
Fターム[3C049BB03]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 制御 (434) | 制御手段(ハード等) (255) | 機械的制御 (30)
Fターム[3C049BB03]に分類される特許
1 - 20 / 30
方形ワークの三面取り研削方法およびそれに用いる複合研削砥石車
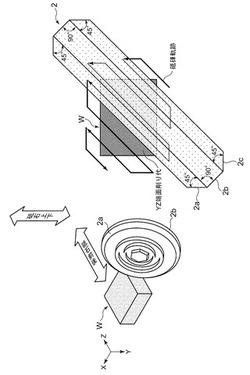
【課題】方形ワークの3面(XZ面、YZ面、XY面)の直角出し研削加工をなす安価な平面研削装置を提供する。
【解決手段】中央プレーン砥石車部2bの両側面に10〜45度の傾斜角を有するアンギュア砥石車部2a,2cが一体化された外周縁断面が傾斜−平行−傾斜形状を示す複合研削砥石車2を用い、ワークテーブルを往復動させつつ、方形ワークWのXY面、XZ面をアングラー砥石車部2a、2cで平面研削し、ワークテーブルを移動せず、砥石軸を上下方向移動および前後方向移動させて、方形ワークWのYZ面をプレーン砥石車部2bで平面研削する。
(もっと読む)
曲面部研削方法

【課題】曲面部のプランジ研削において、研削除去量が最大となる部位の研削による砥石車の消耗を平準化させて砥石車の寿命が長い研削を実現する曲面部研削方法を提供する。
【解決手段】砥石車7の回転軸を含む断面の研削作用面の形状が曲面である砥石車7を工作物Wに相対的に切込む曲面形状部の研削において、
工作物Wの所定の研削数毎に、砥石車7の回転軸と砥石車7の切込み方向とがなす角度を変える。このことにより、曲面部の研削除去量が最大となる部位を研削する砥石車7の位置が移動するため、砥石車7の部位別の消耗が平準化される。
(もっと読む)
ワーク内面の研削方法
【課題】汎用の内面研削盤を用いてワークの内周に楕円形や三角形等の任意形状の精度の高いプロファイルを削成することができるようにしたワーク内面の研削方法を提供することである。
【解決手段】要求される内面プロファイルと相似形状のプロファイルが外周に形成されたジグJをワークWの円筒状外径面に嵌合し、そのワークWとジグJの嵌合組立体Aを一方向に回転駆動されるドライブプレート1の吸着面で吸着支持し、嵌合組立体Aの外周が複数のシュー2a、2bにより支持される状態で嵌合組立体Aを回転する。そのワークWの内面に砥石車4を押し当て、その砥石車4を回転させる状態でワークWの径方向に移動させてワーク内面を研削する。
(もっと読む)
孔開口部における仕上げ加工工具及び仕上げ加工装置並びに仕上げ加工方法
【課題】加工コストを抑制して、安定した加工精度を得る。
【解決手段】孔の開口部に形成された末広がり面を仕上げ加工するための仕上げ加工装置であって、孔の壁面を仕上げ加工するための研磨部1と、該研磨部1を孔の軸線に沿った回転軸線Pを中心として回転させながら該回転軸線Pに沿って移動させる駆動部3とを備える。研磨部1は、回転軸線Pに対する拡がり角度の大きい状態と拡がり角度の小さい状態との間で姿勢変化可能に設けられている。孔への進入量が小さいときには、末広がり面における手前側の部分に研磨部1が当接するように、研磨部1は拡がり角度の大きい状態となる。孔への進入量が大きいときには、末広がり面における奥側の部分に研磨部1が当接するように、研磨部1は拡がり角度の小さい状態となる。
(もっと読む)
鋼片の面取り研削方法および鋼片の面取り研削装置
【課題】均一な鋼片の面取りを能率良く自動的に行うことができる鋼片の面取り研削方法および装置を提供する。
【解決手段】スラブS(鋼片)の被研削面12に平行な面内においてそのスラブS(鋼片)の側縁SEの方向に対して所定角度傾斜させることにより、研削砥石GWの外周面のうちスラブSの側縁SEに押し当てられる部分の幅方向の一端がその側縁SEに接触したとき他端がその側縁SEから離隔する状態としつつ、その研削砥石GWをその他端側へ向かってスラブSの側縁SEに沿って移動させることから、研削砥石GWをスラブSの側縁SEに沿って速やかに移動させても研削砥石GWがスラブSに食い込みがなくなるので、均一なスラブSの面取りを能率良く行うことができる。
(もっと読む)
球体回転装置、球体回転方法及び球体回転装置を利用した応用機
