
Fターム[3C043CC04]の内容
Fターム[3C043CC04]に分類される特許
41 - 60 / 471
平面研削方法
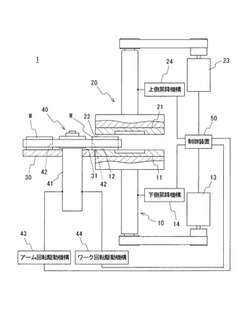
【課題】立形両頭平面研削盤を用いてワークを研削する際に、ワークと定盤とが接触することを確実に防止して研削精度や砥石寿命を向上させることができる平面研削方法を提供する。
【解決手段】ワークWを研削する際に、まず、下側砥石11の研削面12を、定盤上面31よりも上方となるように位置決めするとともに、上側砥石21の研削面22を、下側砥石11の研削面12との間にワークWを搬入できる間隔を空けて位置決めする。ついで、移載アーム40を回転させることで、ワークWを下側砥石11の研削面12と上側砥石21の研削面22との間に搬入する。ついで、下側主軸10を上方に移動させるとともに、上側主軸20を下方に移動させ、ワークWの上下面を研削する。そして、下側主軸10を元の位置に戻し、ワークWを定盤上面31へと搬出する。
(もっと読む)
透明板状物のエッジ検出装置及び研削装置

【課題】 透明板状物の外周エッジを的確に検出できるエッジ検出装置を提供することである。
【解決手段】 第1面及び該第1面と反対側の第2面を有する透明板状物のエッジを検出するエッジ検出装置であって、透明板状物より小さい支持面を有し該支持面で透明板状物の該第1面側を支持する支持台と、該支持面より下方に配設されて該支持台で支持された透明板状物の該第1面に向かって光を照射する光源と、該光源と該支持面との間に配設されて該光源から透明板状物の外周エッジに照射される光を遮光するとともに、該支持台を囲繞する透明板状物のサイズより小さい開口を備え、該開口を通して該光源から照射された光の一部を透明板状物に照射するマスク部と、該支持面に対面して配設されて該光源からの光が照射された透明板状物の第2面側を撮像する撮像手段と、該撮像手段で撮像された撮像画像に基づいて透明板状物の外周エッジを検出するエッジ検出部を有する制御手段と、を具備したことを特徴とする。
(もっと読む)
基板の研磨装置
【課題】被研磨物を保持するワークキャリアと定盤との視認性を向上することにより、被研磨物をワークキャリアに設けられた保持孔にセットする作業性を向上できる基板の研磨装置を提供すること。
【解決手段】本発明に係る基板の研磨装置は、上面に第1の研磨体が配置された下定盤と、該下定盤の上方に上下動自在に支持され、下面に第2の研磨体が配置された上定盤と、第1,第2の研磨体間に配置され、ワークを保持可能な保持孔を有するワークキャリアと、上定盤及び下定盤を、軸線を中心として回転駆動する駆動装置と、ワークキャリアを回転駆動するワークキャリア駆動装置と、を具備し、第1の研磨体は、着色剤により着色されている。
(もっと読む)
研磨装置
【課題】被加工物を保持するチャックテーブルの温度分布を制御して被加工物の厚みを所望の厚みに形成することができる研磨装置を提供する。
【解決手段】被加工物を保持するチャックテーブルと、チャックテーブルに保持された被加工物を研磨する研磨パッドを備えた研磨手段とを具備する研磨装置であって、チャックテーブルは、被加工物を保持する保持面を有する保持テーブルと、保持テーブルを支持する支持部材とを備え、支持部材には中心部から外周に向けて渦巻状に形成された流体通路が設けられており、流体通路に温度制御流体を供給し保持テーブルの中心部から外周部における温度分布を制御する制御流体供給手段を具備している。
(もっと読む)
研削装置
【課題】被加工物を外周部に環状の凸部を残して凹部に研削することができるとともに、被加工物の全面を研削することができる研削装置を提供する。
【解決手段】研削手段をチャックテーブル6の保持面に対して相対的に平行に移動しチャックテーブル6に保持された被加工物10の全面を研削する第1の研削位置と、被加工物10を外周部に環状の凸部を残して凹部に研削する第2の研削位置に位置付ける位置きめ手段を具備し、研削砥石332の環状の研削帯域の外径は被加工物10の半径より大きく、研削すべき凹部の直径より小さく設定され、研削砥石332の環状の研削帯域の内径は研削すべき凹部の半径より小さく設定されており、環状の研削帯域の幅は研削砥石332が第1の研削位置および第2の研削位置のいずれに位置付けられた状態においても環状の研削帯域がチャックテーブルに保持された被加工物10の回転中心を通過する寸法に設定されている。
