
Fターム[3C038CA07]の内容
スパナ、レンチ、ドライバーの細部、付属具 (2,087) | 締付力制御手段(検知手段) (373) | 検知対象 (266) | 回転角の検知 (58)
Fターム[3C038CA07]に分類される特許
21 - 40 / 58
電動工具およびそのモータ制御方法
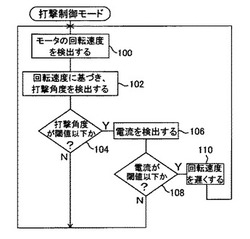
【課題】油圧発生部が1回転で複数打撃を行うタイプにおける打撃不良の継続を抑制する。
【解決手段】ステップ104で打撃角度が閾値以下かを判断し、閾値以下であればステップ106でモータの消費電流を検出する。ステップ108で消費電流が閾値以下かを判断し、閾値以下であればステップ110でモータの回転速度を遅くする。即ち、打撃不良を油圧発生部が1打撃する打撃角度およびモータの負荷トルクと比例関係にある負荷電流に基づいて判断し、打撃不良である場合にはモータの回転速度を遅くさせるので、打撃不良の継続が抑制される。従って、打撃不良が防止されるので、作業効率が良くなると共に、円滑な締め付け作業を行え、オイルパルスドライバの使い勝手が良くなる。
(もっと読む)
ねじ締め装置

【課題】ねじ孔に対するねじのかじりやねじ浮き等のねじの締付け不良を、容易かつ簡便にして比較的簡単な構成により、低コストで適正かつ確実に検出することができるねじ締め装置を提供する。
【解決手段】回転工具の回転駆動に伴う回転数や回転時間に基づく回転量を検出するための回転量検出手段32と、ねじ締め基準時点が設定された後において、前記回転工具の駆動手段を始動させてねじ締め始動時点を設定するねじ締め始動時点設定手段20と、前記回転工具に生じる負荷トルクが予め設定したトルク値に達した際のねじ締め完了時点を検出するねじ締め完了時点検出手段26と、前記ねじ締め基準時点の設定後において前記ねじ締め始動時点から前記ねじ締め完了時点までに検出された回転工具の回転量が、予め設定した基準値と比較してその許容範囲内にあるか否かを判定してねじの締付け良否を判定するねじ締め良否判定手段42とから構成される。
(もっと読む)
トルク角度レンチ
【課題】スピニング・ジャイロスコープを使用する従来の工具よりも小さく正確で寿命の長いトルク角度レンチを提供する。
【解決手段】トルク角度レンチ(100)は、ある回転角速度で締め付け角により固定具、すなわち、ボルト等にトルクを加えるハンドル(104)を備えている。発振体を振動させる回路を含む圧電ジャイロスコープセンサ装置(102)は、レンチに結合される。レンチが締め付け角度により回転すると、その角速度により振動体がその振動方向を変化させる。新たな振動パターンは、適当な検知回路によって検知され、レンチの回転角速度に強度に比例した電気信号に変換される。この電気信号は、適当な変換および表示回路によって電子的に処理され、締め付け角度を示す可視表示を提供する。そのような変換および表示回路は、レンチと一体となり、またはセンサ装置と一体ではなく接続されたアダプタ結合式の測定計器の一部となる。
(もっと読む)
ネジ締め不良監視方法
【課題】 従来のネジ締め不良検出方法は、全体的な回転時間や回転角度を測定して良否の判定を行う方法であり、予め設定された時間や回転角度が経過した後でなければ良否の判定ができない。このため、設定した時間や回転角度に到達するまでネジの締め付けが継続され、ネジやワークを破損する可能性が高まると共に、不良の判定がでるまで相当の時間が経過する。
【解決手段】 トルク設定装置を備えた動力式ねじ締め機によるネジ締め不良を監視する方法であって、ネジの締め始めから着座までの単位回転当たりの各時間を測定することにより、該単位回転当たりの各時間が設定範囲を外れた時点でねじ締め機を停止させる。
(もっと読む)
レンチ及びトルク角度警告方法
【課題】ネジ孔にネジを螺入する際のトルク、及びネジとワッシャ表面との圧着回転角度の精度を向上させることができるレンチ及びトルク角度警告方法を提供する。
【解決手段】レンチは、レンチ本体200と、レンチ本体200に設けられた電子装置300とを含む。電子装置300は、所定のトルク値410及び所定の角度値420を記憶する記憶ユニット400と、レンチ本体200のトルクを検出するトルク検出装置500と、トルクが所定のトルク値410に達すると起動し、レンチ本体200の回転角度を検出する角速度検出チップ600と、角度が所定の角度値420に達するときに警告信号を発する警告装置700とを備える。
