
Fターム[3C049CB03]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 課題(一般) (2,845) | 作業能率向上、自動化 (977)
Fターム[3C049CB03]に分類される特許
201 - 220 / 977
半導体基板の平坦化加工装置
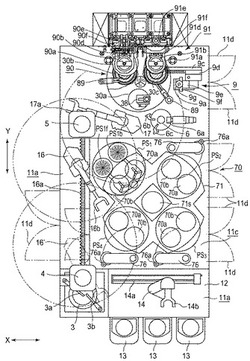
【課題】 半導体基板裏面を高スループットで研削、研磨加工し、基板を薄肉化・平坦化することができる異物の付着が少ない半導体基板を製造する平坦化加工装置の提供。
【解決手段】 半導体基板のローディング/アンローディングステージ室11a、裏面研磨ステージ室11c、エッジ研削および裏面研削加工ステージ室11b内に各々の機械要素を収納した平坦化装置1であって、同時に2枚の基板を研磨加工する裏面研磨ステージ70のスループット時間を1枚の基板を研削加工する裏面研削加工ステージ20のスループット時間の約2倍に設計した平坦化加工装置1。
(もっと読む)
眼鏡レンズの製造方法

【課題】仕上がり精度を向上させること。
【解決手段】セミフィニッシュレンズを加工して眼鏡レンズ本体を形成する加工工程と、眼鏡レンズ本体のレンズ面の幾何中心を回転中心として眼鏡レンズ本体を回転させつつ、レンズ面を研磨する研磨工程とを含む。
(もっと読む)
半導体ウェハの製造方法
【課題】半導体ウェハの良好な幾何学的形状のみならず良好なナノトポグラフィも達成し、且つ450mmのウェハにも適している、半導体ウェハを製造するための新規の処理シーケンスを提供する。
【解決手段】規定の順序において:(a)単結晶からスライスされた半導体ウェハを同時に両面で材料除去する加工工程;(b)アルカリ性媒体による該半導体ウェハの両面の処理工程;(c)該半導体ウェハの前面及び裏面の研削工程;(d)0.1〜1.0μmの平均粒径を有する砥粒を含有する研磨パッドによる半導体ウェハの両面の研磨工程;(e)砥粒を含有する研磨剤の供給下での、砥粒を含有しない一次研磨パッドによる該半導体ウェハの前面の研磨工程;(f)該前面の化学機械的研磨(CMP)工程
を有する、半導体ウェハの製造法によって達成される。
(もっと読む)
ころの製造方法
【課題】円錐ころ又は凸面ころ用のワークに施すころ端面の研削加工の能率をよくし、かつ十分な精度に実施できるワークの対象範囲を広げる。
【解決手段】ワーク1を5軸制御マシニングセンタの主軸台11に備わる引き込み式のメカニカルチャック13の爪14で固定し、ヤトイ15でワーク1の見掛け上の外径を大きくし、爪14のクランプ面14a、ヤトイ15の受け面15aを機上成形し、主軸12に切削工具16を自動工具交換機で装着し、ワーク1をC軸回りに回転させてワーク1の加工側端部を研削加工の目標形状である球面Sに近付ける旋削を切削工具16で行い、主軸12に砥石17を自動工具交換機で装着し、ワーク1に対する砥石17の位置・姿勢を研削加工に応じた所定の傾き角α及びオフセット量e等の関係に5軸制御でセットし、Z軸送りにより砥石17を切込むことにより球面Sに研削するようにした。
(もっと読む)
研削装置
【課題】被加工物に適した振動モードの超音波振動を研削砥石に付与することができる研削装置を提供する。
【解決手段】被加工物を保持するチャックテーブルと、回転スピンドルの一端に設けられたホイールマウントに取り付けられたホイール基台とホイール基台に装着された研削砥石とを備えチャックテーブルに保持された被加工物を研削するための研削ホイールと、ホイール基台に配設された超音波振動子と、超音波振動子に高周波電力を印加する電力供給手段とを具備している研削装置であって、電力供給手段は超音波振動子に印加する高周波電力の周波数を制御する制御手段および振動モードを入力する入力手段を具備し、制御手段は研削ホイールの軸心方向に研削砥石が振動する第1の振動モードが発生する第1の周波数と、研削ホイールの径方向に研削砥石が振動する第2の振動モードが発生する第2の周波数を格納するメモリを具備しており、入力手段から入力された振動モードに対応した周波数の高周波電力を該超音波振動子に印加するように制御する。
