
Fターム[3C049CA06]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 課題(ワーク種別) (1,931) | 材質 (830) | セラミックス (660) | ガラス (336)
Fターム[3C049CA06]に分類される特許
1 - 20 / 336
光学素子の製造方法
光学素子の製造方法及び検査治具
光学素子の製造方法
ガラス板研磨装置
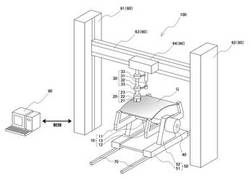
【課題】研磨手段の姿勢制御に着目することにより、近年要求が高まっている曲面を多用した建築物の外装材や内装に利用可能な、種々の曲面を有する結晶化ガラスを工業的に製造する技術を提供する。
【解決手段】曲面を有するガラス板Gを研磨するガラス板研磨装置であって、ガラス板Gを保持する保持手段10と、ガラス板Gを研磨する研磨手段20と、ガラス板Gに対して研磨手段20を押し付ける押圧手段30と、ガラス板Gと研磨手段20とが実質的に面接触する状態を維持しながら、保持手段30を回転させる回動手段40と、保持手段30を水平方向にスライドさせるスライド手段50と、を備え、ガラス板Gと研磨手段20との面接触領域において、ガラス板Gに対する研磨手段20の押圧軸aがガラス板Gの曲面の法線bと一致するように、回動手段40、及びスライド手段50が調整される。
(もっと読む)
端縁部を研磨テープにより研磨仕上げした板ガラス並びに板ガラス端縁部の研磨方法及び研磨装置

【課題】端縁部が高精度に面取り加工され、高い強度を付与された板ガラス並びにその製造方法、研磨方法及び研磨装置を提供することを課題とする。
【解決手段】上面、下面及びその両面の間に端面を有する矩形の板ガラスであって、前記上面又は前記下面と前記端面との境界にある稜部のうち少なくとも1辺の稜部又は少なくともひとつの端面が研磨テープで研磨され仕上がり面に形成された板ガラスであって、該仕上がり面の平均表面粗さRaが20nm以下であり且つ最大谷深さRvが200nm以下である板ガラス。
(もっと読む)
薄板状ワークの位置決め装置及び薄板状ワークの位置決め方法
【課題】薄板状ワークのエッジ及び薄板状ワークの位置決めを行う位置決めピンの双方に割れや傷付きなどといったダメージを与えることなく位置決めを行うことができる薄板状ワークの位置決め装置及び薄板状ワークの位置決め方法を提供する。
【解決手段】薄いガラス板WのエッジWeを当接させてガラス板Wの位置決めを行う位置決めピン2を備え、位置決めピン2を実際の位置決め点Xよりもガラス板Wから遠ざかる側に設定した当接点XLで移動可能に支持し、この当接点XLでガラス板WのエッジWeが当接した位置決めピン2をガラス板Wとともに実際の位置決め点Xに押し戻す押圧機構10を設けた。押圧機構10は、ステッピングモータ12と、ステッピングモータ12の出力により偏心回転しつつ位置決めピン2に摺接して、当接点XLから実際の位置決め点Xに移動させる押圧円板16を具備している。
(もっと読む)
磁気ディスク用ガラス基板の製造方法、磁気ディスクの製造方法及びガラス基板
【課題】中心部の円孔の内径寸法公差を十分に縮小でき、かつ、内周端面の形状バラツキを十分に低減させながら、内周端面を鏡面化することができる磁気ディスク用ガラス基板の製造方法を提供する。
【解決手段】外周端面及び円孔1の内周端面を研削する端面研削工程と、この端面研削工程の後、端面を研磨する端面研磨工程とを有し、端面研削工程においては、端面のうちの面取り面の面粗さを面取り面を除く内周端面の面粗さよりも低粗さとし、端面研磨工程においては、面取り面を含む端面の全体をブラシ研磨により研磨する。
(もっと読む)
ガラス基板積層治具及び該治具を用いた磁気記録媒体用ガラス基板の端面研磨方法及び該端面研磨方法を用いた磁気記録媒体用ガラス基板の製造方法
【課題】端面研磨工程における加工精度、生産性を高め、取り扱いが容易であり、さらに、ガラス基板積層体を解体することなく、外周端面研磨、内周端面研磨を行うことが可能なガラス基板積層治具を提供することを目的とする。
【解決手段】中心部に円孔を有する円盤形状の磁気記録媒体用ガラス基板を積層したガラス基板積層体の外周端面研磨及び/又は内周端面研磨に用いるガラス基板積層治具であって、前記磁気記録媒体用ガラス基板の円孔に挿入され、前記ガラス基板積層体の内周端面を支持し、前記磁気記録媒体用ガラス基板の位置合わせをするシャフトを有しており、前記シャフトは、シャフトの両端にクランプボルトを嵌合可能なクランプボルト嵌合部と、シャフトの周囲にガラス基板積層体を支持する軸止部と、を備えることを特徴とするガラス基板積層治具及びそれを用いた磁気記録媒体用ガラス基板の端面研磨方法、磁気記録媒体用ガラス基板の製造方法を提供する。
