
Fターム[3C049BA09]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 制御(検知及び設定) (830) | その他の事項について検知、設定するもの (73)
Fターム[3C049BA09]に分類される特許
1 - 20 / 73
窒化物半導体基板の製造方法
知能研削砥石、知能研削砥石による研削制御方法、
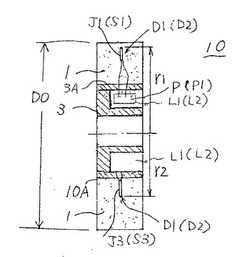
【課題】研削砥石にICチップを備えて砥石の初期研削条件を記憶するとともに、砥石研削時の各種砥石情報を記憶し、別の研削盤に変更しても、砥石の最適研削条件のもとに研削可能とした知能研削砥石と研削制御方法を提供する。
【解決手段】知能研削砥石10は、砥粒層の温度、外径、振動、応力等を個別に検知する感知センサD1と、上記砥粒層1の温度、外径を検知する感知センサD1を砥粒と一体的に外径方向に向けて焼き込んだ砥粒層1を基板3の外周面に装着させた研削砥石と、上記研削砥石にこの砥石メーカー出荷時に初期研削条件を記憶させるとともに研削運転時に温度,外径,振動,応力等の各種研削状況を更新記憶し、外部のNC制御部60に対して記憶した各種研削情報を出力するICチップPと、を備えた。
(もっと読む)
ウェーハ面取り装置、および面取り用砥石の表面状態または面取り用砥石によるウェーハの加工状態の検出方法

【課題】回転砥石側のAEセンサの検出信号を非接触で固定側に誘起し、誘起信号の信号処理により、接触状態や砥石の表面状態を判定可能にしたウェーハ面取り装置の実現。
【解決手段】ウェーハWを保持して回転するウェーハテーブル10と、面取り用砥石20を保持して回転する砥石回転機構と、を有するウェーハ面取り装置であって、砥石回転機構は、回転ユニットと、固定ユニットと、を有し、回転ユニットは、AEセンサ34と送信手段31と、を有し、固定ユニットは、送信手段と通信する受信手段41と信号処理回路65と、を有し、送信手段はAEセンサの信号を検出し、信号処理回路は、アンプ63と、AD変換器64と、デジタル処理回路と、を有し、低周波数成分を除去するフィルタリング処理を行い、さらに回転ユニットの回転周期に対応した信号変化を抽出する処理を行う。
(もっと読む)
ソーワイヤおよびそれを用いたIII族窒化物結晶基板の製造方法
【課題】引張破断強度が高く細いソーワイヤを用いて反りの小さいIII族窒化物結晶基板を歩留まり良く製造できるIII族窒化物結晶基板の製造方法を提供する。
【解決手段】本III族窒化物結晶基板の製造方法は、炭素濃度が0.90〜0.95質量%、ケイ素濃度が0.12〜0.32質量%以下、マンガン濃度が0.40〜0.90質量%以下、リン濃度が0.025質量%以下、イオウ濃度が0.025質量%以下および銅濃度が0.20質量%以下の鋼線を含み、ワイヤの直径が0.07mm以上0.16mm未満で、ワイヤの引張破断強度が4200N/mm2より高く、ワイヤのカール径が400mm以上のソーワイヤ22を用いて、ソーワイヤに破断張力の50%以上65%以下の張力をかけて、III族窒化物結晶体30をスライスする。
(もっと読む)
研削工具の砥面検査システム及び方法
【課題】砥粒の状態を新たな解析パラメータを用いてより詳しく解析し、これにより砥面の状態をさらに正確に検査できるようにする。
【解決手段】カメラ6により砥石3の砥面を撮像してそのライン画像データを取り込み、各ライン画像データに対し砥粒抽出処理部123により複数種のフィルタリング処理を行うことで上記ライン画像データから砥粒切れ刃候補の画像を抽出する。そして、砥粒解析処理部124の制御の下で、上記抽出された各砥粒切れ刃候補の画像から、砥面全域における各砥粒切れ刃候補の重心の座標と、凸多角形近似データ及び円形度と、内部欠損及び外部欠損と、面積及び欠損度と、すくい角側の稜線形状をそれぞれ算出または検出する。そして、この得られた解析パラメータをもとに、砥石3の幅方向における砥粒分布ヒストグラムと、砥石3の砥面全域における砥粒の分布状態を表す三次元マップを生成する。