【課題】 汎用性が大で簡単な構造で球体を満遍なく回転させることができるようにする。
【解決手段】 球体1を回転自在に受持する一対のローラ3,4と、この一対のローラ3,4をそれぞれ回転駆動するサーボモータ27,28と、前記両サーボモータ27,28を制御して前記球体1の1回転中に一対のローラ3,4の角速度を高低変化させながら一方のローラ3,4が高角速度のときに他方が低角速度となるように回転させる制御手段7とを備えている。また、前記制御手段7は、一対のローラ3,4を角速度高低変化させながら回転する途中に、球体1の少なくとも1回転における高角速度の時間長さを長短変更する回動制御機能43を有している。
(もっと読む)
円盤状ワークの面取装置
【課題】硬質脆性材料からなる円盤状ワークの外周角の面取装置に関し、面取面と表裏面との間の角に生ずるチッピングの発生を可及的に防止することにより、面取加工後の2次研削加工を省略できるようにする。
【解決手段】
鉛直方向の回転ワーク軸で保持された円盤状ワークの上面側及び下面側の外周角を摺擦するカップ状の上下の砥石と、上下の砥石を装着する上下の面取砥石軸と、砥石軸を回転駆動する砥石モータとを備えている。上下の砥石軸は、これに装着した上下の砥石の周縁が円盤状ワークの上下の面取面にそれぞれ一箇所で接触するように、ワーク軸の軸心と斜めに立体交差する方向で設けられている。砥石モータは、砥石と円盤状ワークとの接触箇所における上下の砥石の摺擦方向が共に円盤状ワークの内側から外側へと向かう方向となる回転方向にこれらの砥石を回転駆動している。
(もっと読む)
光学レンズの製造方法
【課題】各種面形状の被研磨面を面内での研磨量の大きなばらつきなく研磨することにより、所望の光学面を有する光学レンズを得るための手段を提供すること。
【解決手段】弾性材料からなる凸部を有する研磨治具と凹面を有するレンズ形状に成形された成形体とを、研磨治具の凸部と成形体の凹面との間に研磨剤を供給しながら相対的に移動させることにより、上記凹面を研磨することを含む光学レンズの製造方法。前記研磨治具として、下記(1)および(2)を満たす研磨治具を選択して使用する。(1)研磨治具凸部を研磨対象である成形体の凹面と嵌合させると、中心部で接触するが周縁部で離間する形状を有する。(2)研磨治具凸部を研磨対象である成形体の凹面と、凹面上の基準軸と凸部上の基準軸とが対向する状態で嵌合させると、周縁部における離間距離は予め設定した許容離間距離以下である。
(もっと読む)
眼鏡レンズ加工装置の較正用センサユニット
【課題】 加工具が導電性に依らず、較正を精度良く行うことができる、眼鏡レンズ加工装置を較正するめの較正用センサユニットを提供する。
【解決手段】 眼鏡レンズに代えてレンズチャック軸に取り付けられる固定部と、加工具に接触される接触部材と、固定部がレンズチャック軸に取りけられたときのレンズチャック軸方向である第1軸方向に対して直交する第2軸方向に接触部材を移動可能に支持する支持機構であって、第2軸方向で、且つ固定部に対して離れる側へ接触部材を付勢する付勢部材を持つ支持機構と、接触部材が前記加工具に接触したことを検知するために接触部材又は固定部に配置されたセンサであって、付勢部材に抗して固定部側へ微小距離だけ接触部ザが移動されたことを検知するセンサと、センサの検知信号を眼鏡レンズ加工装置の制御ユニットへ送信するための信号送信手段と、を備える。
(もっと読む)
研削方法、面取りガラス板の製造方法及び研削装置
【課題】カップ型の砥石ヘッドにより粗研削と仕上げ研削とを1工程で行い所定の高精度の平滑面を得る研削方法を提供する。
【解決手段】粗研削用環状砥石4を配した内カップ6と、細研削用環状砥石8を配した外カップ9とが間隙を有して同心円状に配され、被加工面が粗研削用環状砥石4に次いで細研削用環状砥石8により研削されるように2重カップ型回転砥石と被加工物とを相対移動させつつ、前記内カップ6の内周面22に研削液25を供給する研削方法である。また、前記2重カップ型回転砥石14と、砥石を軸心の回りに回転させる駆動手段16と、被加工物20を相対移動させる、移動手段と、研削液供給手段24とを備え、被加工物20の相対移動方向Sが、前記回転軸心23と研削後の面21を含む平面との交点から、被加工物20と細研削用環状砥石8とが加工中に当接する位置に至る方向にベクトル成分を有する方向である研削装置である。
