
Fターム[3C049BA05]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 制御(検知及び設定) (830) | 圧力について検知、設定するもの (44)
Fターム[3C049BA05]に分類される特許
1 - 20 / 44
端縁部を研磨テープにより研磨仕上げした板ガラス並びに板ガラス端縁部の研磨方法及び研磨装置
【課題】端縁部が高精度に面取り加工され、高い強度を付与された板ガラス並びにその製造方法、研磨方法及び研磨装置を提供することを課題とする。
【解決手段】上面、下面及びその両面の間に端面を有する矩形の板ガラスであって、前記上面又は前記下面と前記端面との境界にある稜部のうち少なくとも1辺の稜部又は少なくともひとつの端面が研磨テープで研磨され仕上がり面に形成された板ガラスであって、該仕上がり面の平均表面粗さRaが20nm以下であり且つ最大谷深さRvが200nm以下である板ガラス。
(もっと読む)
加工装置および光学部材の製造方法

【課題】 形状精度の向上とうねり精度の向上の両立を可能とし、光学部材の表面を高精度に加工するための加工装置および光学部材の製造方法を提供する。
【解決手段】 研磨部材と被加工物との間に圧力を発生させて、前記研磨部材と前記被加工物とを相対的に移動させることにより被加工物を加工するための加工装置であって、
揺動運動を行う支持手段と、前記支持手段に回転自在に取り付けられた加工部と、を有し、前記加工部は、前記研磨部材と前記被加工物との間にそれぞれ異なる圧力を発生させるための複数の圧力発生手段を有する。
(もっと読む)
レンズ研磨方法およびレンズ研磨装置
【課題】揺動回転型のレンズ研磨装置を用いて10ミクロン以下の精度でレンズ研磨を行うことのできるレンズ研磨方法を提案すること。
【解決手段】レンズ研磨装置1は、ホルダーシャフト13が第1位置T1に至るまで、第1押圧力P1、第1回転速度N1の研磨条件で被加工レンズ15の研磨を行う(ST2,3,4)。ホルダーシャフト13が第1位置T1から第2位置T2に至るまで、第2押圧力P2(<P1)、第2回転速度N2(<N1)の研磨条件で被加工レンズ15の研磨を行う(ST5,6,7)。第1位置T1は、第1押圧力P1の下で被加工レンズ15のレンズ中心肉厚が目標レンズ中心肉厚よりも予め定めた量だけ厚い肉厚となるまで研磨が行われた時点のホルダーシャフト13の移動位置であり、第2位置T2は、第2押圧力P2の下でレンズ中心肉厚が目標レンズ中心肉厚となるまで研磨が行われた時点のホルダーシャフト13の移動位置である。
(もっと読む)
レンズ研磨方法及びレンズ研磨装置
【課題】研磨ムラの少ない高精度のレンズ研磨を効率的に行うことが可能なレンズ研磨方法およびレンズ研磨装置を提供する。
【解決手段】レンズ研磨方法は、研磨装置の回転軸に保持され該回転軸を中心に回転駆動するレンズに対し、研磨ツールが回転軸の軸線と直交する方向及び軸線方向から、レンズの光学面に回転軸を中心に同心円状又は螺旋状のいずれかの研磨軌跡を描くように光学面を非球面形状に研磨するレンズ研磨方法であって、レンズを、研磨軌跡の旋回中心から離間した位置に配置する工程と、研磨ツールが光学面を研磨する時に、研磨ツールと光学面との間に所定の圧力を付与する工程とを備える。
(もっと読む)
ガラス基板の製造方法
【課題】表面状態が良好なガラス基板を簡易に生産性高く製造できるガラス基板の製造方法を提供すること。
