
Fターム[3C038CC04]の内容
スパナ、レンチ、ドライバーの細部、付属具 (2,087) | 締付力制御手段(一般的作動制御手段) (201) | 検知後停止あるいは締結部材との係合を解除 (37)
Fターム[3C038CC04]に分類される特許
1 - 20 / 37
ねじ締め装置および制御方法
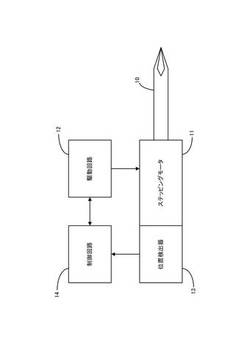
【課題】 ステッピングモータを用いて高精度のねじ締めを実現できるねじ締め装置およびその制御方法を提供する。
【解決手段】 この装置は、ビット10と、ステッピングモータ11と、入力されるPWM信号によりステッピングモータ11を駆動させる駆動回路12と、ステッピングモータ11の回転方向の位置または回転角度を検出する位置検出器13と、検出された情報から得られる回転速度が、設定された回転速度になるようにPWM信号を調整し、PWM信号により与えられる電流値から得られたステッピングモータ11のトルクが、設定されたトルクに達したか否かを判断し、達した場合に、設定されたトルクを超えないトルクを発生させる一定のPWM信号を駆動回路12に入力する制御回路14とを含む。
(もっと読む)
インパクト工具

【課題】トルクセンサエラーの検知機構を有するインパクト工具を提供する。
【解決手段】インパクト工具2は、モータ4、オイルパルスユニット(OPU)6、回転センサ3、トルクセンサ9、及び、コントローラ20を備える。OPU6は、入力軸5に入力される連続トルクのエネルギを間欠的な打撃トルクに変換して出力軸7から出力する。モータ4は、OPU6の入力軸5に連続トルクを与える。回転センサ3は、OPU6の入力軸5の回転数を計測する。トルクセンサ9は、OPU6の出力軸7に生じる打撃トルクを検知する。コントローラ20は、入力軸5の回転数の時間変化が既定の変化閾値を超えるタイミングを特定するとともに、そのタイミングを含む既定時間幅のインパクト発生期間を特定し、時間軸で隣接するインパクト発生期間の間で既定のトルク閾値以上のトルクセンサ出力を検知した場合にインパクト工具2の異常を示す信号を出力する。
(もっと読む)
ねじ締め不良防止システム及びねじ締め不良防止プログラム
【課題】ねじ締め不良が生じる事態を総合的にチェックし、締結不良品の流出防止を図ることが可能なシステム等を提供する。
【解決手段】電動ドライバー20と、電動ドライバー20によるねじ締付トルク及びねじ締付軸力を検出するトルク検出器22と、電動ドライバー20のねじ締め角度を検出する回転角検出器23と、ねじ締め箇所を検出領域として配置され、ねじ締め不良を引き起こす要因となりうる予め設定された複数の管理項目それぞれの正常異常を判断するためのデータを検出する複数のねじ締め箇所検出センサ11と、各検出センサ11からの各検出データに基づいて複数の管理項目それぞれの正常異常を判断すると共に、各検出器22,23の検出データに基づいてねじ締結状態の正常異常を判断し、異常と判断した場合、その異常が解消されるまで次工程へ移行できないように電動ドライバー20の動作制限を行う制御部35とを備えた。
(もっと読む)
ねじドライバおよび制御方法
【課題】操作を簡略化するねじドライバを得る。
【解決手段】ねじドライバの制御方法は、回転軸線15周りにねじ19を回転させるスピンドル14をモータ11により駆動するステップ、回転ねじ19の周囲に磁界を発生させるステップ、回転ねじ19により生じた磁界変調を検出するステップ、検出した変調に基づきねじ識別装置28によって動作停止基準を選択するステップ、動作停止基準が満たされた際ねじ19の回転を動作停止装置24によって停止するステップとを有する。ねじドライバは、モータ11、モータ11に連結したスピンドル14、スピンドル14の回転運動を停止するための調節可能な動作停止装置24、回転するねじ19によって生じた変調を検出する能動型磁界センサ38、能動型磁界センサ38と調節可能な動作停止装置24との間に接続するねじ識別装置28を備える。
(もっと読む)
電動締付け工具
【課題】 電動締付け工具において、被動軸の回転制御を円滑に行なう上で有効な技術を提供する。