(もっと読む)
金属リングの研削加工方法
【課題】設備に掛かるコストを抑えるだけでなく高精度な研削加工を短時間で効率良く行うことができる金属リングの研削加工方法を提供する。
【解決手段】研削ブラシ2の毛足方向に沿った第1の所定位置Lを拘束し、ブラシホルダ3により回転される研削ブラシ2の下端側を金属リングWの側端縁に当接して研削加工を施す第1の研削工程を行う。次いで、研削ブラシ2の拘束位置10を第1の所定位置Lと異なる第2の所定位置Hに変更する拘束位置変更工程を行う。次いで、研削ブラシ2の第2の所定位置Hを拘束した状態で金属リングWの側端縁に研削加工を施す第2の研削工程を行う。
(もっと読む)
研削ホイール
【課題】研削砥石に発生させたい超音波振動の周波数に合わせてホイール基台の径を設定してもホイールマウントを交換することなく装着することができる研削ホイールを提供する。
【解決手段】チャックテーブル上に保持された被加工物を研削する研削手段を構成する回転スピンドルの下端に設けられボルト挿通穴を備えたホイールマウントの下面に着脱可能に装着される研削ホイールであって、ホイール基台と、ホイール基台の下面に装着された環状の研削砥石と、ホイール基台における環状の研削砥石の内側に相当する位置に配設された環状の超音波振動手段とからなり、ホイール基台は研削砥石を装着する砥石装着部と超音波振動手段を装着する超音波振動手段装着部とを備えた基台本体と、基台本体の外周部から立設して形成された環状の側壁と、環状の側壁の上端から内方に向けて形成された環状の取り付け部とからなっており、環状の取り付け部におけるホイールマウントに設けられたボルト挿通穴と対応する位置に雌ネジ穴が形成されている。
(もっと読む)
心出し装置および心出し方法ならびに心取り機および心取り方法
【課題】設備を大型化することなく、短時間で高精度な心出しを行うことができる心出し装置を提供すること。
【解決手段】レンズLを心出しする心出し装置1Aを構成するにあたり、レンズ保持具2と、レンズを回転させるときの回転中心線CLと直交する面内でレンズ保持具を変位させる面内方向移動機構(XYステージ4a)、および回転中心線と直交する面に対するレンズ保持具の傾きを調整する傾き調整機構(αβステージ4b)を有する位置調整部4Aと、先端に当該位置調整部が取り付けられたレンズ保持軸5と、回転中心線に対するレンズの偏心を一方のレンズ面La側から検出する偏心検出部6Aと、回転中心線に対するレンズの面振れを他方のレンズ面Lb側から検出する面振れ検出部7とを設ける。
(もっと読む)
半導体基板の平坦化加工装置および平坦化加工方法
【課題】 半導体基板裏面を高スループットで研削、研磨加工し、基板を薄肉化・平坦化することができる異物の付着が少ない半導体基板を製造する平坦化加工装置の提供。
【解決手段】 半導体基板のローディング/アンローディングステージ室11a、裏面研磨ステージ室11c、裏面研削加工ステージ室11bに各々の機械要素を収納した平坦化装置1であって、同時に2枚の基板を研磨加工する裏面研磨ステージ70のスループット時間を1枚の基板を研削加工する裏面研削加工ステージ20のスループット時間の約2倍に設計した平坦化加工装置1。
(もっと読む)
シリコンインゴットの面取り加工装置
【課題】スループット時間が短く、フットプリントがコンパクトな角柱状シリコンインゴットの面取り加工装置を提供する。
【解決手段】角柱状インゴットの4隅Rコーナ部の円筒研削加工を1個の研削車9gで、角柱状インゴットの4側平面の面取りを一対の粗研削砥石10g,10gで同期制御研削加工行ったのち、その面取り面4面を一対の精密仕上げ研削砥石11g,11gで同期制御研削加工して面取りを完成させるインゴットの面取り加工装置1。