【解決手段】ガラス基板の表面に研磨砥粒を含むpH4.0以下の研磨液を供給し、研磨パッドにて前記ガラス基板の表面を鏡面に研磨する最終研磨工程と、前記最終研磨工程に続けて、pH4.0以下の酸性洗浄液を供給し前記研磨パッドにて前記ガラス基板の表面を擦り洗いする擦洗工程と、前記擦洗したガラス基板を最終洗浄する最終洗浄工程と、を含む。
(もっと読む)
形鋼の耳状突起物除去方法
【課題】形鋼に発生した耳状突起物を確実に除去することのできる形鋼の耳状突起物除去方法を提供する。
【解決手段】研削加工ヘッド5aを有する耳状突起物除去装置5を用いて不等辺不等厚山形鋼1の端部に発生した耳状突起物2を除去するに際して、耳状突起物に接触する研削加工ヘッドの接触圧を検出し、研削加工ヘッドの接触圧が一定となるように耳状突起物除去装置の位置を制御しながら耳状突起物2を除去するようにした。
(もっと読む)
固定砥粒を有する研磨テープを用いた基板の研磨方法
【課題】下地層の上の上層膜のみを選択的に除去することができ、基板上のデバイスにダメージを与えず、さらには研磨痕を低減することができる効率のよい研磨方法を提供する。
【解決手段】この研磨方法は、基板Wの周縁部と研磨テープ1とを摺接させる工程と、基板Wの周縁部に接触している研磨テープ1に研磨液を供給する工程とを含む。研磨テープ1は、基材テープと、該基材テープ上に形成された固定砥粒とを有している。研磨液は、立体障害を起こす分子を含む添加剤と、アルカリ性薬液とを含んだアルカリ性研磨液である。
(もっと読む)
トロイダル型無段変速機のディスクの研磨方法およびトロイダル無段変速機のディスクの研磨装置
【課題】ディスクの加工を精度良く行うことができると共に、ディスクを量産できるトロイダル型無段変速機のディスクの研磨装置および研磨方法を提供すること。
【解決手段】第1ディスク10の被研磨軌道面41と、第2ディスク11の被研磨軌道面42との間に第1砥石1を挟持した状態で、第1ディスク10と第2ディスク11とを同時で回転させて、第1ディスク10の被研磨軌道面41と、第2ディスク11の被研磨軌道面42とを同時に研磨する。
(もっと読む)
球面研削加工方法および球面研削加工装置
【課題】加工効率を落とすことなく、要求品質、特にクラック深さの向上を図り、後工程である精研削、研磨加工の負担を軽減することにより、後工程の加工時間短縮さらには工程削減が可能な球面研削加工方法および球面研削加工装置を提供すること。
【解決手段】先端にレンズ基体を取付けたワーク軸と、先端に研削砥石を装着した砥石軸とのそれぞれを回転させつつ互いに近接させ、切り込み速度を制御しつつ研削砥石によってワークを所定の切り込み量だけ研削する速度制御切り込み工程と、この速度制御切り込み工程の後に、研削砥石にワークを押し当てる圧力を制御しながら切り込みを行う圧力制御切り込み工程と、を順次行う。
(もっと読む)
円盤状基板の製造方法、研磨装置およびプログラム
【課題】研磨装置により円盤状基板の研磨を行う際に、研磨時間を抑制しつつ、特にエッジロールオフ(端ダレ)を抑え、円盤状基板をより均等に研磨することができる円盤状基板の製造方法等を提供する。
【解決手段】ガラス基板の主表面を研削する研削工程と、研削工程を経たガラス基板を研磨する研磨工程と、を有し、研磨工程は、ガラス基板の主表面に対する研磨の圧力を最大圧力まで単調増加させた後にこの最大圧力に留めることなく徐々に低下させると共に、研磨開始から研磨の圧力が最大圧力に達するまでの時間を研磨の圧力が最大圧力に達してから研磨終了までの時間より短くなるように設定することを特徴とする円盤状基板の製造方法。
(もっと読む)
2次元(楕円)超音波援用化学・機械複合加工法および装置
【課題】光電材料や半導体など機能性硬脆材料を高能率でダメージフリーの鏡面に加工するための環境にやさしい加工技術を提供する。
