
Fターム[3C049CB03]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 課題(一般) (2,845) | 作業能率向上、自動化 (977)
Fターム[3C049CB03]に分類される特許
121 - 140 / 977
内径面加工方法、内径面加工用ツールおよび内径面加工装置
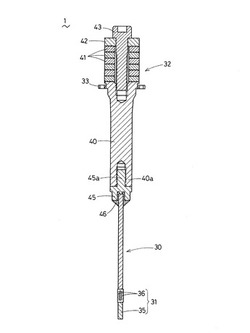
【課題】砥石部の径方向への拡幅振動により、ワークの被加工穴内径面についての高い加工能率化を実現することができる内径面加工技術を提供する。
【解決手段】ツール本体30と、このツール本体30の一部に設けられ、軸方向振動により径方向へ拡幅振動する構造を有する砥石加工部31と、ツール本体30に軸方向振動を与える超音波振動子32とを備えてなり、超音波振動子32によりツール本体30に軸方向振動が与えられると、この軸方向振動により砥石加工部31が径方向へ拡幅振動して、ワークの被加工穴内径面に対して径方向振動を伴った加工を行う。これにより、ホーニング加工等の内径面加工における加工効率を向上させることができる。
(もっと読む)
切削装置

【課題】1台でウエーハの外周加工と直線加工を可能とする切削装置を提供する。
【解決手段】被加工物に直線加工と外周加工を施す切削装置であって、被加工物を保持するチャックテーブル6と、回転駆動される第1スピンドル28と、該チャックテーブルで保持された被加工物に直線加工を施すための該第1スピンドルに装着された第1切削ブレード38と、該第1スピンドルの軸線方向に該第1切削ブレードから所定距離離間して該第1スピンドルに装着された、該チャックテーブルで保持された被加工物に外周加工を施すための該第1切削ブレードよりも小径の第2切削ブレード34と、を具備したことを特徴とする。
(もっと読む)
心出し方法および心出し装置、レンズ心取り方法、レンズ心取り装置、枠切削方法および枠切削装置
【課題】保持軸の連続回転を妨げることなく光学部品の偏心調整が可能に心出しする技術を提供すること。
【解決手段】心出し装置フレームFに回転自在に設置された保持軸22と、保持軸22の先端で光学部品Lを保持固定する保持具23と、保持具23に保持固定された光学部品Lの光軸と保持軸22の回転軸22aとの偏心状態を測定する偏心測定部25と、保持具23を保持軸22の回転軸22aに対して直交する方向および傾き方向に移動可能とする位置調整部24と、偏心測定部25により測定された偏心状態に基づいて保持具23の位置調整量を算出する演算処理部26と、心出し装置フレームFに設置され、演算処理部26により算出された位置調整量に基づいて位置調整部24を駆動する駆動部27とを備える。
(もっと読む)
グリーンボールの加工装置およびグリーンボールの加工方法
【課題】量産性が高いグリーンボールの加工装置およびグリーンボールの加工方法を提供する。
【解決手段】グリーンボールの加工装置は、上加工定盤部と下加工定盤部とを備えている。上加工定盤部が第1の高さ位置にある状態で、上加工定盤部と下加工定盤部とは、下加工定盤部の第1の平面と上加工定盤部の第2の平面との間にグリーンボールを挟み込むための内部空間を有している。上加工定盤部は、第1の高さ位置で内部空間にグリーンボールを挿入するための挿入部を含んでいる。上加工定盤部と下加工定盤部とは、上加工定盤部が第1の高さ位置にある状態で内部空間にグリーンボールを保持でき、かつ上加工定盤部が第2の高さ位置にある状態で、グリーンボールを上加工定盤部と下加工定盤部との間の空間から排出できるように構成されている。下加工定盤部は、グリーンボールを下加工定盤部の第1の平面上から排出するための排出部を含み、排出部は内部空間の範囲外に構成されている。
(もっと読む)
金属製品のバリ取り装置およびその方法
【課題】 本発明は、プレス等の加工後のワーク4に発生するバリ、鋭利なエッジを取り除くバリ取り装置とそのバリ取りの方法に関し、特にワーク4の要望する小さいワーク搬送を可能とすること。
