
Fターム[3C046AA00]の内容
バイト、中ぐり工具、ホルダ及びタレット (11,352) | バイトの種類 (188)
Fターム[3C046AA00]の下位に属するFターム
荒削りバイト (2)
仕上げバイト (8)
穴ぐりバイト (20)
ねじ切りバイト (13)
総形バイト (21)
多刃バイト (20)
ヘールバイト (3)
丸駒バイト (11)
サーキュラバイト (5)
回転バイト (9)
組立式工具(モジュラー工具) (2)
首振り式バイト
ローレット切り工具 (1)
Fターム[3C046AA00]に分類される特許
61 - 73 / 73
切削工具、加工装置、成形金型、光学素子、及び切削加工方法

【課題】 各種凹面の加工を容易にすることができ加工精度を高めることができる切削工具、加工装置等を提供することを目的とする。
【解決手段】 シャンク20は、加工用チップ30を支持する支持部21と、ホルダの先端に固定される固定部23とを有する。先細部分25の両側面25a,25bには、それぞれ凹部25cが設けられている。ここで、これら側面25a,25bのうち支持部21側の部分は、一定の開き角θ1を有しており、これら側面25a,25bのうち固定部23側の部分は、一定の開き角θ2を有している。固定部23側の開き角θ2を支持部21側の開き角θ1をよりも大きくすることによって、両側面25a,25bの中央付近に屈曲部が形成され、これらの屈曲部の周辺が凹部25cとなる。
(もっと読む)
切削工具、加工方法、加工装置及び光学素子成形用金型

【課題】
例えば光通信モジュールに用いる光学素子などを成形するための光学素子成形用金型を切削加工できる切削工具、加工方法、加工装置及びそれにより加工された光学素子成形用金型を提供する。
【解決手段】
切削工具Tが、鋭角αの角部を有するすくい面SPを具備しているので、かかる鋭角の角部を、図1に示す光学素子成形用金型の第2の面P21と第1の面P12とのなす内角、第2の面P22と第1の面P13とのなす内角、及び第2の面P23と第1の面P14とのなす内角に合わせれば(図1の一点鎖線参照)、被切削物に対して走査することで、鋭角の内角γを有する微細階段状構造を切削加工することができる。
(もっと読む)
特にクランク軸加工のためのカッティングインサート
本発明は、カッティングインサート(10)であって、基本体を備えており、基本体が、支持面と、支持面に対して間隔を有して配置されたカバー面と、支持面とカバー面とを結合する側面(101,102)とを備えており、2つまたは3つ以上の隣接する面が、カッティングエッジ(103,104,105)を形成している形式のものに関する。本発明によれば、支持面が、カッティングインサート(10)とは異なる、別の切削作業に適したジオメトリを有するカッティングチップ(11)の支持面と着脱不能に結合されている。 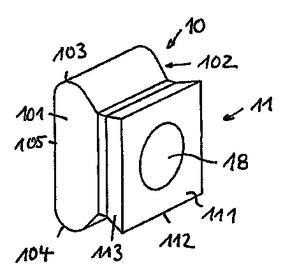 (もっと読む)
(もっと読む)
表面輪郭削りにおけるガウジング及び干渉の回避
【課題】加工物に沿った切削工具のあらゆる規定経路における工具幾何学形状及び工具配向を決定する方法を記述する。
【解決手段】パラメータセットが準備され、パラメータセットのパラメータは、加工物の表面に対する工具幾何学形状及び工具配向を含む。パラメータセット内のパラメータの値は、工具の切削刃に直接隣接する工具の一部分が切削刃によって既に切削済みの溝の側壁に接触する時に発生する局所干渉又は切削刃から離れた工具の一部分が切削刃によって既に切削済みの溝の側壁に接触する時に発生する広域干渉が全く発生しないように決定される。
(もっと読む)
面取り面を有する取付け部を有する旋削目的用の分断刃
本発明は、平坦な細長い本体(12)を有する分断刃に関し、本体は、2つの両側側面(13、14)によって画定され、また相互に平行でありかつ本体をホルダに押し込むための面取り面を提供する2つの両側長手方向縁部(15、16)を有し、また本体は、端部に隣接して形成された少なくとも1つのインサートシート(19)を含み、長手方向縁部(16)に対するインサートシートの位置により、インサートシート(19)に装着された旋削インサート(20)の先端高さが決定される。本発明の特徴は、取付け部(24)が刃本体(12)の側面の一方に形成されることである。前記取付け部(24)は、固有の刃本体(12)よりも短くかつ細く、また相互に平行でありかつ取付け部を他のホルダに押し込むための面取り面を提供する2つの両側長手方向縁部(15a、16a)を有する。このようにして、分断刃は、頑丈な幅広の旋削インサート用に形成でき、これにもかかわらず、著しく細い分断刃用のホルダに装着することができる。  (もっと読む)
(もっと読む)
溝入れ加工用切削インサート及びそれを装着した溝入れ加工用切削工具
【課題】 溝入れ加工において、ビビリを発生させることなく、溝側壁面を滑らかに仕上げることのできる切削インサートを提供する。
【解決手段】 工具本体に装着するためのクランプ手段を具備する中央本体部と、中央本体部から突出した位置に形成されるとともに上面であるすくい面と側面である前及び横逃げ面とを具備する切削端部と、すくい面と前逃げ面との交差稜線からなる前切刃と、すくい面と横逃げ面との交差稜線からなる横切刃と、前切刃と横切刃との間に形成された円弧状のコーナー切刃と、を有する溝入れ加工用切削インサートであって、コーナー切刃と横切刃との間に直線状のワイパー切刃を具備する。
(もっと読む)