【解決手段】加工工具の2次元超音波微振動がヘッドの加工面に垂直な方向の縦振動と加工面に平行な方向の横振動の同時発生によって引き起こされる加工法において、固定砥粒加工工具を貼り付けた2次元超音波振動加工ヘッドを用いて定圧か定切込加工を行う。加工工具は工作物材料と化学反応を示す砥粒と添加剤およびこれら粒子を固めるための結合剤から構成されるものであって、各構成成分の種類と混合比率は、工作物と化学反応が発生しやすいように決定され、加工工具は薄い円盤形、四角形、リング状などの形状を有する。
(もっと読む)
研磨方法及び研磨装置
【課題】例えば、半導体層の外周部全体を研磨除去し、更にシリコン基板のエッジ部を所定深さまで研磨除去してSOI基板等の貼合せウェーハを製造する時にあっても、半導体層がシリコン基板から剥がれることがない、良好な研磨プロファイルが得られるようにする。
【解決手段】回転中の基板Wのエッジ部の研磨開始位置の直上方位置に研磨ヘッド2を位置させ、研磨ヘッド2を下降させて回転中の基板のエッジ部の研磨開始位置に研磨ヘッド2の研磨具10を所定の押圧力で接触させ、所定時間経過後に、研磨具10を回転中の基板のエッジ部に前記所定の押圧力で接触させたまま研磨ヘッド2を基板の外周端部に向けて移動させる。
(もっと読む)
加工装置
【課題】効果的に加工液の液漏れを防止して、安定した加工作業を行うことができる加工装置を提供することを目的とする。
【解決手段】被加工物100における被加工面101の一部を覆って、内部に加工液15を有する加工室11を形成するチャンバー容器20と、チャンバー容器内部に配置され、加工室において加工液を用いて被加工面の加工を行う加工ツール30と、チャンバー容器の被加工面側に環状に設けられ、被加工面と接触するシール部材21と、加工室の圧力を、加工室外に対して相対的に減圧する圧力変化装置40と、加工室を形成した状態のチャンバー容器を、被加工物に対して相対的に移動させる移動手段50と、チャンバー容器外部に複数配置され、チャンバー容器の複数箇所を、被加工面に対してそれぞれ独立して押圧する押圧手段60と、を有する加工装置10とした。
(もっと読む)
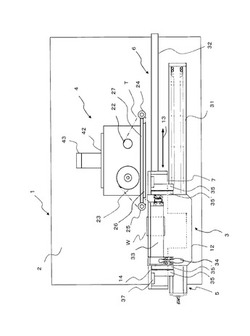
研磨装置
【課題】回転する研磨工具を被研磨面に押し付ける研磨荷重を精密に測定し、高精度に制御する。
【解決手段】研磨ヘッドは、筐体9と、流体軸受2によってスラスト方向に移動可能に支持される工具軸1と、工具軸1を回転駆動する回転駆動手段7と、工具軸1に荷重を与える変位機構8と、筐体9に支持された差動トランス3と、を有する。差動トランス3は、工具軸1に固定された芯4に対向し、回転駆動手段7と工具軸1とを連結する板ばね5を含む伸縮連結部の下側に配置され、板ばね5の押込み長を測定することで、被研磨面11に対する研磨パッド10の研磨荷重を検出する。
(もっと読む)
研磨装置
【課題】回転する研磨工具を被加工物に押し付ける研磨荷重を高精度に制御する。
【解決手段】研磨工具1を被加工物に当接して研磨加工する研磨装置において、研磨工具1の工具軸2に取り付けられた第1部材3にラジアル方向の磁気吸引力を発生する第2部材4を嵌合させ、第2部材4を回転させることにより研磨工具1を回転駆動する。第2部材4をモータ12によってスラスト方向に移動させることにより、研磨工具1を被加工物に押し付ける研磨荷重を与える。研磨工具1の回転数や回転トルクによって研磨荷重が影響されることがない。
(もっと読む)
ワーク保持装置