【解決手段】 モータ111と、前記モータ111によって回転駆動される駆動軸115と、工具ビット119が装着可能な被動軸117と、駆動軸115の回転を被動軸117に伝達する減速機構113と、を備え、工具ビット119が長軸方向回りに回転動作することにより被加工材に対する固定具の締付け作業を行う電動締付け工具であって、減速機構113は、回転自在に支持されたインターナルギア123と、駆動軸115によって回転駆動される太陽ギア121と、被動軸117に連結されるとともに、太陽ギア121及びインターナルギア123に噛み合い係合しつつ当該太陽ギア121の周りを周回する遊星ギア125と、を有し、インターナルギア123の回転を制御することで被動軸117の回転を制御するインターナルギア制御手段161,171を更に有する。
(もっと読む)
締結工具システム
【課題】ボルトの軸力値が設定値となる前のボルトの降伏を抑制する。
【解決手段】締結工具1に回転自在に設けられナット125に嵌合して前記ナット125とボルト123とを締め付けるためのソケット9と、該ソケット9を回転駆動して前記ナット125に締付トルクを付与する駆動部13と、前記ボルト123に作用する軸力を検出する軸力検出部117とを備え、前記軸力が設定値となるまで前記ナット125の締め付けを行わせる締結工具システム1において、前記駆動部13の駆動制御によって前記締付トルクを制御するコントローラ5と、前記締付トルクを検出するトルク検出部119とを設け、前記コントローラ5が、前記締付トルクと前記設定値となる前の軸力とに基づく前記ボルト123の応力が降伏応力に達するときに前記締付トルクの増加を停止する。
(もっと読む)
電動回転工具の駆動制御装置
【課題】クラッチ機構を備えた電動回転工具において、ドライバービット等を結合する電動回転工具の出力軸の回転停止状態を所要のセンサにより検出し、このセンサの検出信号に基づいて電動モータの駆動停止制御を行うことにより、前記クラッチ機構のクラッチ動作とは無関係に電動回転工具の適正なねじ締め駆動制御を達成することができる電動回転工具の駆動制御装置を提供する。
【解決手段】クラッチ機構16を備えた電動回転工具からなり、電動回転工具の回転出力軸18の外周の一部にセンサ感知部材30を設け、前記センサ感知部材に対向してその外周部に前記センサ感知部材が前記回転出力軸と共に回転および停止する状態を検出するセンサ32を設け、前記ドライバービット20によるねじ締め作業において、ねじ締めの完了に伴う前記回転出力軸の回転停止状態を前記センサにより検出し、前記クラッチ機構のクラッチ動作とは無関係に電動モータの駆動停止制御を行う制御手段36を設けた構成からなる。
(もっと読む)
トルクレンチ
【課題】半自動式のトルクレンチにおいて、二度締め作業を未然に防止し、誤って締付完了信号が出力されることを防止できるトルクレンチを提供する。
【解決手段】仮締め付けトルク値までは電動モータによりボルト等の締結体を締め付け、その後はトルクレンチ本体による手動操作による締め付けを行い、トグル機構が作動するとトグル作動検知スイッチが作動して、駆動制御回路から締付け完了信号を出力する通常のねじ締め動作において、前記電動モータの起動時に設定した起動電流マスク時間の経過後、前記仮締めトルク値に到達するまでの間に設定した2度締め監視時間内に前記仮締めトルク値に相当するモータの通電電流を検出すると2度締めと判定し前記電動モータを停止させる。
(もっと読む)
電動ドライバ、電池パックおよび残容量検出システム
【課題】使用環境に影響されることなく、正確に電池の過放電状態を検出できるようにする。
【解決手段】電動ドライバにおいて、ねじ等をねじ込むシャフト、もしくはシャフトと接続されるモータ部にひずみゲージを設置し、シャフトのねじれが低下した場合には、電池の残容量が減少しているものとして過放電状態を検出する。過放電状態の検出は、ねじれ量に応じて検出される抵抗を基に得た電圧値等の検出値と、所定のしきい値とを比較することにより判断される。電池の残容量が多い場合は発生トルクが大きく、シャフトのモータ部に連結する部分に生じるシャフトを回転させるための駆動力と、シャフトのねじと接する部分に生じる反発応力とによりシャフトにねじれが生じる。このような実際に生じるねじれを基に電池の残容量の状態を判断することで、正確に電池の状態を把握することができる。
(もっと読む)
ボルト締結方法及びその装置
【課題】ボルト軸力をボルト伸び量で管理する測伸法において、目標軸力を精度よく安定して達成し、ボルト軸力が目標軸力に到達していない締結力不足の締結構造体の生産を未然に回避する。