(もっと読む)
ガラス板の両サイド加工装置
【課題】生産効率が良く、良質の研削加工が得られる両サイド加工装置を提供すること。
【解決手段】ガラス板2の両サイド加工装置1は、ガラス板2の下面を支持して送るコンベア装置3の両側に設けられ、ガラス板2の両側短辺の近部を吸着支持する一対の短辺支持吸盤6と、ガラス板2の両側長辺の近部を吸着支持する一対の長辺支持吸盤7とを備えており、短辺支持吸盤6と長辺支持吸盤7とは互いに反対位置から行き違いの往復直動を行うようになっている。
(もっと読む)
硬質脆性板の周縁加工装置
【課題】搬入された板状のワークの位置及び角度の誤差を補正する補正手段を備えた、小型で装置構造も簡単かつ部品点数も少ない、周縁加工装置を提供する。
【解決手段】鉛直軸回りに回転するテーブル、ワークの周縁を加工する工具、工具送り装置及びワークの角部の画像を取得する1個のカメラを備える。テーブルにワークが搬入されたとき、カメラでワークの第1の角部と180度対向する第2の角部の画像を取得し、それらの角部のあるべき位置からの2次元平面方向の偏差を検出し、それらの偏差から、テーブル中心に対するワークの中心の位置偏倚及び角度偏倚を演算する。
(もっと読む)
ガラス基板の製造方法
【課題】表面状態が良好なガラス基板を簡易に生産性高く製造できるガラス基板の製造方法を提供すること。
【解決手段】ガラス基板の表面に研磨砥粒を含むpH4.0以下の研磨液を供給し、研磨パッドにて前記ガラス基板の表面を鏡面に研磨する最終研磨工程と、前記最終研磨工程に続けて、pH4.0以下の酸性洗浄液を供給し前記研磨パッドにて前記ガラス基板の表面を擦り洗いする擦洗工程と、前記擦洗したガラス基板を最終洗浄する最終洗浄工程と、を含む。
(もっと読む)
磁気記録媒体用ガラス基板の製造方法および磁気記録媒体用ガラス基板
【課題】主平面の研磨工程での研磨パッドの目詰まりを抑制して、ドレス処理の頻度を低減するとともに研磨速度を安定させ、主平面の平滑性に優れ、異なるロットのガラス基板間の板厚のばらつきが小さい磁気記録媒体用ガラス基板を得るための製造方法を提供する。
【解決手段】この磁気記録媒体用ガラス基板の製造方法は、形状付与工程と、主平面研磨工程と、洗浄工程とを備え、前記主平面研磨工程は、前記ガラス基板の主平面を両面で5μm以上の研磨量で研磨する粗研磨工程を有する。そして、前記粗研磨工程では、気泡を含有し、研磨面に開口する前記気泡の平均直径が80〜300μmであり、かつ1.1〜2.5%の圧縮率を有する研磨パッドと、砥粒を含有する研磨液を用いて主平面を研磨することを特徴とする。
(もっと読む)
硬質脆性板の周縁加工装置
【課題】小径砥石の摩耗による自動運転時間の制約をなくし、長時間の自動連続運転が可能な硬質脆性板の周縁加工装置を提供する。
【解決手段】摩耗した小径砥石を自動的に新しい砥石に交換する自動交換手段を備えた周縁加工装置を提供する。ワーク軸の上方で水平方向に移動する横送り台と、この横送り台に設けた縦送り台と、この縦送り台に、横送り台の移動方向と平行でかつワーク軸の軸心を含む平面に軸心を一致させて、ワーク軸と平行な砥石駆動軸と、砥石マガジンを備えている。砥石マガジンは、複数の小径砥石を、それらの軸心を砥石駆動軸の軸心を通り横送り台の移動方向と平行な平面上に位置させて保持する。
(もっと読む)
端面研磨ブラシ及び磁気記録媒体用ガラス基板の製造方法
【課題】複雑な構成の端面研磨装置を使用することなく、内周面取り部と内周側面部とを均一かつ安定的に研磨する端面研磨ブラシを提供すること。
【解決手段】中心部に円形孔を有する磁気記録媒体用ガラス基板の内周端面を研磨する端面研磨ブラシであって、前記端面研磨ブラシ12はシャフト14にブラシ毛13が植毛されており、前記シャフトは、荷重19.6Nをかけた時の最大たわみ量が420μm以下である、端面研磨ブラシ。
(もっと読む)
ガラス基板の外周端面研磨方法、ガラス基板の製造方法及び外周端面研磨装置
【課題】研磨ブラシを用いることなく、外周面取り部と外周側面部とを均一かつ安定的に研磨する方法を提供すること。