(もっと読む)
研削装置
【課題】中心から外周に向けて徐々に厚くなるように保護膜を被覆する保護膜被覆機構を備えるとともに、被加工物を均一な厚みに研削することができる研削装置を提供する。
【解決手段】被加工物10を保持する円錐状の保持面を備えたチャックテーブル532と、研削手段と、研削送り手段と、支持面に液状樹脂を滴下し被加工物を回転させて支持面に保護膜210を被覆する保護膜形成手段とを具備する研削装置であって、保護膜210の厚みを計測する厚み計測手段と、対面態を調整する対面状態調整手段と、保護膜210の厚み情報を記憶するメモリを備え、厚み情報に基づいて対面状態調整手段を制御する制御手段とを具備し、制御手段は、保護膜210の厚み情報に基づいて保護膜210の外周から中心に至る勾配を求め、外周から中心に至る勾配とチャックテーブル532の円錐状の保持面における外周から中心に至る勾配に基づいて対面状態調整手段を制御する。
(もっと読む)
硬質基板の研削方法
【課題】 硬質基板を損傷させることなく研削可能な硬質基板の研削方法を提供することである。
【解決手段】 硬質基板の研削方法であって、チャックテーブルの保持面で硬質基板を保持する保持工程と、該チャックテーブルを研削位置に位置づける位置付け工程と、研削送り手段を作動して所定の研削送り速度で該チャックテーブルに保持された硬質基板に研削砥石を接触させる際、研削水の供給を停止して乾式で硬質基板を僅かに研削する乾式研削工程と、該乾式研削工程に引き続き、研削水供給手段を作動して研削水を供給しながら硬質基板を研削する湿式研削工程と、硬質基板が所望の厚みに達した際研削を終了する研削終了検出工程と、を具備したことを特徴とする。
(もっと読む)
硬質基板の研削方法
【課題】 硬質基板を損傷させることなく研削可能な硬質基板の研削方法を提供することである。
【解決手段】 硬質基板の研削方法であって、チャックテーブルの保持面で硬質基板を保持する保持工程と、研削送り手段を作動して該チャックテーブルに保持された硬質基板の上面より研削砥石の研削面が僅かに下になる様に研削手段を位置づける研削手段位置付け工程と、該研削ホイールを回転させるとともに位置付け手段を作動して該チャックテーブルを回転させながら該チャックテーブルを研削位置まで移動する移動工程と、該研削送り手段を作動して所定の研削送り速度で該チャックテーブルに保持された硬質基板を研削する研削工程と、硬質基板が所望の厚みに達した際研削を終了する研削終了検出工程と、を具備したことを特徴とする。
(もっと読む)
硬質基板の研削方法
【課題】 硬質基板を損傷させることなく研削可能な硬質基板の研削方法を提供することである。
【解決手段】 硬質基板の研削方法であって、チャックテーブルの保持面で硬質基板を保持する保持工程と、該チャックテーブルを研削位置に位置づける位置付け工程と、研削送り手段を作動して第1の研削送り速度で該チャックテーブルに保持された硬質基板に研削砥石を接近させ、研削砥石が硬質基板に接触した瞬間を研削送り手段のモータの負荷電流値の変化にによって検出する接触検出工程と、該接触検出工程によって該研削砥石と硬質基板との接触を検出した後直ちに該研削送り手段を作動して該研削砥石を硬質基板から離反させる離反工程と、該研削送り手段を作動して該第1の研削送り速度よりも遅い第2の研削送り速度で該研削砥石を研削送りしながら該チャックテーブルに保持された硬質基板を研削する研削工程と、硬質基板が所望の厚みに達した際研削を終了する研削終了検出工程と、を具備したことを特徴とする。
(もっと読む)
硬質基板の研削方法
【課題】 硬質基板を損傷させることなく研削可能な硬質基板の研削方法を提供することである。