(もっと読む)
ウェハ周辺部研磨装置
【課題】アライニング機能を有するウェハ周辺部研磨装置であって、研磨対象となるウェハが大口径ウェハであっても、装置を小型化できるとともに、製造コストの上昇を抑制することが可能な周辺部研磨装置を提供する。
【解決手段】ノッチ位置検出センサ73の光学式センサ731がワークWのノッチdを検出すると、チャック手段21の回転が減速される。ノッチ位置決めピン74をワークWの半径方向内側に移動し、ばね746の付勢力によって、スライダー743を、ワークWの半径方向内側に移動する。ピン部741の先端がワークWの円筒面bに当接し、ピン部741の先端がワークWの円筒面bに押し付けられる。この状態で、さらにワークWを回転すると、ピン部741の先端がワークWのノッチdに侵入して係合する。その結果、ノッチdは、ノッチ用研磨ユニット6と対向する角度位置に位置決めされる。
(もっと読む)
ねじ研削方法及びねじ研削盤
【課題】高精度にねじ研削を行うことができるねじ研削盤などを提供する。
【解決手段】ねじ研削盤1は、各研削領域K1,K2を順次研削してねじ形成領域Kの全体を研削するもので、有効径又は斜径を測定する第1測定機構45と第2測定子のワークW軸線方向における変位量を測定する第2測定機構50と、制御装置60などを備える。各測定機構45,50は、その測定子が第1研削領域K1のねじ溝に当接した状態から第2研削領域K2側に砥石車26とともに相対移動する。制御装置60は、第1研削領域K1の研削が完了して第2研削領域K2を研削する場合に、第1測定機構45によって測定される第1研削領域K2の測定値が第1研削領域K1の測定値と同じになるまで砥石車26及びワークWの相対移動を繰り返すとともに、第2測定機構50によって測定される測定値が一定となるように砥石車26とワークWとを相対移動させる。
(もっと読む)
半導体装置の製造方法
【課題】半導体ウェハの割れや欠けを防ぎ、かつ複数の半導体ウェハに連続して処理を行う際に、各半導体ウェハの端面の形状を均一にすること。
【解決手段】半導体ウェハ1の裏面側を下にして、ステージ5に吸着させて、半導体ウェハ1の中心を回転の中心軸として回転させる。また、端面研削用砥石10の中心を回転の中心軸として、この中心軸を半導体ウェハ1の回転の中心軸の方向と略垂直な方向にして、端面研削用砥石10を回転させる。ついで、半導体ウェハ1を横方向に移動させながら、端面研削用砥石10を縦方向に移動させることで、半導体ウェハ1の端面3に、端面研削用砥石10を接触させて、半導体ウェハ1の端面3を研削する。
(もっと読む)
玉型形状測定装置
【課題】フレーム枠の形状を簡単且つ正確に測定することのできる玉型形状測定装置を提供する。
【解決手段】眼鏡のフレーム枠を保持する保持部を有する保持手段と、フレーム枠のヤゲン溝に当接可能な測定子と、測定装置本体から離れた位置にある仮想軸を中心にして保持手段をスイングさせる保持手段スイング機構とを備え、測定子をヤゲン溝に当接させることによりフレーム枠の形状を測定する玉型形状測定装置であって、保持手段スイング機構によって保持手段をスイングさせたときの保持手段のスイング角度を記憶し、フレーム枠の一方の玉型形状を測定し、そのときのフレーム枠の反り量が一定値を超えた場合、保持手段スイング機構を制御して、保持手段を一方向にスイングさせて一方の玉型形状を再度測定するとともに、フレーム枠の他方の玉型形状を測定する場合に、逆の方向にスイングさせる制御手段を設けた。
(もっと読む)
レンズ加工装置
【課題】カム機構を利用することなく各種の加工方式によりレンズ表面を精度良く加工可能なレンズ加工装置を提案すること。
