、打撃不良の継続が抑制される。従って、打撃不良が防止されるので、作業効率が良くなると共に、円滑な締め付け作業を行え、オイルパルスドライバの使い勝手が良くなる。
(もっと読む)
ネジの締付管理システム
【課題】ネジに作用する締付トルクの変化の態様に基づいて、ネジの締付状態を適正に管理する。
【解決手段】設定トルクに達した段階でトルク解除機構が作動するトルクレンチ2と、トルクレンチ2によるネジの締付状態を管理する管理装置3とを備えたネジの締付管理システム1であって、トルクレンチ2が、締付トルク情報を検出する歪ゲージ13と、トルク解除機構の作動に基づいて締付完了情報を検出する検出スイッチ15と、締付トルク情報及び締付完了情報を送信する送信手段14とを備え、管理装置3が、締付トルク情報及び締付完了情報を受信する受信手段18と、締付トルク情報の変化の態様が増加傾向から減少傾向に転じるピーク値を順次検出し且つ締付完了情報の受信時で最後に検出されたピーク値を出力するピーク検出手段19と、出力されたピーク値によりネジの締付状態の適否を判断する判断手段20と、判断結果を報知する携帯情報端末17とを備えている。
(もっと読む)
レンチ
【課題】奥まった箇所であっても、締付け対象を適正なトルク範囲で締め付けることができるレンチを提供する。
【解決手段】レンチ10は、一端に形成された嵌合部11と、他端に形成された応力印加部12と、一端と他端との間を連結する連結部13と、トルク制限部材14とを有する。嵌合部11は、締付け対象20のナット又はボルトの頭に嵌合する。応力印加部12は、締付け対象20のナット又はボルトを回転させる横方向の応力が外部から印加される。連結部13は、長尺形状を有し、中間に折り曲げ部13aを有する。トルク制限部材14は、応力印加部12と折り曲げ部13aとの間に挿入され、応力印加部12に所定の応力が印加されると応力方向に弾性的に変形する。
(もっと読む)
動力工具
【課題】
先端工具を回転させる回転軸の回転数変化に対し、安定して動作して断線しにくい回転トランス機構を有する動力工具を提供する。
【解決手段】
モータ3により駆動され先端工具を回転させる回転軸5と、回転トランスを有する動力工具において、可動コイル15は磁性金属製のコア16により保持され、可動コイル15を接着剤等の中間部材を介してコア16に設けられた凹凸部に固定するようにした。また、固定コイル側のコア13のエアギャップ部の軸方向の厚さを、可動コイル側のコア16のエアギャップ部の厚さよりも厚くし、エアギャップ部から外周側に至る領域においてコアの軸方向の厚さがエアギャップ部の厚さより薄くなるように構成した。さらに、固定コイル12をボビンに巻きつけ、このボビンをコア13に固定するようにした。
(もっと読む)
“デッドバンド”排除をもつトルクレンチ及び改善されたトルク監視システム
近位端及び遠位端を有する外壁と、近位端及び遠位端を有する内壁とを備える中空ハウジングであって、内壁と外壁との間に間隙を形成するように内壁が外壁と離間されており、外壁の近位端が内壁の近位端に接続され、外壁の遠位端がワークピースのハウジングと係合するように形状づけられている、中空ハウジングと、中空ハウジングの内壁内への配置のための、トルク入力シャフト及びワークピースファスナーと係合するように形状づけられているトルク出力シャフトを有する機械的な倍率器であって、緩くて非締結な接続によって中空ハウジングの内壁に接続される機械的な倍率器と、を備える、トルクレンチ。 (もっと読む)
レンチ及びトルク角度警告方法
【課題】ネジ孔にネジを螺入する際のトルク、及びネジとワッシャ表面との圧着回転角度の精度を向上させることができるレンチ及びトルク角度警告方法を提供する。
【解決手段】レンチは、レンチ本体200と、レンチ本体200に設けられた電子装置300とを含む。電子装置300は、所定のトルク値410及び所定の角度値420を記憶する記憶ユニット400と、レンチ本体200のトルクを検出するトルク検出装置500と、トルクが所定のトルク値410に達すると起動し、レンチ本体200の回転角度を検出する角速度検出チップ600と、角度が所定の角度値420に達するときに警告信号を発する警告装置700とを備える。
