
Fターム[3C047FF09]の内容
研削機械のドレッシング及び付属装置 (4,541) | 付属装置一般 (1,032) | 特殊な研磨、研削機用のもの (175)
Fターム[3C047FF09]に分類される特許
81 - 100 / 175
ワイヤーソー切断方法及びワイヤーソー切断装置
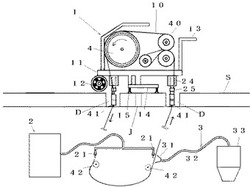
【課題】水を使用することなくワイヤーソーの冷却と切り粉の除去をおこない、後処理を不要とすると共にワイヤーソーの寿命を延長する。
【解決手段】ワイヤーソー10を切断対象物に巻きつけ、ワイヤーソー駆動装置1によってワイヤーソー10を走行駆動して切断対象物を切断するワイヤーソー切断方法において、ワイヤーソー10にドライアイス粒子吹き付け手段2のノズル21からドライアイス粒子を高速でワイヤーソーに吹き付け、ワイヤーソー10に付着した切り粉を除去すると共にワイヤーソーを冷却する。除去された切り粉は集塵装置3で吸引して周囲に散逸しないように処理する。
(もっと読む)
気体軸受けの接触検知機構

【課題】 可動部が基台に接触した際にこの接触を確実に検知することのできる気体軸受けの接触検知機構を提供することである。
【解決手段】 基台に対して可動部を絶縁状態で支持する気体軸受けの接触検知機構であって、該基台に一端が接続された抵抗値R1を有する第1抵抗体と、一端が電源に接続され他端が該第1抵抗体の他端に接続された抵抗値R2を有する第2抵抗体と、一端が該第1及び第2抵抗体の他端に接続され、他端がグランドに接続された抵抗値R3を有する第3抵抗体と、該第3抵抗体の前記一端と他端との間の電位差を検出する電位差検出手段と、を具備したことを特徴とする。
(もっと読む)
セラミックハニカム構造体成形用金型の加工装置および加工方法
【課題】 坏土供給穴とこの坏土供給穴に連通する成形溝とを有する成形用金型の加工装置及び加工方法であって、金型素材に坏土供給穴を形成した後、治具に取り付けた金型素材に、円形薄刃砥石により成形溝を加工するにあたり、(a)成形溝の形成に伴って次々と発生する研削屑を成形溝の底部に残すことがなく、(b)研削屑を除去するために大型のポンプを必要とせず、しかも研削屑がポンプ内に詰まることがなく、(c)金型の製作効率を向上する、成形用金型の加工装置及び加工方法を得る。
【解決手段】 成形溝を形成する溝形成面と前記坏土供給穴を設ける穴加工面とを表裏に有する金型素材をセットする治具台を有し、前記治具台は、加圧室を有するとともに、前記加圧室を切削水で充満し前記切削水を0.01〜1MPaで加圧する加工装置。
(もっと読む)
使用済みウェーハソーイングスラリーからの珪素及び炭化珪素の回収のための方法及び装置
【課題】ウェーハ切削工程時に生成されるスラリーから高純度珪素、炭化珪素、及びPEGを回収するための方法、システム、及び装置を提供すること。
【解決手段】ウェーハ切削工程時に生成されるスラリーから高純度珪素、炭化珪素、及びPEGを回収するための方法、システム、及び装置が本明細書に開示される。珪素含有物質は、珪素が豊富な組成物の生成のために処理することができる。珪素含有物質から回収された炭化珪素及びPEGを使用してウェーハソー切削流体を形成することができる。珪素が豊富な組成物は、高純度の堆積珪素を形成するために精製及び/又は使用することができるヨウ素含有組成物と反応させることができる。生成された珪素は、太陽光発電産業又は半導体産業で使用することができる。
(もっと読む)
走行基板の連続研磨装置及び研磨方法
【課題】研磨パッドの目詰まりを防止でき、且つ、研磨能率の向上が図ることが可能な連続研磨装置を提供する。
【解決手段】
走行している基板を、回転軸を中心に回転する研磨ヘッドを用いて連続研磨する研磨装置において、
前記研磨ヘッドの回転軸に沿った中心部に研磨液を供給するための供給孔が設けられ、該研磨ヘッド底部全面には、貫通孔を有せず、研磨液が浸透する研磨パッドが密着され、該パッド辺縁部は研磨ヘッド周辺部に固着されていることを特徴とする連続研磨装置。