(もっと読む)
ねじ部品仮締め機およびねじ部品仮締め方法
【課題】本発明は、高速かつ正確に所定の位置にねじ部品を仮締めするとともに、ねじ込み段階において雌ねじ加工の良否検査も行うねじ部品仮締め機を提供する。
【解決手段】本発明は、回転駆動源13の回転に伴って回転するドライバビット11の先端に係合するねじSを雌ねじTに螺合して所定の位置に仮締めする方法において、一旦、雌ねじTの最下端までねじ部品をねじ込んだ後、所定の回転角ねじ戻して所定の位置に仮締めすることを特徴とする。
(もっと読む)
固定された締め具の検査工具及び検査方法
本発明に係るネジ締め具検査方法は、取付トルク(T)及び回転角当たりの実際のトルク成長(dT/dφ)特性に関する締め付け済みのネジ締め具の状態を検証するためのネジ締め具検査方法において、試験回転間隔(Δφ)で締め具に増し締めトルクを加え、前記試験回転間隔(Δφ)の間のトルクの大きさ(T)を測定し、前記試験回転間隔(Δφ)の間の占め具の回転運動(φ)を測定し、前記試験回転間隔(Δφ)に対する回転角当たりのトルク成長(dT/dφ)を演算し、前記試験回転間隔(Δφ)の間の演算した回転角当たりのトルク成長(dT/dφ)及びトルクの大きさ(T)を、所望の目標トルクレベルまで締め付けられた時の実際の締め具の特性をそれぞれ表す所定の基準値(Tstart,KR)又は(TE,KP)と比較し、前記基準値(Tstart,KR)又は(TE,KP)を考慮して締め具の状態を承認又は非承認することを特徴とする。 (もっと読む)
ボルト締結方法及びその装置
【課題】2つの軸孔を並設された状態で形成しその各軸孔に一対の半割メタルを装着する取付けボディと軸受キャップとを3本のボルトにより締結する場合において、各ボルトの最終的な締付軸力を極力ばらつかないようにすると共に、補正値の演算処理等の負担を軽減できるボルト締結方法を提供する。
【解決手段】最初に、軸孔の両側外方のボルトA,Cをメタルクラッシュ領域を超える初期締めトルクTxまで締付け、半割メタル23のクラッシュハイトを両軸孔間に集約させ、次に、両軸孔間のボルトBによる締結を、集約されたクラッシュハイトを押し潰す過程を経た所定の締結状態になるまで行わせ、そのトルク特性から半割メタル23のメタル成分角度θcを求め、全ボルト共通の補正締付角度θc/2を演算する。次に、全ボルトA,B,Cを、各理論着座点を基準として、初期設定角度θstdに共通の補正締付角度θc/2を付加した締付角度になるまで締付ける。
(もっと読む)
ボルト締結方法及びその装置
【課題】測伸法でボルトの締結管理を行うことに妥当性があるかどうかを見極め、妥当性がある場合に限り、測伸法でボルトの締結管理を実行する。
【解決手段】ボルトの軸力が目標軸力Ffとなるようにボルトを締結する場合に、ボルトの締付途中でボルトの着座を検出し(S3)、ボルト伸び量δbが目標伸び量δfより小さい中間伸び量δ1に到達したことを検出し(S10)、ボルトの着座を検出してからボルト伸び量が中間伸び量に到達したことを検出するまでのボルトの角度 Δθを検出し、検出したボルトの角度 Δθが許容範囲内にあるときはボルト伸び量δbが目標伸び量δfに到達するまでボルトの締付けを続行し(S14〜S19)、検出したボルトの角度 Δθが許容範囲内にないときは異常時の処理を行う(S21)。
(もっと読む)
ねじの締付座面の異物有無判定装置及びその判定方法
【課題】ねじの締付け座面に異物が存在していることを締付トルクの傾き波形から抽出することで、ねじの締付け開始から終了までの何れの位置においても精度よく検出する。
【解決手段】モータ21の回転を受けて回転するナットランナ2の回転トルクを検出するトルク検出部25と、モータの回転角を検出する回転角検出部26と、トルク検出部及び回転角検出部で検出した各検出値に基づき締付回転角度に対する締付トルクの傾き波形を演算処理し、傾き波形から近似曲線と共にその近似曲線の関数を演算処理し、さらに、近似曲線の関数の2階微分値の波形を演算処理し、2階微分値の波形に変曲点が存在する場合にはねじの締付座面に異物が存在していると判定し、2階微分値の波形に変曲点が存在しない場合にはねじの締付座面に異物が存在していないと判定する演算処理装置5とを備えている。