【解決手段】レンズ加工装置1の移動機構10では、第2駆動機構50によってX軸方向に移動可能な第1支軸41が支持部材31に回転可能な状態に連結され、第3駆動機構60によってX軸方向に個別に移動可能な第2支軸42が支持部材31に対して回転可能、且つ、第1支軸41に対して接近および離れる方向に移動可能に連結されている。第1、2支軸をX軸方向に個別に移動させると、支持部材がY軸に平行な軸線回りに旋回し、ここに搭載されている第1駆動機構30も一緒に旋回し、第1駆動機構に搭載されているレンズ加工具8がレンズホルダ7の中心軸線(Z軸)に対して傾斜する。第1、第2、第3駆動機構によってレンズ加工具を各種に移動軌跡に沿って移動させることができる。
(もっと読む)
ドラム型調整車の研磨装置
【課題】テーパーローラベアリングをセンタレス研磨するに必要なドラム型状の調整車の螺旋ねじ溝を高精度に研磨加工するためのドラム型調整車の研磨装置を提供する。
【解決手段】調整車1を回転及び軸線方向に移動すると共に調整車1の研磨用の砥石9を回転及び調整車1の外輪郭2に対応する位置に位置付けるための回動や、砥石9を調整車1に近接又は離隔する方向に移動させる動作を同期制御することにより所望の螺旋ねじ溝3を研磨仕上げすることができる。
(もっと読む)
形鋼の耳状突起物除去方法
【課題】形鋼に発生した耳状突起物を確実に除去することのできる形鋼の耳状突起物除去方法を提供する。
【解決手段】研削加工ヘッド5aを有する耳状突起物除去装置5を用いて不等辺不等厚山形鋼1の端部に発生した耳状突起物2を除去するに際して、前記端部の位置を端部位置検出器により検出し、この端部位置検出器で検出された端部位置に基づいて研削加工ヘッド5aの位置をコントローラ6で制御しながら耳状突起物2を除去するようにした。
(もっと読む)
研磨アームを使用して基板の縁部を研磨する方法及び装置
【課題】基板の縁部を研磨するように適合されたシステムが提供される。
【解決手段】基板の縁部を研磨するように適合された装置及び方法は、(1)研磨表面及び第2の表面を有する研磨テープ、及び(2)長手方向軸を有し、上記研磨テープの研磨表面を基板の縁部に接触させるように適合された研磨アーム201を含む。研磨アーム201は、i)上記研磨テープの第2の表面に接触するように適合された研磨ヘッド204と、ii)上記研磨ヘッド204に結合されて、上記研磨アーム201の長手方向軸の回りに上記研磨ヘッド204を回転させるように適合されたロッカーアーム304と、iii)上記ロッカーアーム304に隣接して延長されて、上記研磨アーム201の長手方向軸に直交する方向に上記研磨ヘッド204を移動させるように適合されたロードアーム314とを含む。多数の他の態様が提供される。
(もっと読む)
半導体集積回路装置の製造方法
【課題】半導体集積回路装置の製造工程において、詳しくはウエハの裏面を研削して所望の厚さにするバックグラインディング工程およびそれと一体のストレスリリーフ工程において、仕上げ研削用回転砥石の寿命および研削特性を実用的な範囲に維持しつつ、ウエハのチッピング等に起因するウエハ裏面のスクラッチ等の発生を有効に回避する。
【解決手段】このため、ストレスリリーフ工程を兼ねるバック・グラインディング工程の仕上げ研削において、基本的に仕上げ研削から回り状態でウエハ裏面を磨くスパークアウト期間のみ、目立て用砥石105を研削用砥石107に押し当てながら仕上げ研削をする。
(もっと読む)
シリコンウェーハ及びその製造方法並びに貼り合わせSOIウェーハ及びその製造方法。
【課題】裏面に酸化膜を存在させることなく平坦度の高いSOIウェーハを得る。
【解決手段】シリコンウェーハ12は、酸化膜が形成された貼り合わせ用シリコンウェーハと貼り合わされてSOIウェーハを得るものである。そして、薄円板状のウェーハは研削又は研磨のいずれか一方又は双方により中央部が凹んだお椀状の反りが付与される。その製造方法は、シリコンウェーハの一方の主面を吸着保持して他方の主面を研削又は研磨してウェーハ外周からウェーハ中心に向けて厚みを増加させた凸状のウェーハ又はウェーハ外周からウェーハ中心に向けて厚みを減少させた凹状のウェーハを作製した後、凸状又は凹状に形成した他方の主面を吸着保持して弾性変形により一方の主面側の中央を突出させた状態とし、一方の主面を研削又は研磨してその主面を平坦にし、前記吸着保持を解除することで中央部が凹んだお椀状の反りが付与されたウェーハを得ることを特徴とする。
(もっと読む)
1 - 20 / 30
[ Back to top ]