【解決手段】ワーク4を直線的に運ぶ搬送コンベア方式から、円を描くように、ワーク4の角度を変えて一周させる旋回式の搬送方法にする。
(もっと読む)
固体撮像素子及びその製造方法
【課題】撮像面の反りを低減することができる固体撮像素子及びその製造方法を提供する。
【解決手段】固体撮像素子の製造方法は、表面側に複数の固体撮像素子が形成されるとともに裏面に膜が形成された半導体ウエハの、前記裏面を研磨して、前記膜を除去する研磨工程S2と、研磨工程S2後の前記半導体ウエハを前記複数の固体撮像素子の個々にダイシングするダイシング工程S3と、を備える。研磨工程S2後の前記半導体ウエハの前記裏面が鏡面であるとともに、研磨工程S2後の前記半導体ウエハの厚さが700μm以上である。
(もっと読む)
トロイダル型無段変速機のディスクの研磨方法およびトロイダル無段変速機のディスクの研磨装置
【課題】ディスクの加工を精度良く行うことができると共に、ディスクを量産できるトロイダル型無段変速機のディスクの研磨装置および研磨方法を提供すること。
【解決手段】第1ディスク10の被研磨軌道面41と、第2ディスク11の被研磨軌道面42との間に第1砥石1を挟持した状態で、第1ディスク10と第2ディスク11とを同時で回転させて、第1ディスク10の被研磨軌道面41と、第2ディスク11の被研磨軌道面42とを同時に研磨する。
(もっと読む)
特に自動車補修におけるパテの自由曲面精密研削生産加工方式および自由曲面精密研削ツール
【課題】ツール加工部接触部の移動軌跡の点又は線接触での研削から、非研削面の所要の面形状の接触での自由曲面精密研削生産加工方式および自由曲面精密研削ツールを提供することにある。
【解決手段】y軸方向又はxy軸方向へ繰り返し摺動させることで非加工面を精密加工する自由曲面精密加工ツールであって、研削板に弾性力が一定な弾性体と、しなりを持つ研削材保持板を有し、下端部の該研削材保持板に接着、螺着等の手段により、面ファスナー等が貼着されている研削材保持体に、研削材が接着された他方の面ファスナー(この場合、被係合側)を圧接により装着したものを備え、これにより研削材が接触して被加工面の形状に弾性変形をしながら自由曲面精密研削(20〜30μで2〜3cmのスロープでの研削)する。
(もっと読む)
研摩装置及び研摩方法
【課題】球状部品の多寡にかかわらず研磨精度を大きく犠牲にすることなく高い作業性で球状部品を研磨できる研摩装置及び研摩方法を提供すること。
【解決手段】互いに間隙をおいて並列状態に軸支された第1管状砥石3及び第2管状砥石4を備え、第1管状砥石3及び第2管状砥石4の少なくとも一方はその外周面11、14に螺旋状の突出部16を有する研磨装置1、並びに、並列状態に軸支された第1管状砥石3及び第2管状砥石4の間隙路10に球状部品を供給し、球状部品を、第1管状砥石3及び前記第2管状砥石4の少なくとも一方の外周面11、14に突設された螺旋状の突出部16で間隙路10上を搬送しつつ第1管状砥石3及び前記第2管状砥石4の少なくとも一方で研摩することを含む研磨方法。
(もっと読む)
球面研削加工方法および球面研削加工装置
【課題】加工効率を落とすことなく、要求品質、特にクラック深さの向上を図り、後工程である精研削、研磨加工の負担を軽減することにより、後工程の加工時間短縮さらには工程削減が可能な球面研削加工方法および球面研削加工装置を提供すること。
【解決手段】先端にレンズ基体を取付けたワーク軸と、先端に研削砥石を装着した砥石軸とのそれぞれを回転させつつ互いに近接させ、切り込み速度を制御しつつ研削砥石によってワークを所定の切り込み量だけ研削する速度制御切り込み工程と、この速度制御切り込み工程の後に、研削砥石にワークを押し当てる圧力を制御しながら切り込みを行う圧力制御切り込み工程と、を順次行う。
(もっと読む)
円盤状基板の製造方法、研磨装置およびプログラム