(もっと読む)
ネジ締め不良検出装置
【課題】 動力式ねじ締め機に種々のセンサを組み込むことで、多様な機能を付与させることができるが、装置の大型化、コスト高、操作性の低下に繋がる。特に、手持ち式ドライバツールにおいては、このような問題が大きく影響する。
【解決手段】 トルク設定装置を備えた動力式ねじ締め機において、ドライバビットのクランプ部分に被せて取り付ける検出装置であって、本体ケース基部側にねじ締め機への取付部、先端部側に回転ディスクとその回転を検出するセンサを設けたセンサ基板とによって構成したロータリーエンコーダを備えた構造であり、該センサ基板は該本体ケースに固定し該ドライバビットを遊嵌させる貫通孔を備え、該回転ディスクは該本体ケースに軸受けを介して回転可能に支持すると共に該ドライバビットの多角形軸部に係合するビット挿通孔を設けることにより、該本体ケースの軸心方向に相互に対向させて配する。
(もっと読む)
パルス式打撃締付工具およびそれにおける締付不良検知方法
【課題】ネジの締付けに際し、締付不良が発生した場合、それを検知することが可能となり、締付精度の向上を図ることができ、ネジの締付についての品質の向上を図ることができるパルス式打撃締付工具を提供すること。
【解決手段】トルクセンサ(締付トルク検出手段)と、主軸の回転角度を検出する角度センサ(回転角度検出手段)と、ネジの締付けについての締付不良を判定する判定部(判定手段)とを備え、判定部は、トルク値合格範囲D1および角度値合格範囲D2に基づき、検出角度値が角度値合格範囲D2の上限値APmaxに達した時に、検出トルク値がトルク値合格範囲D1の下限値ToPminよりも小さい場合、および検出トルク値がトルク値合格範囲D1の上限値ToPmaxに達した時に、検出角度値が角度値合格範囲D2の下限値APminよりも小さい場合を、ネジの締付けについての締付不良として検知する構成とした。
(もっと読む)
ボルト締結方法及びその装置
【課題】トルク+角度法が用いられたボルト締結方法において、スナッグトルクを高めに設定するとしても、締付け軸力の変動を抑制する。
【解決手段】予め設定されたスナッグトルクTsに達するまでボルトを締付けた後、そのスナッグトルクTsに達した時点におけるボルトの締付け角度を基準として、さらに設定角度だけボルトを締付けることを前提とする。その前提の下で、スナッグトルクTsに達するまでの締付け角度の過不足分を求めるべく、スナッグトルクTsに達した時点におけるボルトの締付け角度θsbと、スナッグトルクTsにおける基準角度θsaとの角度変動差を演算し、その角度変動差を一定の基本設定角度に加算したものを新たな設定角度として、その締付け角度の過不足分を補う。
(もっと読む)
インパクト回転工具
【課題】インパクト回転工具において、工具を使用し続けることにより打撃トルクが経時変化しても、適正な締付トルクを発生することを可能とする。
【解決手段】インパクト回転工具は、モータ2でハンマ4を回転駆動し、ハンマ4の打撃トルクを加えて締付対象物を締め付ける。制御手段7は、予め設定された締付トルク設定値に応じた必要打撃数を算出し、打撃トルクの大きさの経時変化を算出することで、前記必要打撃数を補正し、打撃数が補正後の必要打撃数に達したときにモータ2を停止させる。これにより、打撃トルクが経時変化で低下しても、打撃数が補正されて締付対象物を締付トルク設定値で締め付けることが可能となる。
(もっと読む)
角度検知付き衝撃締付工具
【課題】強度的に優れると共に小型化が図れる構造を備えた角度検知付き衝撃締付工具を提供すること。
【解決手段】回転駆動源の回転力を衝撃発生装置によって間欠的な衝撃に変換し、前記衝撃力によって付与されるメインシャフトSの回転力によりネジ部材を締め付ける衝撃締付工具であって、締め付けトルクを検知するトルク検知手段10と、メインシャフトSと一体的に回転して回転角度を検知する角度検知手段20とを備え、前記角度検知手段20は、周面に多極着磁が設けられ、N極とS極の磁極が交互に配置された磁気回転ドラム21と、該磁気回転ドラム21の周面に対向配置され、該磁気回転ドラムの磁界の変化を検出する薄膜磁気抵抗効果素子からなる磁気センサ23とを備えた磁気エンコーダであることを特徴とする、角度検知付き衝撃締付工具。