(もっと読む)
バリ評価装置
【課題】脱落する虞のあるバリであるか否かをより簡単に判定する。
【解決手段】自動変速機の油路内に形成されたバリの強度を評価するバリ評価装置であって、筒状の本体部10と、本体部10で軸方向に移動可能に支持されると共に、バリTに当接させる当接部21を有する一端側を本体部10の外に位置させた軸部材20と、当接部21でバリを押圧したときにバリから受ける反力に抗する所定の付勢力を軸部材20に与えるボールプランジャ30とを備え、ボールプランジャ30は、軸部材20の径方向から、所定の付勢力を軸部材20に与える向きで設けられており、軸部材20は、バリから受ける反力が所定の付勢力よりも大きくなってバリから離れる方向に移動すると、本体部10内に位置する他端側が本体部10から突出するように設けられている構成のバリ評価装置とした。
(もっと読む)
ワーク内面の研削方法
【課題】汎用の内面研削盤を用いてワークの内周に楕円形や三角形等の任意形状の精度の高いプロファイルを削成することができるようにしたワーク内面の研削方法を提供することである。
【解決手段】要求される内面プロファイルと相似形状のプロファイルが外周に形成されたジグJをワークWの円筒状外径面に嵌合し、そのワークWとジグJの嵌合組立体Aを一方向に回転駆動されるドライブプレート1の吸着面で吸着支持し、嵌合組立体Aの外周が複数のシュー2a、2bにより支持される状態で嵌合組立体Aを回転する。そのワークWの内面に砥石車4を押し当て、その砥石車4を回転させる状態でワークWの径方向に移動させてワーク内面を研削する。
(もっと読む)
眼鏡レンズ供給システム
【課題】 システムの大型化、設置スペースの増大を抑え、経済的に有利する。
【解決手段】
1つのコンベアラインユニットは、コンベアラインと、1台の加工装置に対して少なくとも2つのトレイをコンベアラインから離脱させて待機位置まで移動させ、加工済みレンズが入ったトレイをコンベアラインに載せるトレイ移動ユニットと、レンズを加工装置に供給し、加工されたレンズをトレイに戻すロボットシステムと、トレイの識別情報を得る個別制御ユニットと、を有し、複数のコンベアラインユニットが並べられたときに、コンベアラインが1本のコンベアラインのように接続され、主制御ユニットは、各個別制御ユニットと通信し、搬入用コンベアラインのトレイを何れのコンベアラインユニットに搬送するかを決める。
(もっと読む)
金属箔の平坦化方法、配線基板、半導体デバイス
【課題】表面を十分に平坦化することが可能な金属箔の平坦化方法を提供する。
【解決手段】金属箔11の表面側の一部を硬化させて硬化層14を形成する工程と、切削作用を有する研磨器具を使用して研磨することにより、硬化層14の上部を除去する工程と、残存する硬化層14を研磨により除去して、表面を平坦化する工程とを含んで、金属箔11の平坦化を行う。
(もっと読む)
ガラス板の製造方法
【課題】ガラス板の端面の研削加工を従来に比べて高速化する際に、端面の品質を維持したガラス板を安定して製造する。
【解決手段】ガラス板の製造方法は、成形されたガラス板を搬送しながら、研削ホイールを回転させることによりガラス板の端面を研削し、前記ガラス板の端面の研削の合計長さが所定長を超える毎に、前記研削ホイールの砥粒のドレッシングを行う。前記研削ホイールの砥粒は、成長ダイヤモンドからなる砥粒であり、前記砥粒の表面に金属コートが施され、前記研削ホイールは、前記砥粒を接合ずるボンド材として、銅を50質量%以上含む合金を用いる。ガラス板の搬送速度は、例えば10m/分以上であり、研削ホイールのドレッシングは、前記ガラス板の端面の研削の合計長さが500mを超える毎に行われる。
(もっと読む)
研削前板状ガラス素材及び情報記録媒体用ガラス基板の製造方法