【課題】研磨装置により円盤状基板の研磨を行う際に、研磨時間を抑制しつつ、特にエッジロールオフ(端ダレ)を抑え、円盤状基板をより均等に研磨することができる円盤状基板の製造方法等を提供する。
【解決手段】ガラス基板の主表面を研削する研削工程と、研削工程を経たガラス基板を研磨する研磨工程と、を有し、研磨工程は、ガラス基板の主表面に対する研磨の圧力を最大圧力まで単調増加させた後にこの最大圧力に留めることなく徐々に低下させると共に、研磨開始から研磨の圧力が最大圧力に達するまでの時間を研磨の圧力が最大圧力に達してから研磨終了までの時間より短くなるように設定することを特徴とする円盤状基板の製造方法。
(もっと読む)
放電超音波重畳研削加工方法
【課題】加工数の増加による研削抵抗の増加を更に抑制できる放電超音波重畳研削加工方法を提供する。
【解決手段】研削工具70の砥石7あるいは被加工物2に超音波振動を印加し、導電性の被加工物2に放電エネルギーを放電電源24から与えながら研削する。研削工具70と被加工物2との間にパルス電圧を印加し、両者間で放電させて、詰まった切屑を放電作用ならびに超音波振動で除去し、かつ研削工具70と被加工物2との相対的距離を演算された変化速度(送り速度)fgで移動させながら所定の食込みの量tgで研削する。この研削加工中の放電状態のモニタリングを放電電圧、及び放電電流の双方で行なって、このモニタリングの結果を用いて、安定放電を維持するように、少なくとも変化速度fgを制御する。必要な仕上げ面性状を満足し、研削抵抗を低減して、設備の小型化ないし低価格化を実現することができる。
(もっと読む)
円盤状基板の製造方法および円盤状基板の保持具
【課題】円盤状基板の外周研磨を行なう工程を別途設ける必要がない、または別途設ける必要がある場合でもその研磨時間を短縮でき、円盤状基板の生産性を向上させることができると共に円盤状基板の製造費用を低減させることができる円盤状基板の製造方法等を提供する。
【解決手段】ガラス基板の主表面を研削する研削工程と、ガラス基板の少なくとも外周端面を研削する端面研削工程と、研削工程および端面研削工程を経たガラス基板の主表面および外周端面を共に研磨する研磨工程と、を有し、研磨工程は、孔部34と孔部34の内周端面にガラス基板の外周端面を研磨するブラシ部36とを有する保持具30Bの孔部34にガラス基板を保持して研磨を行なうことを特徴とする円盤状基板の製造方法。
(もっと読む)
収容具の形成方法
【課題】正確な深さの円形凹部を形成可能な収容具の形成方法を提供する。
【解決手段】円形凹部15と該円形凹部15を囲繞する環状凸部17とを有する収容具を形成する方法であって、チャックテーブル36で円板状部材11を保持するステップと、円板状部材11に該円板状部材11の直径の略1/2の直径を有する研削砥石24を該円板状部材11の中心と外周の手前に当接させ、該チャックテーブル36と該研削砥石24とを回転させて該円板状部材11に円形凹部15を形成するとともに該円形凹部15を囲繞する環状凸部17を形成する研削ステップとを具備し、第1高さ位置検出手段44で加工領域の高さ位置を第1高さ位置として検出するとともに、第2高さ位置検出手段46で該環状凸部17に対応する外周領域の高さ位置を第2高さ位置として検出し、該第2高さ位置から該第1高さ位置を減じた値が所定値に達した際に研削を終了する。
(もっと読む)
研磨液供給装置
【課題】簡便且つ確実に、所定量の研磨液を回転バフに供給することができる研磨液供給装置を提供する。
【解決手段】ロッドレンズアレイのロッドレンズが露出する端面を研磨する端面研磨装置6の回転バフ12に研磨液を供給する研磨液供給装置30であって、前記研磨液を収容する研磨液容器34と、前記研磨液を前記回転バフに向けて吐出する吐出部36と、前記研磨液容器と前記吐出部とを流体連通させるチューブ38と、前記研磨液容器から前記吐出部まで前記チューブを通して前記研磨液を搬送するポンプ44とを備え、前記ポンプが、所定インターバルで、前記研磨液を前記吐出部から吐出させるように作動され、前記ポンプの作動中は、前記回転バフの回転速度が低下する。
