
Fターム[3C043CC04]の内容
Fターム[3C043CC04]に分類される特許
61 - 80 / 471
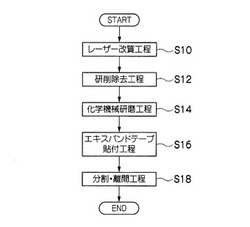
半導体基板の切断方法及び半導体基板の切断装置
【課題】安定した品質のチップを効率よく得ることができる。
【解決手段】レーザー光をウェハW内部に照射して、ウェハWの表面から略60μm〜略80μmの深さに切断ラインLに沿って改質領域を形成し(ステップS10)、ウェハWの表面から略50μmの基準面までウェハWを裏面から研削する(ステップS12)。このとき、改質領域内のクラックが、基準面とウェハW表面との間に進展される。その後、研削によりウェハWの裏面に形成された加工変質層が除去され、ウェハW裏面が鏡面加工され(ステップS14)、ウェハW裏面にエキスパンドテープが貼付され(ステップS16)、エキスパンドテープが外側へ拡張されると、ウェハWが切断ラインで破断されてチップTに分割される(ステップS18)。
(もっと読む)
研磨装置

【課題】研磨装置のメンテナンス周期を延ばすことができるとともに、装置を大型化すること無くメンテナンス作業者への負担を軽減する。
【解決手段】基台11の長手方向一側にワーク供給テーブル20を設け、基台11の長手方向他側かつ基台11の短手方向外側にワーク研磨機構30を設け、基台11の長手方向他側に研磨ゴミ受け17を設け、基台11の上方に当該基台11から所定の間隔をもってワーク懸垂梁14とレール41とを設け、レール41に移動自在に角柱状シリコンインゴットWKを懸垂支持して角柱状シリコンインゴットWKをワーク供給テーブル20とワーク研磨機構30との間で移動させるワーク移動機構40を設けた。
(もっと読む)
研削装置
【課題】 サファイア基板等に破損が生じる前に研削加工を停止可能な研削装置を提供することである。
【解決手段】 被加工物を保持するチャックテーブルと、該チャックテーブルに保持された被加工物を研削する研削砥石を有する研削ホイールが回転可能に装着された研削手段とを備えた研削装置であって、該研削手段は、該研削ホイールが連結されるスピンドルを回転可能に支持するスピンドルハウジングと、該スピンドルハウジングに装着された振動測定手段と、該スピンドルハウジングを支持し該チャックテーブルに対して該スピンドルハウジングを接近及び離反させる方向に移動する研削送り手段と、該振動測定手段から出力される振動情報を受信する受信部と、異常な振動情報が予め記録されている異常記録部と、該受信部が受信した振動情報と該異常記録部に登録された該異常な振動情報とに基づいて該受信部が受信した振動情報の異常を検出し、該研削送り手段を制御する制御部とを有する制御手段と、を具備したことを特徴とする。
(もっと読む)
インゴットブロックのクランプ装置およびそれを用いて研削砥石軸に軸承された砥石の研削開始点位置を補正する方法
【課題】 磨耗した研削砥石でワークを研削加工しても所望寸法の加工ワークが得られるように、砥石の研削開始点位置を補正する方法の提供。
【解決手段】 ワークを主軸台7aとタッチセンサー7tを備える心押台7bとよりなるクランプ装置7で挟持し、このクランプ装置に挟持されたインゴットブロックを砥石10gにより円筒研削加工または面取り加工するにおいて、砥石の磨耗量に応じて研削砥石軸の前進移動を行って砥石を研削開始点位置まで移動させる砥石の研削開始点位置補正方法。
(もっと読む)
加工装置
【課題】4個の加工手段を備えた加工装置を小型に構成することができる加工装置を提供する。
【解決手段】4個の加工手段支持機構6a、6b、6c、6d、に少なくとも5個のチャックテーブル4a、4b、4d、4e、のうちの4個のチャックテーブルに対応して配設された4個の加工手段7a、7b、7c、7d、と、4個の加工手段をそれぞれチャックテーブル3の保持面に対して垂直な方向に移動せしめる4個の加工送り手段8a、8b、8c、8d、と、ターンテーブルを回動して4個のチャックテーブル3を4個の加工送り手段による加工領域に位置付けた状態において余りのチャックテーブルに被加工物を搬入・搬出する搬入・搬出領域と、を具備している。