【課題】第1面と第2面とを表面研削装置を用いて同時に研削する際に両面の削り量を略一致させることができる研削前板状ガラス素材及び情報記録媒体用ガラス基板の製造方法の提供を目的とする。
【解決手段】本発明の研削前板状ガラス素材の第1面の被研削加工部は、その表面粗さ(Ra)が0.1μm以上、2.0μm以下の範囲になるように構成され、第2面の被研削加工部は、その表面粗さ(Ra)が0.1μm以上、3.0μm以下の範囲で、且つ、前記第1面の表面粗さ(Ra)の1.2倍以上で3.0倍以下になるように構成されている。
(もっと読む)
窒化物結晶およびエピ層付窒化物結晶基板の製造方法
【課題】半導体デバイス用の基板として好ましく用いられ得るように結晶を破壊することなく直接かつ確実に評価された結晶表面層を有する窒化物結晶およびエピ層付窒化物結晶基板の製造方法を提供する。
【解決手段】窒化物結晶1の機械加工後の化学機械的研磨により、機械加工により悪化した窒化物結晶の表面層1aの結晶性を化学機械的研磨により向上させる窒化物結晶の製造方法であって、化学機械的研磨においてpHが6以下または8以上のスラリーを用いて、窒化物結晶1の表面層1aの結晶性の向上は、結晶の任意の特定結晶格子面のX線回折条件を満たしながら結晶の表面からのX線侵入深さを変化させるX線回折測定から得られる結晶の表面層の均一歪みが2.1×10-3以下である。
(もっと読む)
放電超音波重畳研削加工方法
【課題】加工数の増加による研削抵抗の増加を更に抑制できる放電超音波重畳研削加工方法を提供する。
【解決手段】研削工具70の砥石7あるいは被加工物2に超音波振動を印加し、導電性の被加工物2に放電エネルギーを放電電源24から与えながら研削する。研削工具70と被加工物2との間にパルス電圧を印加し、両者間で放電させて、詰まった切屑を放電作用ならびに超音波振動で除去し、かつ研削工具70と被加工物2との相対的距離を演算された変化速度(送り速度)fgで移動させながら所定の食込みの量tgで研削する。この研削加工中の放電状態のモニタリングを放電電圧、及び放電電流の双方で行なって、このモニタリングの結果を用いて、安定放電を維持するように、少なくとも変化速度fgを制御する。必要な仕上げ面性状を満足し、研削抵抗を低減して、設備の小型化ないし低価格化を実現することができる。
(もっと読む)
研削装置及び研削方法並びに薄板状部材の製造方法
【課題】薄板状の被加工物の端面を的確且つ安全に研削加工を行うことができる研削装置を提供する。
【解決手段】外周に被加工物Wの端面を研削可能な研削面を有し回転する砥石61と、この研削面で被加工物Wの端面を研削するよう砥石61及び被加工物Wを相対的に移動する移動手段と、砥石61の周囲に略等角度間隔に配設され研削面に液体を微粒子化して噴射する複数の噴射ノズル112と、被加工物Wに接触する砥石61の研削加工位置を基準として砥石61の回転方向後方に液体が噴射されるよう複数の噴射ノズル112の噴射を制御する制御手段とを備えている。
(もっと読む)
磁気ディスク用基板の製造方法
【課題】1μmより小さい精度で磁気ディスク用基板を研磨加工することができる生産性が向上した磁気ディスク用基板の製造方法を提供する。
【解決手段】磁気ディスク装置に用いられる磁気ディスクの磁性膜が設けられる前の磁気ディスク用基板の製造方法であって、圧電材料である水晶部材を切断する切断工程と、前記水晶部材が切断され形成された水晶板の側面を研削する側面研削工程と、前記水晶板に貫通孔を形成する貫通孔形成工程と、前記水晶板の両主面を研磨する第一の研磨工程と、前記水晶板の両主面を研磨する第二の研磨工程と、を備えており、前記第一の研磨工前後の前記水晶板の周波数を測定し前記第二の研磨工程での研磨量を決定することを特徴とする。
(もっと読む)
研磨装置
【課題】管状の研磨工具を回転させ、被加工物に圧接して研磨液を吐出しながら研磨する研磨装置において、吐出する研磨液の圧力が変化して研磨除去量が不正確となるのを防ぐ。