(もっと読む)
回転式工具
【課題】ねじの回転角度により締付トルクを管理し、所望の締付トルクが得られた時点でモータを自動的に停止させることにより、締付トルクのばらつきを抑制する。
【解決手段】回転式工具は、モータ2の回転出力をハンマ22aに伝達しハンマ22aでアンビル22bを打撃して発生させた衝撃力をねじ締め用のツール3に伝達することによりツール3に回転力を作用させる。回転角検出手段34は、モータ2の回転角を検出する。回転角検出手段34により検出される回転角と打撃検出手段36により検出される打撃のタイミングとにより、打撃毎のツール3の回転角が推定される。締付判定手段33は、1回の打撃に対するツール3の回転角が規定された打撃毎回転角に達しない状態を規定回数検出するとモータ2の停止をモータ制御手段30に指示する。
(もっと読む)
回転式工具
【課題】締付トルクを管理し所望の締付トルクが得られるようにモータを停止させることによって、締付トルクのばらつきを抑制した回転式工具を提供する。
【解決手段】回転式工具は、モータ2の回転出力をハンマ22aに伝達しハンマ22aでアンビル22bを打撃して発生させた衝撃力をねじ締め用のツール3に伝達することによりツール3に回転力を作用させる。回転角検出手段35は、モータ2の回転角を検出する。回転角検出手段35により検出される回転角と打撃検出手段37により検出される打撃のタイミングとにより、打撃毎のツール3の回転角が推定される。着座検出手段34は、ツール3によるねじの締付時にねじの頭部が相手部材の座面に接触した着座の時点を検出し、締付判定手段33は着座後の打撃毎のねじの回転角の累積値が規定の締付トルクに相当する停止回転角に達するとモータ2の停止をモータ制御手段30に指示する。
(もっと読む)
角度測定装置
【課題】ねじ接続部を締め付けるための操作工具(50)の締め付け角度を測定するための角度測定装置(10)であって、該操作工具(50)に取り外し可能に固定される形式のものにおいて、従来技術の欠点を回避し、異なる操作工具に結合可能な次のような角度測定装置、すなわち、回転角度測定に外部の基準部を必要とせず、とりわけ基準アームを必要としない角度測定装置を提供することである。
【解決手段】回転角度を電子的に検出するための回転角度測定センサ(20)を有することを特徴とする角度測定装置。
(もっと読む)
定トルク電動ドライバー
【課題】トルクリミッタの作動に伴う伝動回転部の回転停止状態を適正に検知することができるセンサを設けて、電動モータの駆動を迅速に停止させ、各種部品等の組立て作業における生産効率の向上と製造コストの低減を容易に達成することができる定トルク電動ドライバーを提供する。
【解決手段】トルクリミッタ14を把持部ケーシング10内に回転自在に収納配置すると共に、ドライバービット22に結合されるトルクリミッタの伝動回転部20の外周面部にセンサ感知部材28を配設し、前記センサ感知部材に対応させて前記把持部ケーシング内にセンサ30を配置し、前記ドライバービットによるねじ締め作業において、前記トルクリミッタの駆動軸16側が空転してその伝動回転部20が回転停止する状態を前記センサにより検出し、前記電動モータの駆動停止制御を行う制御手段34を設けた構成からなる。
(もっと読む)
締付工具の締付能力判定装置
【課題】締付工具の締付能力を判定するとともに、締付工具がスナグトルクから締付完了するまでの角度を確認することができる締付工具の締付能力判定装置を提供すること。
【解決手段】内部に作動油3を充填し、ピストン2を配設したシリンダ状の密閉容器1と、密閉容器1に形成した雌ねじ4に螺合し、締付工具による回転締付操作によって、ピストン2を押圧操作する雄ねじ5と、密閉容器1に形成した小孔6を介して密閉容器1内の作動油3の圧力がかかるようにした締付能力判定部材7とを備えた締付工具の締付能力判定装置において、密閉容器1の雌ねじ4の周囲に、角度目盛を付した角度板8を回転調節可能に配設するとともに、雄ねじ5に、角度板8の指針9を設ける。
(もっと読む)
21 - 40 / 58
[ Back to top ]