また前記連続研磨装置を用いた連続研磨方法。
(もっと読む)
眼鏡レンズの研磨水の再生及びスラッジの除去装置
【課題】眼鏡レンズを一定な大きさ及び形態に研磨加工をする時、発生されたスラッジを研磨水から分離及び除去し、研磨水を最初のような清水に再使用が可能になるようにする眼鏡レンズの研磨水の再生及びスラッジの除去装置を提供する。
【解決手段】眼鏡レンズの研磨水の再生及びスラッジの除去装置は、眼鏡レンズの研磨装置から排出された研磨水を収集する収集槽;収集槽の研磨水を空気圧でバッグフィルターに噴射するエアポンプ;エアポンプに空気圧を伝達するエアコンプレッサ;エアコンプレッサからエアポンプに伝達される空気圧をオンオフさせるソレノイドバルブ;エアポンプにより伝達された研磨水から眼鏡レンズのスラッジを除去し研磨水を濾過させるバッグフィルター;バッグフィルターから濾過された研磨水が貯蔵される貯蔵槽;及び貯蔵槽の研磨水を再び眼鏡レンズの研磨装置に引き上げる水中ポンプを含む。
(もっと読む)
ウェーハの研磨方法および研磨装置
【課題】高い精度で、かつ容易にウェーハの周縁部のみを研磨する。
【解決手段】テーブルベース25に固定したバイト29で研磨部材35の外周縁35aを切削して、研磨部材35を真円に形成するとともにテーブルベース25のY方向基準位置に位置付ける。次に、テーブルベース25の停止状態を保持し、研磨ユニット30を一旦上昇させてから、テーブルベース25をコラム16方向に水平移動させ、研磨部材35のY方向をウェーハ1の周縁部3のみを研磨する位置に位置付ける。この時の水平移動距離Fは、バイト29とチャックテーブル25上のウェーハ1とのY方向の相関位置、および研磨する周縁部3の幅から割り出しておく。この後、研磨ユニット30を下降させると、研磨部材35の下面の外周部が周縁部3を研磨する。
(もっと読む)
磁気ディスク用ガラス基板の製造方法、及び磁気ディスクの製造方法
【課題】磁気ディスク用ガラス基板の端面の面取り加工に用いる砥石の再調整を適切に行い、ガラス基板の端面研削の精度を適切に向上させる。
【解決手段】磁気ディスク用ガラス基板の製造方法であって、砥粒を埋設した回転砥石20によりガラス基板の端面の面取り加工を行う形状加工工程と、回転砥石20に押し当てられるドレス材30と、回転砥石20とが取り付けられるドレッシング装置200を用いて、回転砥石20にドレッシング処理を行うドレッシング工程とを備え、ドレッシング装置200は、ドレス材30と回転砥石20との位置関係を合わせ、位置関係を管理しつつドレス材30と回転砥石20とを圧接触させることにより、回転砥石20にドレッシング処理を行う。
(もっと読む)
ウェーハ面取り装置及びウェーハ面取り方法
【課題】
面取り用砥石の研削用溝底部に砥石の回転を利用して十分な研削水を供給し、面取り加工の加工品質を向上させるとともに、砥石の寿命を延ばし製造コストを低減させるウェーハ面取り装置及びウェーハ面取り方法を提供すること。
【解決手段】
砥石中心部16から外周粗研削用溝15底部に向って放物線状の研削水流路17が内部に形成された外周加工砥石3へ、回転ジョイント13を介して接続された配管14より研削水を供給し、外周加工砥石3を回転させることで研削水流路17に遠心力を発生させて研削水を吸引するとともに外周粗研削用溝15底部の研削水噴射口18より研削水を噴射する。
(もっと読む)
基板加工機の運転制御方法
【課題】ガラス基板の切断辺を整形加工する面取機その他の基板加工機であって、基板加工ラインや液晶パネル製造ラインなどに組込まれて連続加工を行う基板加工機の運転制御方法に関し、ラインが停滞した後の自動再起動後に基板の加工精度が低下して不良品が発生するのを防止する。
【解決手段】ラインの停滞などにより自動停止したとき、その停止時間を計時し、自動停止後の運転の自動再開の際に、計時された時間が許容停止時間を超えているかどうか判定し、計測された時間が許容停止時間を超えていないときはそのまま運転を開始し、許容停止時間を超えているときには、所定時間ないし所定回数の暖気運転を行い、更に制御器に登録されている加工寸法の指令値に対する新たな補正値を登録したあと運転を再開する。