【課題】煩雑な加工条件の設定および制御を必要とすることなく、簡単な構成で加工工具からワークに作用する圧力分布の均等化を図り、高精度な加工品を得る。
【解決手段】ステー6に揺動アーム支持部14を介して水平に支持されたコの字形状の揺動アーム11の両端部に、アッパーアーム支持部13a、アッパーアーム支持部13bを介してコの字形状のアッパーアーム12を支持し、アッパーアーム12の中央に被加工レンズ3を支持するワーク軸支持部4を配置した構成のワーク保持装置1において、揺動アーム11とアッパーアーム12の両端の接続部の各々に、L字型磁性体20aおよびL字型磁性体20bを配置し、被加工レンズ3に対向する研磨工具との間に、軸線Zに交差する任意の傾斜方向に作用する加工圧を制御し、加工圧の総和が被加工レンズ3の半径方向に均等化されるようにした。
(もっと読む)
ウェハのベベル部形状管理方法
【課題】CMP工程中におけるリテーナリングの変形を最小にすることができるウェハのベベル部の形状管理方法を提供する。
【解決手段】本発明に係るベベル部形状管理方法は、ウェハWをCMP装置で研磨する前に、ウェハWのベベル部を研磨して平坦な最端面B1を形成することによって、ウェハWによるCMP装置のリテーナリングの変形を防止するものである。この場合、最端面B1の幅Dは200μm〜500μmの範囲内にあることが好ましい。最端面B1を形成する手段としては、研磨テープを用いたベベル研磨装置などを用いることができる。
(もっと読む)
レンズクリーニング装置の制御方法およびレンズクリーニング装置
【課題】周方向に形状変化がある非対称レンズであっても、適切な拭き取りを行うことが可能なレンズクリーニング装置の制御方法等を提供する。
【解決手段】周方向においてコバ厚が変化する非対称レンズLを回転させながら、あてがった払拭部材2を、非対称レンズLに対し略径方向に相対的に移動させて非対称レンズLを払拭するレンズクリーニング装置1の制御方法であって、非対称レンズLに追従する払拭部材2の刻々の変位、および払拭部材2が非対称レンズLから受ける刻々の反力を検出する変位・反力検出工程S1と、刻々の変位の検出結果および刻々の反力の検出結果に基づいて、払拭部材2の非対称レンズLに対する押圧力F´が一定になるように制御する押圧力制御工程S2と、を備えた。
(もっと読む)
ボイスコイルを用いた線形加圧搬送研削
【課題】ガラス基板の所望の強度およびエッジ品質の特性を低下させずに、正確な量のガラスをエッジから除去する。
【解決手段】研削ユニットに連結された空気軸受滑動部材200が、リニア駆動モータ204によりy軸に沿ってレール部材202の上を滑動するように構成されている。研磨機支持部材304が空気軸受滑動部材200に接続され、研削砥石300を駆動するように構成されているスピンドルモータ302が、研磨機支持部材304に固定され支持されている。研削砥石300に近接して配置された真空チャックが、ガラス基板を研削砥石300に対して三次元にアラインメントし保持するように構成されている。
(もっと読む)
レンズ枠形状測定装置
【課題】レンズ枠の形状等に関わらず容易に狭持力を調整することができ、安定した状態でレンズ枠を保持できるレンズ枠形状測定装置を提供すること。
【解決手段】一対の保持ツメ43,44のうち一方に近接離反可能に当接する押圧ツメ(保持棒押圧部材)46と、押圧ツメ46を保持ツメ44に押し付ける押圧機構(押圧手段)Oと、押圧機構Oによる押圧ツメ46の押圧力を検出する圧力センサ(押圧力検出手段)Pとを有し、押圧機構Oは、圧力センサPの検出結果に応じて押圧力を変更する。
(もっと読む)
1 - 20 / 44
[ Back to top ]