【解決手段】研磨液を吐出しながら被加工物20を研磨する管状の研磨工具1は、隙間9をもってハウジング10の穴に嵌挿され、回転モーター5によって回転駆動される。研磨液は、ハウジング10の穴と研磨工具1の間の隙間9に供給され、管状穴7を介して被加工部21に吐出される。ハウジング10の穴の側面に設けられた溝である研磨液調整部位11aは、研磨液調整圧力計18を有する流路を経て研磨液調整ポンプ16に接続され、隙間9に満たされた研磨液の圧力を一定に保つ。
(もっと読む)
超仕上げ方法及び超仕上げ装置
【課題】 第1溝と第2溝とを有するワークに対して互いに対応した高精度の超仕上げ加工を連続してスムーズになし得るようにする。
【解決手段】 アンギュラの方向が互いに異なる第1溝と第2溝とを有するワークWを駆動装置に装着し、ワークWを駆動しながら第1溝に超仕上げ砥石を前進して押し当てかつオシレーションしてその後に後退させる第1溝仕上げ工程と、ワークWを駆動しながら第2溝に超仕上げ砥石を前進して押し当てかつオシレーションしてその後に後退させる第2溝仕上げ工程との間に、砥石ホルダの傾斜角度が第1溝から第2溝に適合するように揺動リンクを角度変更する角度変更工程と、超仕上げ砥石を第1溝から第2溝に対向するようにリンク部材と平行な方向に移動する溝変更工程とが設けられている。
(もっと読む)
レンズ用レイアウト・ブロック装置のホルダ供給装置
【課題】一つのレイアウト・ブロック装置で標準用と小径用の2種類のレンズホルダによる被加工レンズのレイアウトブロックをバッチ処理方式で可能にする。
【解決手段】 ホルダ供給装置51は、レンズホルダ40A〜40C、41A〜41Dを収納する複数のカセット180A〜180Gと、複数のシュート120A〜120Gを備えている。レンズホルダ40A〜40Cは標準用レンズホルダからなり、レンズホルダ41A〜41Dは小径用レンズホルダからなる。カセット180A〜18Gは、同じく標準ホルダ用カセットと小径ホルダ用カセットとからなる。シュート120A〜120Gは、それぞれレンズホルダ40A〜40C、41A〜41Dを種別毎に収納する標準ホルダ用と小径ホルダ用のシュートとからなり、種別が同じカセットのみの装着を可能にしている。
(もっと読む)
自走式溶接ビード切削装置
【課題】壁面に沿って移動しながら壁面に溶接によって生起している溶接ビードを切削する自走式溶接ビード切削装置の作業効率、切削能力を向上させる。
【解決手段】溶接ビードに隣接して壁面に敷設されているガイドレールに掛合しながら回転して溶接ビード切削装置をガイドレールに沿って前進移動及び後退移動させる駆動輪。駆動輪に支持されているフレームに取り付けられていて駆動輪に対して前進移動用の前進方向回転駆動力及び後退移動用の後退方向回転駆動力を与える自走用モータ。フレームに取り付けられていて溶接ビードの切削を行う回転エアーサンダー。フレームに取り付けられていて、回転エアーサンダーが溶接ビードに押し付けられる圧力を調整する押付圧力調整手段と、回転エアーサンダーをガイドレールが延びる方向に対して交叉する方向に移動させる横シフト手段を備えている。
(もっと読む)
研削方法および研削盤
【課題】研削抵抗増加により低い研削能率で研削するツルーイング後研削を短縮する研削方法および研削盤。
【解決手段】複数の砥石車71、72を用いて、複数の被研削部を研削する研削方法および研削盤において、
ツルーイング後研削工程を、複数の砥石車の一部を用いて前記複数の被研削個所の一部を研削する工程を前記複数の砥石車の全てが使用されるように複数回組み合せて実行し、その研削能率を複数の被研削部を同時に研削した場合より大きくして研削する。研削能率を大きくすることでボンド除去効率を高くし、より少ない工作物研削本数で所定の砥粒突出し量を達成し、定常研削に移行する。
(もっと読む)
1 - 20 / 73
[ Back to top ]