【解決手段】中央部に円形孔を有する複数の円盤形状ガラス基板を、前記円形孔の位置をあわせて重ね合わせてガラス基板積層体を形成し、該ガラス基板積層体の前記円形孔に貫通して前記ガラス基板積層体を支持する支持棒を有する容器内にガラス基板積層体を固定する、積層体形成工程と、前記ガラス基板積層体の外周端面と前記容器の内壁との間の空間に、砥粒を含む研磨液を封入する、研磨液封入工程と、前記研磨液が前記外周端面に接触するように、前記研磨液が封入された前記容器を振とうして前記外周端面を研磨する、研磨工程と、を含む、ガラス基板の外周端面研磨方法。
(もっと読む)
光学ガラスの研削加工方法及び光学ガラスレンズの製造方法
【課題】光学ガラスのプレス品に対して、品質を低減させることなく低コストで研削加工を実行する。
【解決手段】光学ガラスを所定形状にプレス成形したプレス品を準備し(S5A,S5B)、粗研削加工前の被研削面を有するプレス品に対して精研削加工用の研削面を有する導電性のカップ砥石を当接させて回転駆動させることで精研削を行い(S6b)、この研削工程時に、カップ砥石の研削面と対向する位置に配設された電極とカップ砥石との間に導電性研削液を供給しながら、電極とカップ砥石間に所定の電圧を印加することで、研削面のドレッシングを行う電解インプロセスドレッシングを実行することで実現する。
(もっと読む)
光学ガラスの加工方法及び光学ガラスレンズの製造方法
【課題】難硝材により形成されるガラス成形体に対して球面創成加工を行う場合に、加工面の品質確保と加工コスト抑制とを両立させる。
【解決手段】光学ガラスである硝材である難硝材により形成されるガラス成形体に対し、回転駆動されるカップ砥石を当接させて、当該ガラス成形体の被加工面を球面形状に研削するカーブジェネレーティング工程と、前記カーブジェネレーティング工程の実行中に、前記カップ砥石と当該カップ砥石の対向電極との間に導電性研削液を供給しつつ電圧を印加して、前記カップ砥石に対する電解ドレッシングを行う電解インプロセスドレッシング工程と、を備えた硝材加工方法において、前記カーブジェネレーティング工程は、前記カップ砥石の回転数、または、前記カップ砥石の回転数および前記ガラス成形体と前記カップ砥石の当接圧可変方向における相対位置移動の送り速度とが、前記難硝材以外の硝材により形成されるガラス成形体に対して研削を行う場合よりも高く設定されている。
(もっと読む)
磁気記録媒体用ガラス基板の製造方法
【課題】ガラス基板の主平面を、酸化セリウム砥粒を使用することなくかつ高い研磨速度で研磨して、加工の際に生じたキズやクラック等を除去し、平滑な主平面を有する磁気記録媒体用ガラス基板を得るための製造方法を提供する。
【解決手段】この磁気記録媒体用ガラス基板の製造方法は、形状付与工程と、主平面研削工程と、主平面研磨工程とを備える。そして、主平面研削工程は、平均粒径0.01μm〜15μmのダイヤモンド砥粒を有する固定砥粒工具を用いて研削する固定砥粒研削工程を有し、主平面研磨工程は、シリカ粒子、ジルコニア粒子等の酸化セリウム粒子以外の平均粒径5nm〜3000nmの砥粒を含む研磨液と、研磨パッドを用いて研磨する第1の研磨工程と、その後平均粒径が5〜50nmのシリカ砥粒を含む研磨液と研磨パッドを用いて研磨する第2の研磨工程とを有する。
(もっと読む)
セラミック電子部品の製造方法
【課題】ガラスセラミックチップのチッピング及び飛散を抑制することが可能なセラミック電子部品の製造方法を提供すること。
【解決手段】ガラスセラミックチップを具備するセラミック電子部品の製造方法であって、台座2に貼り付けた粘着シート4上に固定したガラスセラミック基板6の片面のみに、刃先がテーパー状である第一ダイシングブレード8を用いてV字形の溝12を形成する工程と、刃幅が溝の幅よりも小さい第二ダイシングブレードを、粘着シート4上に固定されたガラスセラミック基板6の溝12内に当接させて、ガラスセラミック基板6を完全に切断して、ガラスセラミックチップを形成する工程と、を備える。
(もっと読む)
ガラス板の面取り方法及び面取り装置並びにガラス板
【課題】本発明は、直角度が許容値から外れたガラス板を直角度が良好なガラス板に効率よく加工するガラス板の面取り方法及び面取り装置並びにガラス板を提供する。
【解決手段】本発明のガラス板の面取り装置10は、ガラス板12の基準辺S1を砥石28の移動方向Aに対して直交方向となるように、CPU40が姿勢変更装置26を制御してガラス板12の姿勢を変更する。これにより、砥石28、28によって面取りされる辺S2、S3と基準辺S1との直角度が略直角になる。砥石28、28による辺S2、S3の面取り、及び直角度修正加工が終了すると、ガラス板12の姿勢を平面視において90度変更し、残りの辺S1、S4を面取り加工する。
(もっと読む)
1 - 20 / 336
[ Back to top ]