(もっと読む)
加工装置
【課題】4個の加工手段を備えた加工装置を小型に構成することができる加工装置を提供する。
【解決手段】加工装置は、中心部に開口を備え回転可能に配設されたターンテーブルと、ターンテーブルに正多角形の頂点の位置に配設され被加工物を保持する保持面を備えた少なくとも5個のチャックテーブルと、ターンテーブルの該開口を挿通して立設された支柱と、支柱に少なくとも5個のチャックテーブルのうちの4個のチャックテーブルに対応して配設された4個の加工手段と、4個の加工手段をそれぞれチャックテーブルの保持面に対して垂直な方向に移動せしめる4個の加工送り手段と、ターンテーブルを回動して4個のチャックテーブルを4個の加工送り手段による加工領域に位置付けた状態において余りのチャックテーブルに被加工物を搬入・搬出する搬入・搬出領域とを具備している。
(もっと読む)
加工装置
【課題】複数の加工領域に配設された複数の加工手段による加工の際に発生する飛沫が隣接する加工領域に飛散するのを防止すことができる加工装置を提供する。
【解決手段】ターンテーブルの上面には複数のチャックテーブルが配設された領域を仕切り回転軸心から半径方向に延在し複数のチャックテーブルの高さより高く形成された仕切り板が配設され、複数の加工手段にはそれぞれターンテーブルに配設された複数のチャックテーブルが各加工領域に位置付けられた状態で仕切り板の上面と対向する下面を有する壁を備えたカバー手段が配設されており、ターンテーブルに配設された複数のチャックテーブルが各加工領域に位置付けられた状態で仕切り板の上面とカバー手段の壁の下面との間をシールするシール機構を備えている。
(もっと読む)
研削方法
【課題】 ウエーハの破損を抑制可能なリチウムタンタレイト又はリチウムナイオベイトからなるウエーハの研削方法を提供することである。
【解決手段】 表面に複数のデバイスが形成されたデバイス領域と該デバイス領域を囲繞する外周余剰領域とを備えたリチウムナイオベイト又はリチウムタンタレイトからなるウエーハを研削する研削方法であって、ウエーハの表面に保護テープを貼着する貼着ステップと、該保護テープが貼着されたウエーハの表面を該保護テープを介してチャックテーブルで保持する保持ステップと、該チャックテーブルで保持されたウエーハの裏面に、研削砥石がウエーハの回転中心を通過し且つ該研削砥石の外周縁が該デバイス領域の外周を通過する外径を有する研削ホイールを回転させつつ当接させて、該デバイス領域に対応するウエーハの裏面を研削して円形凹部を形成するとともに、該円形凹部の外周側に該外周余剰領域を含む環状凸部を形成する研削ステップと、を具備したことを特徴とする。
(もっと読む)
研削前板状ガラス素材及び情報記録媒体用ガラス基板の製造方法
【課題】第1面と第2面とを表面研削装置を用いて同時に研削する際に両面の削り量を略一致させることができる研削前板状ガラス素材及び情報記録媒体用ガラス基板の製造方法の提供を目的とする。
【解決手段】本発明の研削前板状ガラス素材の第1面の被研削加工部は、その表面粗さ(Ra)が0.1μm以上、2.0μm以下の範囲になるように構成され、第2面の被研削加工部は、その表面粗さ(Ra)が0.1μm以上、3.0μm以下の範囲で、且つ、前記第1面の表面粗さ(Ra)の1.2倍以上で3.0倍以下になるように構成されている。
(もっと読む)
ウエーハの研削方法
【課題】研削加工時間を短縮するとともにハンドリング中にウエーハの破損する恐れを低減が可能なウエーハの研削方法を提供する。
【解決手段】ウエーハの裏面を研削して円形凹部を形成するとともに該円形凹部を囲繞する環状凸部を形成するウエーハの研削方法であって、#320番以上#400番以下の砥粒を含む第1研削砥石でウエーハの裏面を研削して第1円形凹部114とそれを囲繞する環状凸部116を残存させる第1研削ステップと、#1000番以上#2000番以下の砥粒を含む第2研削砥石を該第1円形凹部の外周壁より内側に位置付けて、該第1円形凹部の底面を研削して第2円形凹部114Aを形成する第2研削ステップと、#3000番以上の砥粒を含む第3研削砥石を該第2円形凹部の外周壁より内側に位置付けて、該第2円形凹部の底面を研削して第3円形凹部114Bを形成する第3研削ステップと、を具備したことを特徴とする。