(もっと読む)
セラミックス製部品の製造方法
【課題】セラミックス製部品を容易にかつ迅速に、しかも低い製造コストで得ることができる、セラミックス製部品の製造方法を提供する。
【解決手段】窒化ケイ素またはジルコニアを含有するセラミックス材料を成形し、焼結した中間素材13の少なくとも研削加工を施す部分を超臨界水または亜臨界水に浸漬させ、当該部分を脆くする。浸漬後の中間素材13の前記研削取代を有する部分に研削加工を施す。
これにより、転動面に研削加工が施されたセラミックス製の玉10を得る。
(もっと読む)
研削盤点線画像処理方法
【課題】加工位置表示の実線を点線や破線に変えて直線、曲線、円を描くることで線の
内側と外側を正確に判断し、精度を見極めることができる研削方法と研削盤。破線にすることで0.025mm〜0.0083mmの加工精度を熟練工でなくとも、切削を高い精度でミクロン単位の微細研削することが可能な研削方法と研削盤を提供する。
【解決手段】経験が少ない未習熟な作業者でも研削作業を手動運転で以って行うことが
できる。それには研削盤の表示画像による寸法測定を行い、加工する時に加工画像をリアルタイムに投影する。コンピューターによる映像の読み込みと研削部分の十字線の中心に加工寸法を重ね画像で直線ではなく破線で描くことで、内側の線と外側の線を手動運転で簡単に調整できるようになる研削盤画像処理装置。
(もっと読む)
研削装置における内径形状加工制御方法及び研削装置
【課題】簡易な構成で、種々の内径形状の加工を可能とする。
【解決手段】
砥石24〜26を回転自在に設ける一方、砥石24〜26の軸線方向に対して直交する方向に往復動可能に第1のスライド部101を設けると共に、第1のスライド部101の往復動方向に対して直交する方向に往復動可能に第2のスライド部102を第1のスライド部101上に設け、第2のスライド部102上にワークを取り付け、第2のスライド部102に砥石24〜26の軸線方向における往復動を与えると同時に、第1のスライド部101には、ワークに内径一定の貫通孔の形成の際に必要な前記砥石の軸線方向に対して直交する方向における移動に、先の貫通孔の形状を所望の形状とするに必要な移動を重畳して与えて、ワークに対する内径形状加工を可能としてなるものである。
(もっと読む)
角ブロックの表面研削装置
【課題】角ブロックの表面研削処理時に加わる衝撃やストレスを減少させ、生産性を向上させる。
【解決手段】多角柱のブロック状ワーク14を研削加工するものにおいて、ワーク14を支持して所定の軸20を中心に回転駆動させる。研削刃24は、回転軸をワークの所定の軸20とほぼ直交する方向に向けて、ワークのエッジ22に対して側面を接触させて、当該エッジを研削加工する。研削刃24の側面がエッジ22に接触して研削するときに生じる研削応力の方向と、ワーク14の所定の軸20の方向とが一致する部分を生じさせるように研削刃24の側面とエッジ22の研削面の関係を位置決めする。その後研削刃24をワーク14の所定の軸20の方向に相対移動させる。
(もっと読む)
眼鏡レンズの周縁加工方法
【課題】眼鏡フレームの玉型周長と加工済レンズ周長との差が適正範囲に常に入るように管理し、適正な仕上がり周長サイズの眼鏡レンズを常に供給できるようにする。
【解決手段】未加工の眼鏡レンズを指定された眼鏡フレームの玉型形状データに基づいて周縁加工して供給する眼鏡レンズの供給方法において、眼鏡フレームの玉型形状データおよび所定の加工条件に基づいて眼鏡レンズの周縁加工を行うレンズ加工ステップ(S2)と、このレンズ加工ステップにより周縁加工された眼鏡レンズの周長を測定するレンズ周長測定ステップ(S3)と、このレンズ周長測定ステップにより求めたレンズ周長と眼鏡フレームの玉型周長との差を求める周長差算出ステップ(S4)と、周長差が所定の範囲内に入るように前記加工条件ごとに記憶された周長補正値を補正する補正ステップ(S5〜S11)と、を備える。
(もっと読む)