【解決手段】着座後のボルト伸び量δが目標伸び量δfに到達するまでボルトを締め付けた後(S5)、該ボルトを着座前の状態まで弛め(S10)、弛めた後のボルト長さL2と締付前のボルト長さL0との間の変化量 ΔLが所定の許容範囲A内にあるか否かを判定し(S13)、許容範囲A内にあるときは、当該ボルトを用いて着座後のボルト伸び量が目標伸び量に到達するまでボルトを締め付け(S15)、許容範囲内にないときは、当該ボルトを用いての締付けを中止する(S23)。
(もっと読む)
SMA形コネクタ締付け工具
【課題】狭小空間において、通常のトルクレンチでは締付け困難或いは不可能な状況でも締付け可能であり、単純でコンパクトな構造のコネクタ締付け工具を提供すること。
【解決手段】トルクユニット9のボール機構9aと係合可能な窪み7a−7dを有するとともに、本体外郭部1、2と摺動可能に嵌合する溝部8とコネクタの多角ねじ頭部を挟持嵌合する形状の開口部6を有するコネクタ挟持部3、4と、コネクタ挟持部3、4の溝部8と摺動可能に嵌合する円環状部材を2分割し、各端部を開閉自在にヒンジ結合した本体外郭部1、2と、所定のトルク値においてコネクタ挟持部3、4の溝部8に設けた窪みとの係合がはずれるボール機構9aを有するトルクユニット9と、を含む締付け工具である。
(もっと読む)
手動ドライバ及びそれを使用したディスク・ドライブ装置の分解方法
【課題】手動ドライバの使用において、設定をこえるスラスト力がネジに加えられないようにする。
【解決手段】本発明の一実施形態の手動ドライバ1は、ネジに与えうる最大スラスト力を規定する機構を有している。手動ドライバ1は、ドライバ・ビットを有するドライバ・シャフト11と、そのドライバ・シャフトを収容し、使用者が把持するオーバーグリップ12とを有している。使用者が設定以上のスラスト力を与えると、ドライバ・シャフト11とオーバーグリップ12とを固定するラッチ・シャフト13a〜13cのラッチが解除され、オーバーグリップがスラスト方向に移動する。これにより、使用者は過度のスラスト力を加えていることを知ることができる。
(もっと読む)
トルクレンチ
【課題】半自動式のトルクレンチにおける駆動源を電動モータとして使い勝手が良いトルクレンチを提供する。
【解決手段】半自動式トルクレンチの駆動源にブラシレスモータを使用し、駆動電源への接続でCPUからなる制御回路部10を直接起動させ、制御回路部10が主電源スイッチのオンを検知すると、遅れてモー12の駆動回路部5に電流を通してモータ12を回転させてネジを仮締めする。そして、設定している仮締付完了状態に到達してから第1タイマーT1の経過後に駆動回路5の通電を停止させてモータ12を自動停止させ、同時に仮締付完了LED8Gをトグル作動スイッチ8Gがオンするまで点滅させると共に第2タイマーT2をスタートさせ、第2タイマーT2の経過後に本締付完了を示すトグル作動スイッチ11の信号の有無で本締付未完了LED8Rの点灯、消灯を制御する。
(もっと読む)
締付トルクレンチ
【課題】ボルト・ナットの締付トルクが精度よく設定トルク値にでき、しかも消耗品が安価で且つ正確に設定トルク値になるように製造できる、締付トルクレンチを提供する。
【解決手段】締付トルクレンチはレンチ本体とソケット2と係止部材3とからなり、ソケット2にはレンチ本体の回動軸の軸端部1bを脱着自在に嵌入できる軸穴2bと、締付けるボルト・ナットを嵌入する嵌合穴2aと、軸穴2bに対して直角に貫通した連通孔2cとがあり、レンチ本体の回動軸の軸端部1bに直角に貫通する連通孔1eを設け、係止部材3の左右には小径の小断面積部分3aを設けていて、ソケット2の軸穴2bに挿入した後、各連通孔2c,1eに係止部材3を挿入し、回動軸が回転して設定トルク値となると係止部材3の小断面積部分3aが破断して締付けを設定トルク値でもって終了させる。
(もっと読む)
ボルト又はナットの緩め方法及び装置
【課題】ボルトの緩め作業の際に、ねじ切り口を潰してしまう不具合を回避する。