(もっと読む)
研削方法
【課題】被加工物が硬質材からなる場合においても加工時間を短縮することができる研削方法を提供する。
【解決手段】被加工物10に対して透過性を有するレーザー光線31bを照射することで被加工物10の研削仕上げ厚みTに至らない裏面101側に脆弱層102a等を形成し、その後、研削砥石を有する研削手段を用いて脆弱層102a等が形成された被加工物10の裏面101を研削仕上げ厚みTまで研削して薄化する。被加工物10の裏面101側に脆弱層102a等を形成した後に研削を行うようにしたため、硬質材からなる被加工物10の研削が容易となり、従来よりも研削に要する時間を短縮することができる。
(もっと読む)
平行度確認治具
【課題】吸引保持パッドの吸着面とチャックテーブルの保持面との平行度が許容範囲であるか否かを容易に確認することができる平行度確認治具を提供する。
【解決手段】被加工物を保持する保持面を有するチャックテーブルと、チャックテーブルに保持された被加工物を加工する加工手段と、下面に被加工物を吸引保持する吸着面を有する吸引保持パッドを備えチャックテーブルに被加工物を搬入または搬出する搬送手段とを具備する加工装置における、吸引保持パッドの吸着面とチャックテーブルの保持面との平行度を確認する平行度確認治具あって、第1の厚みを有する第1の厚み確認部と第2の厚みを有する第2の厚み確認部とを具備し、第1の厚み確認部の第1の厚みは該吸引保持パッドを基準待機位置に位置付けた状態においてチャックテーブルの保持面と吸引保持パッドの吸着面との基準間隔に設定されており、第2の厚み確認部の第2の厚みは第1の厚みより僅かに厚い許容できる平行度の上限値に設定されている。
(もっと読む)
研削装置
【課題】移動基台に装着された研削手段の原点位置を検出する際に、原点位置検出センサーの脱落等に起因して移動基台に装着された研削手段が暴走するのを防止する。
【解決手段】研削手段の原点位置を検出する際には、研削送り手段のサーボモータを逆転駆動し研削手段が装着された移動基台を離反規制位置検出手段に達するまで上昇移動して離反規制位置に位置付けた後、サーボモータを正転駆動して移動基台を離反規制位置から下降移動し、原点位置検出センサーが遮光信号を出力した場合には原点位置調整工程を実施し、移動基台の下降移動時において移動量検出手段からの検出信号に基づいて移動基台の移動量が離反規制位置から原点位置までの距離に達しているにも拘わらず原点位置検出センサーが遮光信号を出力しない場合には表示手段に異常表示するとともに、研削送り手段の該サーボモータを停止する。
(もっと読む)
ワークの研削方法
【課題】割れ易い方向を有する電子部品素子が集合されているワークの厚みをインフィード研削により薄くすることができ、しかも電子部品素子の割れや欠けが生じ難い、ワークの研削方法を提供する。
【解決手段】回転駆動されるチャックテーブル12の回転中心Oがワーク6の下面の外側に位置するようにチャックテーブル12上にワーク6を配置し、チャックテーブル12を回転させつつ、ワーク6の上面に、チャックテーブル12と同一方向に回転駆動されている研削ホイール13を当接させ、ワーク6を上面から研削する、ワークの研削方法。
(もっと読む)
研削盤
【課題】難削材基板の研削時に基板を高精度で研削すると共に、高い剛性を有する。
【解決手段】研削盤(10)は、多角形をなすよう配列された少なくとも三つのリニアガイド(31〜33)と、これらリニアガイドに沿って摺動可能に取付けられたサドル(34)と、サドルの下端に取付けられていて、サドルの摺動方向回りに回転可能な研削ホイール(36)と、研削ホイールに対面して配置されていて、基板(W)を保持しつつ回転可能なチャック(29)と、を具備し、研削ホイールが基板を研削する研削部位(B)がリニアガイドにより形成される多角形の重心に対応する位置に配置されている。さらに、研削ホイールをチャックに向かって送込む研削送り部(37、38)を具備し、研削ホイールを送込む送込み方向は、研削ホイールが基板を研削する研削部位と重心とを結ぶ直線上に在るのが好ましい。