(もっと読む)
ワークの研削加工方法及び研削盤、それに用いる移動経路データの演算プログラム並びにその記憶媒体
【課題】砥石車の先端形状データとワークの加工形状データとに基づいて、傾斜角が3次元曲面的に変化するワークの被研削斜面に対する砥石車の移動経路データを求めてNCプログラムを容易に生成することができる研削盤を提供する。
【解決手段】CPU42に設けられた先端形状三次元座標データ変換部51によって砥石車の先端形状の三次元座標データを演算する。加工形状三次元座標データ変換部52によって、ワークの加工形状三次元座標データを演算する。両座標データに基づいて、移動経路データ演算部53によって傾斜角が3次元曲面的に変化するワークの被研削斜面に対する砥石車の移動経路データを演算する。この移動経路データに基づいて、NC指令データ演算部54によってNC指令データを生成する。
(もっと読む)
磁気ディスク用基板の製造方法
【課題】1μmより小さい精度で磁気ディスク用基板を研磨加工することができる生産性が向上した磁気ディスク用基板の製造方法を提供する。
【解決手段】磁気ディスク装置に用いられる磁気ディスクの磁性膜が設けられる前の磁気ディスク用基板の製造方法であって、圧電材料である水晶部材を切断する切断工程と、前記水晶部材が切断され形成された水晶板の側面を研削する側面研削工程と、前記水晶板に貫通孔を形成する貫通孔形成工程と、前記水晶板の両主面を研磨する第一の研磨工程と、前記水晶板の両主面を研磨する第二の研磨工程と、を備えており、前記第一の研磨工前後の前記水晶板の周波数を測定し前記第二の研磨工程での研磨量を決定することを特徴とする。
(もっと読む)
研磨装置、研磨パッドおよび研磨方法
【課題】効率良く基板を研磨する研磨装置を提供すること。
【解決手段】研磨装置が、研磨パッドと、ターンテーブルと、供給ノズルと、振動供給部と、壁面部と、を備えている。研磨パッドは、被加工基板の被研磨面が押し当てられて前記被研磨面の化学的機械的研磨を行う。ターンテーブルは、前記研磨パッドを載置する。供給ノズルは、前記研磨パッド上に研磨剤を滴下する。振動供給部は、前記研磨パッドに振動エネルギを与える。壁面部は、前記研磨パッドの外周部に立設され、前記研磨パッドの上面よりも高い高さの壁面で前記研磨パッドの側面を囲う。
(もっと読む)
金属リングのブラシ研削方法及びその装置
【課題】研磨ブラシの偏磨耗の進行を抑制して研磨ブラシの寿命を延ばすことにより、長期間にわたって金属リングに高精度な研削加工を施すことができる金属リングのブラシ研削方法及びその装置を提供する。
【解決手段】金属リングWを保持する複数のリング保持手段5を回転させて金属リングWをその周方向に回転させ、研磨ブラシ2を回転している金属リングWの回転軌道を横切るように移動させて金属リングWの端縁を研削する。少なくとも一つのリング保持手段5に、金属リングWと同径の周壁部7aと板面部7bとを備えてそれらの外面に砥粒が設けられたドレッシング部材7を金属リングWに替えて保持させる。研削時に同時にドレッシング部材7により研磨ブラシ2の毛先を整える。
(もっと読む)
研削装置及び研削方法並びに薄板状部材の製造方法
【課題】薄板状の被加工物の端面を的確且つ安全に研削加工を行うことができる研削装置を提供する。
【解決手段】外周に被加工物Wの端面を研削可能な研削面を有し回転する砥石61と、この研削面で被加工物Wの端面を研削するよう砥石61及び被加工物Wを相対的に移動する移動手段と、砥石61の周囲に略等角度間隔に配設され研削面に液体を微粒子化して噴射する複数の噴射ノズル112と、被加工物Wに接触する砥石61の研削加工位置を基準として砥石61の回転方向後方に液体が噴射されるよう複数の噴射ノズル112の噴射を制御する制御手段とを備えている。
(もっと読む)
121 - 140 / 977
[ Back to top ]