(もっと読む)
チャックテーブル洗浄装置
【課題】
チャックテーブルのチャック面をより均一に洗浄し、さらには、リング状の摩耗残りや偏摩耗が発生するのを防止し、クリーナストーンのエッジ部によるチャック面の摩耗損傷を防止する。
【解決手段】
ストーン押し付け機構600が、ストーンホルダ510、520のテーブル回転方向上流側端部511、521を、回転方向上流側へ延出された片持ちの板バネ621、622によって、チャック面210に弾性的に近接及び離反するよう、弾性支持する。クリーナストーン400は複数の分割ストーン410、420から構成され、分割ストーン410、420はチャック面210に着地したときにチャック面半径方向に沿うように縦列配置されると共に、分割ストーン410、420同士の相隣接する端部411、421がテーブル回転方向で重なり合うように配置されている。
(もっと読む)
ガラス板の割断縁整形装置
【課題】ガラス板の割断によって生じた鋭い縁を整形加工や丸め加工する装置に関し、定盤面の洗浄作業を自動化することにより、装置の稼働率の向上と省人化を図る。定盤上のカレットを定盤表面に添着されている樹脂シートないし樹脂コーティング層を傷めることなく短時間で自動洗浄できるようにする。
【解決手段】回転砥石が配置されているガラス板加工領域に隣接して、定盤の上方に、昇降するブラシ26と、このブラシの摺擦位置に洗浄水を供給する水供給管24と、定盤の表面に空気流を吹付ける空気噴射管25とを備えている。定盤が加工済のガラス板を次工程に送る送出位置48から復帰移動するときに、洗浄水と空気噴流の存在下でブラシ26を下降して定盤表面を摺擦することにより、定盤表面を自動洗浄する。
(もっと読む)
レンズ研削加工装置の脱臭装置
【課題】使用済み研削水から研削屑を除去する研削水処理装置に容易に装着できると共に、脱臭をスムーズに行うことができるレンズ研削加工装置の脱臭装置を提供すること。
【解決手段】レンズ研削加工装置1による眼鏡レンズの研削加工に使用した使用済み研削水から発生する臭気を脱臭するレンズ研削加工装置の脱臭装置51において、使用済み研削水を貯留した研削水タンク3の臭気は、ブロア53に連通するホースの途中に配置された、活性炭63を内蔵した脱臭ケース54を通して脱臭され、脱臭ケース54は、臭気が流入するエア流入口60と、臭気が流出するエア排気口61とを一方の端壁57に形成すると共に、この一方の端壁57側を区画する隔壁62を有し、他方の端壁58とこの隔壁62との間を部分連通させた。
(もっと読む)
孔開け装置及び孔開け方法
【課題】高アスペクト比の微細孔を簡易に形成すること。
【解決手段】孔開け装置10は、被加工物50における開孔目標箇所に液状の研磨剤48を供給する枠体46と、軸方向に延伸する回転体状の研磨ツール30と、前記研磨ツール30を、前記軸を中心として回転させながら、その先端を前記開孔目標箇所に対して軸方向に当接させるツール支持部20と、を含む。
(もっと読む)
加工装置における加工水の確認方法及び確認用ウエーハ
【課題】 加工装置によるウエーハの加工の際に、加工水が適当な領域に適量供給されているか、又は適正な分布をもって適量供給されているかを確認可能な加工水の確認方法を提供することである。
【解決手段】 ウエーハを保持するチャックテーブルと、該チャックテーブルに保持されたウエーハに加工水を供給する加工水供給手段と、加工水が供給される領域に加工を施す加工手段とを備えた加工装置における加工水の確認方法であって、水による侵食層が基板上に積層されたウエーハを該チャックテーブルに保持するウエーハ保持工程と、該チャックテーブルに保持された前記ウエーハに加工水を供給する加工水供給工程と、前記ウエーハの表面に積層された前記侵食層の侵食状態によって加工水の掛り具合を確認する加工水確認工程と、を具備したことを特徴とする。