【解決手段】 硬質基板の研削方法であって、硬質基板の研削すべき面を荒らす面荒らし工程と、硬質基板の荒れた面が露出するようにチャックテーブルの保持面で硬質基板を保持する保持工程と、該チャックテーブルを研削位置に位置づける位置付け工程と、研削送り手段を作動して所定の研削送り速度で研削手段を研削送りしながら該チャックテーブルに保持された硬質基板を研削する研削工程と、硬質基板が所望の厚みに達した際研削を終了する研削終了検出工程と、を具備したことを特徴とする。
(もっと読む)
硬質基板の研削方法
【課題】 硬質基板を損傷させることなく研削可能な硬質基板の研削方法を提供することである。
【解決手段】 硬質基板の研削方法であって、チャックテーブルの保持面で硬質基板を保持する保持工程と、該チャックテーブルを研削位置に位置づける位置付け工程と、研削送り手段を作動して第1の研削送り速度で該チャックテーブルに保持された硬質基板に研削砥石を接近させ、研削砥石が硬質基板に接触した瞬間を厚み検出手段によって検出する接触検出工程と、該接触検出工程によって該研削砥石と硬質基板との接触を検出した後直ちに該研削送り手段を作動して該研削砥石を硬質基板から離反させる離反工程と、該研削送り手段を作動して該第1の研削送り速度よりも遅い第2の研削送り速度で該研削砥石を研削送りしながら該チャックテーブルに保持された硬質基板を研削する研削工程と、硬質基板が所望の厚みに達した際研削を終了する研削終了検出工程と、を具備したことを特徴とする。
(もっと読む)
ワーク保持装置
【課題】位置センサを備えることなく押圧手段を所定位置にセットアップでき、装置全体にかかるコストを低減すること。
【解決手段】本実施の形態に係るワーク保持装置は、気体供給部637によって供給される気体を吸引口から噴出しながら保持部(保持板624)とステージ602との間の距離を変化させ、このときの圧力変化のマップを圧力センサ633によって検出し、圧力センサ633の検出する圧力の値と前記マップに基づいて保持部とステージ602との間の距離を算出する構成とした。
(もっと読む)
研削装置
【課題】 自動的に原点位置出し(セットアップ)を行うことが可能な研削装置を提供することである。
【解決手段】 研削装置であって、チャックテーブルの保持面の高さ位置を検出する保持面高さ位置検出部と、発光部と受光部とを含み、発光部と受光部との間に研削ホイールの研削砥石が位置づけられることで研削砥石の先端の高さ位置を検出する保持面高さ位置検出部から所定距離上方に配設された研削砥石高さ位置検出部とを有する高さ位置検出手段と、高さ位置検出手段をチャックテーブルと研削ホイールとの間である検出位置と、チャックテーブルから外れた退避位置との間で位置付け可能な位置付け手段とを含んでいる。
(もっと読む)
リチウムタンタレートの研削方法
【課題】 加工品質の悪化や加工不良、ウエーハの破損を抑制可能なリチウムタンタレートの研削方法を提供することである。
【解決手段】 リチウムタンタレートの研削方法であって、リチウムタンタレートをチャックテーブルで保持する保持ステップと、該チャックテーブルに保持されたリチウムタンタレートを所定の回転周速度で回転させ、研削液を供給しつつ研削砥石を有する研削ホイールを所定の回転周速度で回転させながら該研削砥石をリチウムタンタレートに当接させてリチウムタンタレートを研削する研削ステップとを具備し、該研削液の温度は5℃以上15℃以下であり、リチウムタンタレートの回転周速度は47.85m/分以上79.76m/分以下であり、該研削ホイールの回転周速度は879.2m/分以上1381.6m/分以下である、ことを特徴とする。
(もっと読む)
両頭平面研削方法及び両頭平面研削盤
【課題】 サイクルタイムを短縮できるようにする。
【解決手段】 キャリアのポケット4に保持されたワークWの両端面を一対の研削砥石1によりキャリアスルー研削するに際し、キャリア3の1つのポケット4にキャリア進行方向に複数個のワークWを投入して、キャリア3により各ワークWを隙間なく連続状に整列させて押し込みながら研削する。研削砥石1とキャリア3は研削部2では逆方向に回転する。またポケット4に所定数のワークWを投入し終えた後に、キャリア3によりポケット4内の先端側のワークWを研削部2に押し込む。
(もっと読む)
研削装置
【課題】研削砥石による研削加工部に供給された研削水の流動性を良好にすることにより、脱落した砥粒や研削砥石に詰まった砥粒を流すことができる研削装置を提供する。