【解決手段】ロボット12のアームに支持されたナットランナ16とによって、ボルト22のねじ頭に対するソケット18の位置合わせ、ソケット18のボルト22への押付け、ソケット18の回転駆動が、自動的かつ正確に行われる。又、振動センサ20は、ナットランナ16を介して、おねじのねじ山端部とめねじのねじ山端部とが衝突して発生する振動を検出する。おねじとめねじとを軸方向に押圧した状態で緩め方向にボルト22を回転させる。この緩め作業が進行して、おねじのねじ山端部とめねじのねじ山端部とが衝突して発生する振動の発生を受けて、緩め作業の完了を正確に把握する。そして、おねじとめねじとの相対回転を、直ちに停止することにより、ねじ切り口を潰してしまうことなく、ボルト22の緩め作業を確実に行うことができる。
(もっと読む)
定トルク電動ドライバー
【課題】トルクリミッタの作動に伴う伝動回転部の回転停止状態を適正に検知することができるセンサを設けて、電動モータの駆動を迅速に停止させ、各種部品等の組立て作業における生産効率の向上と製造コストの低減を容易に達成することができる定トルク電動ドライバーを提供する。
【解決手段】トルクリミッタ14を把持部ケーシング10内に回転自在に収納配置すると共に、ドライバービット22に結合されるトルクリミッタの伝動回転部20の外周面部にセンサ感知部材28を配設し、前記センサ感知部材に対応させて前記把持部ケーシング内にセンサ30を配置し、前記ドライバービットによるねじ締め作業において、前記トルクリミッタの駆動軸16側が空転してその伝動回転部20が回転停止する状態を前記センサにより検出し、前記電動モータの駆動停止制御を行う制御手段34を設けた構成からなる。
(もっと読む)
ナット締め方法および組立て体の製造装置
【課題】本発明は、ナット噛み発生の検出を目視によることなく確実に得られ、信頼性の向上を図れるナット締め方法と、このナット締め方法を用いて組立て体を製造する組立て体の製造装置を提供する。
【解決手段】ナット締め方法は、仮締め工程と、本締め工程とを備え、仮締め工程は、ドライバ4の回転速度を検出し回転速度が所定値以上あるか否かを判断する第1の工程と、この第1の工程でドライバの回転速度が所定値以上ある場合、その回転速度が所定時間以上を継続して行われているか否かを判断して、所定時間以上を継続した場合に本締め工程へ進み、所定時間以下の継続である場合に第1の工程に戻るループを一定周期で形成するとともに、ドライバの回転速度が所定値以下の場合に、仮締め工程開始からの時間が所定時間以上であるか否かを判断して、仮締め工程開始からの時間が所定時間以上を経過したとき、ナット噛み異常に対応して動作する第2の工程とを具備する。
(もっと読む)
使い捨て部分を有する半自動のトルク制限装置及び方法
【課題】トルク制限装置と方法とを提供すること。
【解決手段】ヘッドと、スピンドルと、ハンドルとを有する装置で、ハンドルは、スピンドルによりヘッドに回転可能に取り付けられている。ハンドルとヘッドとは、接触面で接続されている。この装置は、スピンドルからずれヘッドの一部分を占めるように構成されているヘッドの軸方向孔と、スピンドルからずれトルク制限挿入体を受容するように構成されているハンドルの軸方向孔をさらに有している。ハンドルに対して第1の回転位置にあるヘッドに応じて、ヘッド及びハンドルの軸方向孔は協働して整列して配列されて、トルク制限挿入体は接触面を横断し、ヘッドの軸方向孔の中に入る。ヘッドとハンドルとは、トルク制限挿入体を介して回転が結合している。ヘッドとハンドルとは、接触面を横断しトルク制限挿入体に対するせん断限界を超えるせん断力に応じて、結合解除される。
(もっと読む)
磁気トルク制限装置並びにトルク計
【課題】本発明はトルク制限装置を提供する。
【解決手段】トルク制限装置(10)において、第1の端部が、留め具(12)に係合し、第2の端部が、付与されたトルクを受け、付与されたトルクが所定の限度未満であるとき、磁気トルク制限部材が、付与されたトルクを第2の端部から第1の端部に伝達して第1の端部を第2の端部に関連して回転させる。
(もっと読む)
ボルト・ナット電動締付機
【課題】シャーワッシャを具えたワンサイドボルトを所定トルクで一次締めした電動締付機の電流値による締付状態識別方法を提供する。
【解決手段】起動スイッチをONにしたときの電流値の急上昇直後の急下降を検出し、ナット締付け開始による電流値の上昇があってから、電流値が急下降した場合において、これをワッシャの内向きフランジが剪断されたと判断し、次に電流値が一次締めトルクに対応する値になれば、モータを停止する。
(もっと読む)
1 - 20 / 37
[ Back to top ]