加工方法および軸受
【課題】スーパーフィニッシュ(鏡面研削)加工を行う必要が無くなって、リードタイムの短縮を図ることができる加工方法及びこの加工方法に用いて製造した軸受を提供する。
【解決手段】軸受の構成部品をチャック装置10にてチャックしてこの構成部品の仕上げ加工を行う。チャック装置10によるチャックを解除することなく、構成部品をチャックしたまま焼入鋼切削と研削加工とを行う。
(もっと読む)
硬質脆性板のくり貫き加工方法及び装置
【課題】ガラス板などの硬質脆性板に板厚方向に貫通する丸孔、長孔、溝孔などのくり貫き加工において、加工時に生ずる大きな欠けや割れを可及的に防止すると共に、寸法や形状の異なる丸孔や溝孔を加工することが可能な方法及び装置を提供する。
【解決手段】くり貫き砥石は、先端に硬質脆性板を板厚方向に研削してゆく先端面を備えた円筒形の砥石で、加工しようとする丸孔ないし溝幅より小径の砥石である。制御器は、ワーク軸の回転角をθ又はΔθ、砥石台の移動量をxとして、少なくとも以下の関係を保持して制御する溝孔加工手段を備えている。x=(A+R−r)/cosθ、x=CcosΔθ+(R−r)cosφ、但し、sinφ=CsinΔθ/(R−r)、及び、x=(A−R+r)/cosθ。上式中、Rは、溝孔の溝幅の1/2、rは、くり貫き砥石の半径(r<R)である。
(もっと読む)
研磨具
【課題】超音波振動子にて発生させた超音波振動を効率良く砥石に付与することができる新規な構成の研磨具を提供すること。
【解決手段】支持板11、支持板の下方に環状接続部12を介して支持板と間隔をあけて平行に支持され、下面に環状の砥石13が装着された環状砥石装着板14、および砥石装着板に固定された超音波振動子を備え、上記環状接続部12の上側環状接続面12aの内周縁が下側環状接続面12bの外周縁よりも外周側に位置していて、この接続部12の上側環状接続面12aの内周縁と下側環状接続面12bの外周縁との間に、環状空気相含有帯域16、17を接続部12の径方向に多重に形成してなる環状空気相含有領域18が、この環状空気相含有領域により超音波振動子から発生される超音波振動が砥石装着板と平行な方向に沿って環状接続部12の環状空気相含有領域18よりも外周側の領域に伝達されないように設けられていることを特徴とする研磨具。
(もっと読む)
ガラス基板の加工方法及びその装置
【課題】ガラス基板を位置決めすることなく面取加工を行うことにより、ガラス基板の生産効率を向上させる。
【解決手段】ガラス基板Gがテーブル12に載置されると、ガラス基板Gを位置決めすることなくテーブル12の吸引動作によってテーブル12に吸着固定する。次に、この状態のガラス基板Gの端面G1、G2、G3の位置情報をレーザー変位計14〜22によって取得し、この位置情報と所望の研削代とを考慮した加工開始位置及び加工終了位置をCPU28によって算出する。次いで、算出した加工開始位置及び加工終了位置の位置情報に基づき、加工開始位置から加工終了位置に向けて面取用砥石24、26が直線移動するようにモーションコントローラ32が移動機構34、40を制御する。
(もっと読む)
超音波加工装置
【課題】加工工具をホーン先端に取り付けて片支持した超音波加工装置において、超音波振動子の縦振動と加工工具の半径方向の伸び振動とをきれいな共振状態とすることが可能な超音波加工装置の提供。
【解決手段】中空の本体スリーブ2aを有し、軸線C周りに回転駆動されるスピンドル2と、本体スリーブ2a内の軸線C上に配置される超音波振動子3と、本体スリーブ2aに固定され、超音波振動子3と同軸上に連接される支持ホーン4と、この支持ホーン4との間に軸線C周りに回転させる加工工具5を挟持する固定ホーン6とを有し、支持ホーン4および固定ホーン6は、加工工具5の端面5a,5bからの長さが超音波振動子3により励起される超音波振動の波長の1/2であることを特徴とする。
(もっと読む)
201 - 220 / 977
[ Back to top ]