(もっと読む)
眼鏡レンズ周縁加工装置
【課題】加工屑が含まれる排水が遠心分離機からできるだけ排出されないように、研削水の濾過及び加工屑の脱水を適切に維持管理できる装置を提供する。
【解決手段】砥石により加工される眼鏡レンズの加工部分に研削水を供給する加工装置本体1と、加工装置本体から排出された加工屑を含む排水が投入される脱水槽を持ち、脱水槽を回転するとより加工屑と研削水とを分離し、研削水を脱水槽の外へ排出する遠心分離機650と、を備える眼鏡レンズ周縁加工装置で、加工枚数をカウントする計数手段と、カウントされた加工枚数が予め設定された所定枚数に達した場合に遠心分離機の脱水槽に溜まった加工屑を取り出す必要がある旨を警告する警告手段と、脱水槽から加工屑が取り出された後に計数手段によりカウントされた加工枚数をリセットする信号を入力するリセット信号入力手段と、を備える。
(もっと読む)
超仕上盤用カバー構造体
【課題】加工作業領域以外に切削液が飛散するのを確実に防止することで、超仕上盤を安定稼動させてワークを正確に超仕上げ加工すると共に、メンテナンス作業を簡素化させて超仕上げ加工に要するコストの低減を図る超仕上盤用カバー構造体を提供する。
【解決手段】カバー構造体は、加工作業領域F1にセットされたワークWに所定の切削液をかけながら、当該ワークに対して超仕上げ加工を施す超仕上盤に用いられ、加工作業領域以外に切削液が飛散するのを防止する衝立アセンブリ12を備えている。また、超仕上盤は、加工作業領域にセットされたワークに沿って砥石Gsを上下・左右移動制御することで、当該ワークに超仕上げ加工を施すための揺動ユニット2を備えている。この場合、衝立アセンブリは、加工作業領域を覆うように当該加工作業領域と揺動ユニットとの間に介在されている。
(もっと読む)
溝加工装置および溝加工方法
【課題】溝加工時にツルーイング処理を行うことができると共に、加工速度の速い溝加工処理に対応可能な溝加工装置を提供する。
【解決手段】切刃となる山形研削部31aが断面山形に形成され、加工対象ローラRに溝加工を行う円盤状の研削砥石31と、研削砥石31を回転させる研削砥石回転機構32と、加工対象ローラRを保持し、溝加工に際し加工対象ローラRを研削砥石31と異なる周速で回転させる対象物回転機構8と、溝加工時の研削砥石31に回転接触すると同時に山形研削部31aの各傾斜周面にスライド接触して、研削砥石31に対しツルーイング動作する一対の修正砥石36,37から成るツルーイング砥石41と、ツルーイング砥石41を保持し、ツルーイング砥石41にツルーイング動作させるツルーイング動作機構42と、を備えた。
(もっと読む)
レンズ研削加工装置用の研削水処理装置
【課題】研削水処理装置の脱水層または研削水タンクの研削水中に硫化水素分子などの硫黄成分と化学的に吸着する吸着物質からなる脱臭部材を配置し、研削水処理装置内、特に研削水タンク内においても、硫化水素などの悪臭有害物質を除去し脱臭することができる研削水処理装置を提供する。
【解決手段】レンズ研削加工装置の加工部で眼鏡レンズを研削加工する際に用いられた使用済み研削水から研削屑を分離し処理する研削水処理装置において、脱水手段内や、研削水タンク内部又は研削水中に、脱臭部材を配置する。
(もっと読む)
研削水処理装置と、研削水処理装置を有するレンズ研削加工装置
【課題】レンズ研削加工装置の種類によらず、作業員の手間を省き、作業効率を上げることができる研削水処理装置と、研削水処理装置を有するレンズ研削加工装置を提供する。
【解決手段】レンズ研削加工装置の加工部により眼鏡レンズを研削加工する際に用いられた使用済み研削水から脱水手段により研削屑を分離し処理する研削水処理装置と、レンズ研削加工装置加工部の駆動電源の信号を入力する信号入力手段とを有し、信号入力手段によるレンズ研削加工装置加工部の駆動電源信号をもとに、脱水手段を含む全ての駆動電源が起動状態になる。
(もっと読む)
81 - 100 / 175
[ Back to top ]