【解決手段】被加工物を保持するチャックテーブルと、チャックテーブルに保持された被加工物を研削するための研削手段と、研削手段による研削加工部に研削水を供給する研削水供給手段とを具備し、研削手段がスピンドルハウジングと、スピンドルハウジングに回転自在に支持された回転スピンドルと、回転スピンドルの一端に設けられたホイールマウントと、ホイールマウントに取り付けられたホイール基台とホイール基台の下面外周部に装着された環状の研削砥石とからなる研削ホイールを具備している研削装置であって、研削手段による研削加工部に供給された研削水に超音波振動を付与する超音波振動付与機構を備えている。
(もっと読む)
円筒状単結晶シリコンインゴットブロックを四角柱状ブロックに加工する方法およびそれに用いる複合面取り加工装置
【課題】 円筒状インゴットの四側面剥ぎスライシング装置と四角柱状インゴットの四隅Rコーナー部と四側面の研削面取り加工装置をインライン化して複合面取り加工機に設計する際、一方の装置で面取り加工しているときに他方の装置でもインゴット面取り加工できる装置の提供。
【解決手段】 インゴットのクランプ機構を一対7,7’用い、かつ、スライシングステージ90と研削面取り加工ステージ11間を結ぶライン上にインゴットの受け渡しステージ80を新たに設け、インゴットのローディングステージ8Rとアンローディングステージ8Lをそれぞれ前記クランプ機構待機位置70と60の正面前側に設けた複合面取り加工装置1。
(もっと読む)
研削装置
【課題】仕切り板を有するターンテーブルの回転時に、非接触式の厚さ検出手段を退避させることなく厚さ検出手段への仕切り板の干渉を防ぎ、ワークを次の加工位置に移動させて加工を再開するまでに要する時間を短縮する。
【解決手段】ワーク1の加工時にはターンテーブル16側の下側仕切り板60のシャッター64を仕切り位置に位置付け、ターンテーブル16上の複数の加工位置の間を下側仕切り板60で仕切った状態とする。そしてターンテーブル16を回転させてワーク1を移動させる際には、下側仕切り板60のシャッター64を開位置に位置付け、シャッター64が開いた許容空間63aを厚さ検出手段40が通過して干渉が起こらないようにする。厚さ検出手段40を退避させる代わりに下側仕切り板60側に設けたシャッター64を開くことにより、ワーク1の移動に要する時間を短縮する。
(もっと読む)
半導体基板の切断方法及び半導体基板の切断装置
【課題】安定した品質のチップを効率よく得ることができる。
【解決手段】レーザー光をウェハW内部に照射して、ウェハWの表面から略60μm〜略80μmの深さに切断ラインLに沿って改質領域を形成し(ステップS10)、ウェハWの表面から略50μmの基準面までウェハWを裏面から研削する(ステップS12)。このとき、改質領域内のクラックが、基準面とウェハW表面との間に進展される。その後、研削によりウェハWの裏面に形成された加工変質層が除去され、ウェハW裏面が鏡面加工され(ステップS14)、ウェハW裏面にエキスパンドテープが貼付され(ステップS16)、エキスパンドテープが外側へ拡張されると、ウェハWが切断ラインで破断されてチップTに分割される(ステップS18)。
(もっと読む)
半導体基板の切断方法及び半導体基板の切断装置
【課題】安定した品質のチップを効率よく得ることができる。
【解決手段】レーザー光をウェハW内部に照射して、ウェハWの表面から略60μm〜略80μmの深さに切断ラインLに沿って予備改質領域P1を形成し、その後予備改質領域から略20μm〜略40μmだけウェハW裏面側の位置にレーザー光を照射して本改質領域P2を形成する(ステップS10)。これにより予備改質領域P1内のクラックK1が基準面とウェハW表面との間に進展される。基準面までウェハWを裏面から研削され(ステップS12)、加工変質層が除去されてウェハW裏面が鏡面加工され(ステップS14)、ウェハW裏面にエキスパンドテープが貼付され(ステップS16)、エキスパンドテープが外側へ拡張されると、ウェハWが切断ラインで破断されてチップTに分割される(ステップS18)。
(もっと読む)
41 - 60 / 471
[ Back to top ]