切削インサートおよび溝入れ加工用切削工具
【課題】 溝入れ加工とトラバース加工の両方において、良好な切屑処理が可能な切削インサートを提供する。
【解決手段】 工具本体に装着するためのクランプ手段を具備する中央本体部4と、該中央本体部4から突出した位置に形成されるとともに上面であるすくい面6と側面である前逃げ面7及び横逃げ面8とを具備する切削端部5と、すくい面6と前逃げ面7との交差稜線からなる前切刃9と、すくい面6と横逃げ面8との交差稜線からなる横切刃10と、前切刃9と横切刃10との間に形成された円弧状のコーナー切刃14と、すくい面6上の前切刃9近傍に配設された突起部11と、横切刃10の一部に切刃高さが変化するように形成された凹切刃12と、を有する。
(もっと読む)
スローアウェイインサートおよび切削工具
【課題】小内径の溝入れ加工が可能で、経済性に優れ、しかも刃先位置決め安定性に優れたスローアウェイインサートおよび切削工具を提供することである。
【解決手段】上面2、下面3、3つの側面5,11a,11bおよび側面5の両端部から延設された2つの突出部6a,6bを備え、第一突出部6aには、第一前逃げ面7aと第一すくい面8aとの交差稜線からなる第一前切刃9aが形成され、第二突出部6bには、第二前逃げ面7bと第二すくい面8bとの交差稜線からなる第二前切刃9bが形成され、略中央部には、上面2から下面3へ貫通したクランプ孔10が形成され、2つの突出部6a,6bは、互いのなす角θが略直角になる方向に延設されており、突出部6a,6bに挟まれた側面5が凸曲面であるスローアウェイインサート1およびこれを備えた切削工具である。
(もっと読む)
溝入れ加工用刃先交換式チップ及びそのチップの取付けホルダ
【課題】溝入れ加工用刃先交換式チップの安定した支持を可能として、切削荷重に起因する加工精度の低下やチップ破損を防止する。
【解決手段】基本形が正方形をなすチップ本体11の各頂点部にチップ厚み方向に延びる切れ刃13a…13dを形成し、正四角柱の被保持部12をチップ本体11に軸心Oを一致させて設け、その被保持部12を、軸心Oを回転中心としてチップ本体11に対して所定角度回転させて配置し、その被保持部12の側面をホルダ20で支持して切削荷重を受けるようにした溝入れ加工用刃先交換式チップ10を提供する。
(もっと読む)
深みぞ切削用差込み工具
【課題】 溝加工時における摩擦熱の発生を最小化し、そして切りくずの詰り、もつれを回避しかつ制御することが容易な切削用差込み工具を提供する。
【解決手段】 チップフォーミング式深みぞ切削用の切削用差込み工具が、後方取付け部分と、前方切削部分と、一対の側壁面とを具備していて、該側壁面各々が該前方切削部分と該後方取付け部分とに沿って延在しており;該前方切削部分が前方端面と、上面と刃先とを含んでいて、該刃先は該前方端面と該上面との間の移行部分に配置され、かつ一方の該側壁面から他方の該側壁面に延伸し切削幅を形成しており;該刃先が主要部分と、一対の第一コーナ部分と、一対の第二コーナ部分とを備えていて、ステップが該第一コーナ部分と対応する該第二コーナ部分との間の各々に形成されており;該主要部分が該上面に直交する方向に見る場合、該切削幅の少なくとも80%となっている長さを有している。
(もっと読む)
切削工具
【課題】 粘弾性樹脂で構成された研磨パッドの溝加工の際に発生する加工不良を低減することができる切削工具を提供する。
【解決手段】 切削工具の構造は、複数の単一刃10が工具本体の一側面に、一定の間隔で突設されている。単一刃10の形状は、刃幅Wが0.1mm〜2.0mm、横逃げ角αが4°〜10°、すくい角βが0°〜5°、前逃げ角δが0°〜30°とし、刃物角θは、選択されるすくい角βおよび逃げ角δによって決定する。
(もっと読む)
工具ホルダ及び切り屑破砕表面を有する金属切削差込工具
上側境界部が切刃を形成する前面逃げ面を各刃部が有する、シャンク部分の両側に配設された一対の刃部を有する金属切削差込工具。一対の間隔を置いた切り屑破砕表面が前記切刃のところで又は近くで始まり、切刃から離れて延びる。一対の第2の切り屑破砕表面は第1の切り屑破砕表面の下流側に配置され、移行表面によって関連する第1の切り屑破砕表面に相互接続される。中央溝が切り屑破砕表面の間に配置され、切刃の近く又は切刃のところで始まる入口部分を含む。第1の切り屑破砕表面は切り屑が回転する加工物から切り離されたときに、切り屑に最初のカールを付与し、一方、溝が切り屑の中央部分に硬化を起こさせる。第2の切り屑破砕表面が切り屑にさらなるカールを付与し、その結果、切り屑のカール直径が減少する。金属切削差込工具をしっかりと固定して装着する工具ホルダは、ベース及びクランプ・アームを含み、一緒に差込工具の刃部の1つを受けるための隙間を形成する。工具ホルダは第1及び第2の平らな当接表面を含む。当接表面の1つは非ゼロのリード角付きの切刃を有する刃部によって形成される位置決め表面を対面的に係合するためのものであり、もう1つの当接表面は、実質上ゼロのリード角付きの切刃を有する刃部によって形成される位置決め表面を対面的に係合するためのものである。 (もっと読む)
溝切り工程用切削インサート
溝切り工程用切削インサートは、少なくとも1つの切削部分を有する。該切削部分は、前方主切削刃及び該主切削刃から後方及び外方に向かって延在する2つの対向する副切削刃を有する。各副切削刃は、不定のすくい角αを有する。
 (もっと読む)
(もっと読む)
61 - 73 / 73
[ Back to top ]