(もっと読む)
研削方法
【課題】 バンプが形成されたウエーハでも加工品質の悪化を防止し、平坦化を可能とする研削方法を提供することである。
【解決手段】 複数のバンプが形成されたバンプ形成領域と該バンプ形成領域を囲繞する外周バンプ未形成領域とを表面に有するウエーハの裏面を研削する研削方法であって、ウエーハの表面に保護テープを貼着する貼着ステップと、該保護テープが貼着されたウエーハの表面を該保護テープを介してチャックテーブルで保持する保持ステップと、該チャックテーブルで保持されたウエーハの裏面に、研削砥石がウエーハの回転中心を通過し且つ該研削砥石の外周縁が該バンプ形成領域の外周を通過する外径を有する研削ホイールを回転させつつ当接させて、該バンプ形成領域に対応するウエーハの裏面を研削して円形凹部を形成するとともに、該円形凹部の外周側に該外周バンプ未形成領域を含む環状凸部を形成する研削ステップと、を具備したことを特徴とする。
(もっと読む)
半導体製造装置および半導体装置の製造方法
【課題】歩留まりに優れた半導体装置を製造する半導体製造装置および半導体装置の製造方法を提供する。
【解決手段】半導体製造装置は、ウェハ100の載置領域が設けられている枠体102と、上面視において、載置領域の外側かつ載置領域の周縁部に沿って枠体102に設けられており、研削屑または研磨屑を吸引する吸引部(吸引孔104)と、ウェハ100の上面を吸引する輸送チャックと、を備える。
(もっと読む)
ばね研削装置及びばね研削方法
【課題】圧縮コイルばねのコイル長を従来より容易に一定値に集束させることが可能なばね研削装置及びばね研削方法を提供する。
【解決手段】本発明のばね研削装置10では、検出コイル長Hが、上限値Ha未満かつ規定中間値Hbより大きい場合は、砥石昇降用モータ14A,14Bにより特定補正量Jだけ砥石端面間距離Lが狭められると共に、検出コイル長Hが、規定中間値Hb未満である場合は、砥石端面間距離Lの現状が維持される。つまり、検出コイル長Hの増量分が一定の基準量(特定補正量J)に到達するまでは現状を維持する一方、到達したらその基準量に略等しい増量分を0にリセットするように砥石端面間距離Lを補正し、その補正方向は砥石端面間距離Lを狭くする方向のみとなる。これにより、ワーク90のコイル長を従来より容易に一定値に集束させることが可能になる。
(もっと読む)
加工方法
【課題】如何なる外形の被加工物でも保持テーブルに直接吸引保持して加工を施すことができる加工方法を提供する。
【解決手段】保持テーブル70の保持面73に貼着した粘着シート5上に被加工物1を載置し、この被加工物1の外形縁に沿って粘着シート5を切断して、粘着シート5を、保持面73の被加工物対応領域73Aに対応する部分5Aと、外側領域73Bに対応する部分5Bとに分離する。次いで、粘着シート5の被加工物対応領域73Aに対応する部分5Aを除去し、被加工物対応領域73Aに被加工物1を対応させて直接載置する。次いで被加工物1を保持面73に吸引保持して加工を施す。
(もっと読む)
板状被削物の加工及び剥離方法
【課題】
【発明が解決しようとする課題】
本発明は、ウエハなどの板状の被削物を研削・研磨などの方法により薄化する際に、割れや欠けなく安定して加工できるウエハの固定方法の提供することを課題とする。
【解決手段】
すなわち本発明は、板状の被削物を研削・研磨で厚みを低減する方法において、主面を粘着テープ、側面(外周部)を(A)多官能(メタ)アクリレート、(B)単官能(メタ)アクリレート、及び(C)重合開始剤からなるアクリル系樹脂組成物の紫外線硬化型接着剤で固定することを特徴とする。
(もっと読む)
61 - 80 / 471
[ Back to top ]