(もっと読む)
ネジの締付管理システム
【課題】航空機の組立工程において、作業者一人でも信頼性の高いネジの締付作業を実現して航空機の組立コストの低廉化を図ると共に、ネジの締付作業の効率化を図る。
【解決手段】ネジの締付管理システム1であって、航空機の構成部品2に付された識別コード3毎に対応したネジの設定トルク値のデータが格納された管理装置4と、識別コード3を読取って管理装置4に無線送信してデータの中から対応した設定トルク値を取込む携帯情報端末5と、取込まれた設定トルク値でネジを締付ける手動式トルクレンチ6とを備える。手動式トルクレンチ6はネジに作用するトルク情報を検知して管理装置4に無線送信するトルク検知手段6aを有する。管理装置4はトルク情報に基づいて設定トルク値までネジが締付けられた否かを判断し、締付けられたと判断したときに締付完了情報を携帯情報端末5に無線送信してネジの締付完了を報知する判断手段4bを有する。
(もっと読む)
ネジの締付管理システム
【課題】トルクレンチから送信されるトルク情報を管理装置で確実に受信させることで、ネジの締付状態を適正に管理する。
【解決手段】トルクレンチ2からネジに作用するトルク情報I1を管理装置3に送信し、管理装置3で受信したトルク情報I1に基づいてネジの締付状態を管理するネジの締付管理システムであって、管理装置3が、通信可能状態にあることを示す通信確認情報I2を送信し、トルクレンチ2が、通信確認情報I2を受信してからトルク情報I1を管理装置3に送信するように構成した。
(もっと読む)
トルクレンチ
【課題】締結部材の締め付けを行うヘッド部と、締め付けの際のトルクの測定を行うセンサ部とが独立して形成されるとともに、軸の長さが異なるヘッドに対しても共通の部品として利用可能なセンサを備えるトルクレンチを提供することを目的とする。
【解決手段】本発明のトルクレンチは、手力が加えられるレバーと、前記レバーの先端部に回動軸を介して回動自在に取り付けられ、締結部材に係合するヘッド本体から後方に軸部が延出されたヘッドと、前記レバーの回動操作により前記締結部材を締付ける際の締付けトルクを電気的に検出する前記レバーに固定されたロバーバル型のロードセルと、を備え、前記ロードセルの前方に前記ヘッドを配置し、前記ヘッドの軸部を前記ロードセルに作用させてトルクを検出するようにしたことを特徴とする。
(もっと読む)
ねじ部品仮締め機およびねじ部品仮締め方法
【課題】本発明は、高速かつ正確に所定の位置にねじ部品を仮締めするとともに、ねじ込み段階において雌ねじ加工の良否検査も行うねじ部品仮締め機を提供する。
【解決手段】本発明は、回転駆動源13の回転に伴って回転するドライバビット11の先端に係合するねじSを雌ねじTに螺合して所定の位置に仮締めする方法において、一旦、雌ねじTの最下端までねじ部品をねじ込んだ後、所定の回転角ねじ戻して所定の位置に仮締めすることを特徴とする。
(もっと読む)
ねじ締めドライバユニット
【課題】本発明は、転駆動源の駆動をドライバビットに伝達する伝達軸の捻れによる反動によって、ねじに対して弛め方向の力が作用するのを防止するねじ締めドライバユニットを提供する。
【解決手段】本発明のねじ締めドライバユニット1は、回転駆動手段12と、この回転駆動手段12の駆動軸12aと一体に回転可能に連結されて先端にねじの頭部と係合可能なねじ締め工具17を有する伝達軸15と、この伝達軸15の捻れをねじ込み作業全般に渡って検出するトルクセンサ16と、このトルクセンサ16による検出データを蓄積してこの蓄積されたデータに基づいて、捻れた伝達軸15が引き起こす減衰振動を判定して、この判定結果に基づいて算出される漸減指令信号を、目標締付けトルク到達後に前記回転駆動手段12に発して伝達軸15の回転を漸減する制御ユニット20とを備える。
(もっと読む)
41 - 60 / 154
[ Back to top ]